Fuel combustion in engines, power plants, boilers, furnaces and other equipment provides energy for transportation, heating, electricity and goods manufacturing. Optimizing efficiency while lowering pollutant emissions is the main goal of industrial combustion, and reaching those goals, coupled with climate-change issues, have triggered a great deal of research in this field. One approach to improving the efficiency and emissions performance of a combustor is to apply advanced control techniques for both new and existing installations. This article presents several methods of advanced control for combustion, ranging from new diagnostic techniques to enhanced control schemes. Key benefits are cost savings through higher efficiency, environmental benefits through lower levels of pollutants, and increased safety.
Classic versus advanced control
Combustion proccesses account for 85% of global primary energy production [1–2], from electricity and heat generation to propulsion in terrestrial, marine and aerial transportation. Measures to increase efficiency encompass the combustion process itself, as well as fuel transportation and storage, and the use of its outcome (for instance, in cogeneration, waste heat is being utilized). Concerning pollutants, measures to limit or reduce their impact can be taken pre-combustion, during combustion and post-combustion. Prominent examples of these strategies include sulfur-free diesel fuel, air or fuel staging and selective catalytic reduction (SCR) of NOx.
Energy-efficiency and emissions strategies depend on the ability to control combustion processes. Classic combustion controls are based on temperature (for example, adjustment of the air-to-fuel ratio by peak exhaust gas temperature), flame emissions (such as the detection of misfiring in stationary engines by ultraviolet light detection), measurement of in-cylinder pressure in engines and measurement of CO, CO2 or O2 in the exhaust gases.
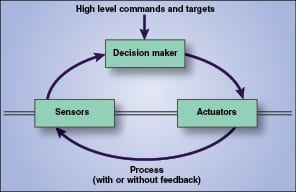
Advanced combustion-control strategies generally represent extensions and improvements to classical control methods. An advanced control system has a closed feedback loop (open-loop control systems do not have feedback). In combustion control, a sensor delivers data to a decision maker, which sends a signal to an actuator for reaction (Figure 1). Closed-loop control can steer a process better than one using an open-loop system [3–4]. This article focuses on advanced sensors and decision-maker algorithms, because these control-system elements have seen explosive development in the past two decades, whereas valves and actuators have changed comparatively little over that time. For more information on the fundamentals of process control, see Refs. 5–6.
Advanced combustion control can be applied to virtually all types of combustors, including the following: gas turbines, furnaces, boilers and reciprocating internal-combustion engines, to name a few. Often, it is possible to retrofit existing installations so that significant economic and environmental benefits can be achieved [7].
Modern combustion options
Based on the huge variety of combustion applications, modern combustion processes differ significantly from each other. Distinctions can be made among combustion processes of gaseous, liquid and solid fuels. The two major modes of combustion are those with the fuel and oxidizer premixed and those where they are not premixed. There are also differences between laminar and turbulent combustion. For technical applications, turbulent combustion dominates, because it speeds up the process. However, non-premixed combustion is sometimes preferred for safety reasons. The following combustion processes can be termed “advanced”:
• Lean combustion (to achieve low-NOx emissions)
• Carbon capture and storage (sequestration of CO2 from combustion)
• Chemical looping combustion
• Oxyfuel combustion
• Co-combustion of fossil fuels with biomass
• Combustion of alternative fossil fuels, such as methane hydrate
• HCCI (homogeneous charge compression ignition) [8]
Advanced combustion is also discussed in Refs. 2 and 9.
Advanced sensors
Combustion processes are difficult to probe, since high temperatures are involved. Often, conditions are transient, high pressures are present and multiple interferences, such as soot particles and background radiation, disturb measurements. Parameters to be measured include temperature, pressure and species concentrations. Generally, one can distinguish in-situ measurements (which probe the combustion processes directly “at the spot”) and ex-situ measurements, which draw a sample that is analyzed in a controlled manner outside of the process (for example, in a gas chromatography instrument). The criteria for selecting suitable measurement methods are time resolution, sensitivity, type of measurement (such as point-measurement or two-dimensional, spatially resolved or integrated signal) and cost.
Optical, and particularly laser-based methods, lend themselves to in-situ measurements. A major advantage of optical techniques is that they do not perturb the probed system, hence avoiding measurement errors from sampling. Light can interact with matter in three basic modes: absorption, emission and scattering.
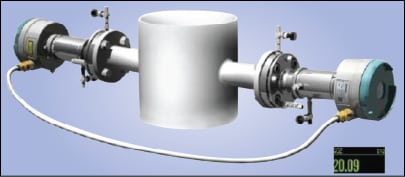
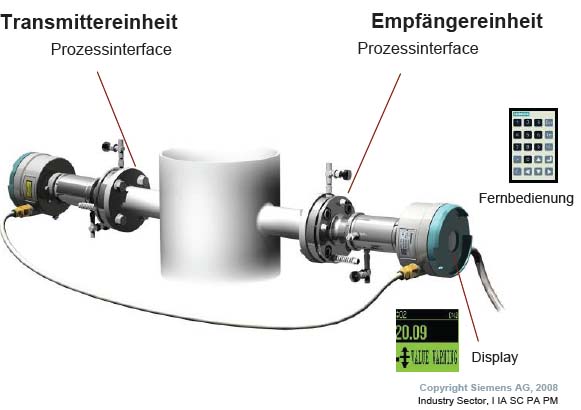
Advanced light-absorption sensors. The technique of tunable diode-laser absorption spectroscopy (TDLS) can measure species concentrations and temperatures of simple gases, such as CO, CO2, O2, NH3 and CH4, quantitatively by selective light absorption in the infrared spectral region by the target molecules. By tuning the laser wavelength around the respective absorption feature, users can compensate for non-specific effects, such as beam steering, background radiation and partial beam blockage by soot particles. A typical setup in the stack of a combustion process is depicted in Figure 2. It consists of a transmitter and a receiver unit.
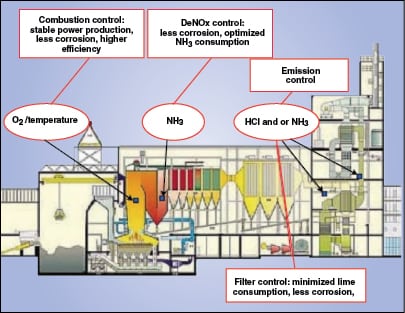
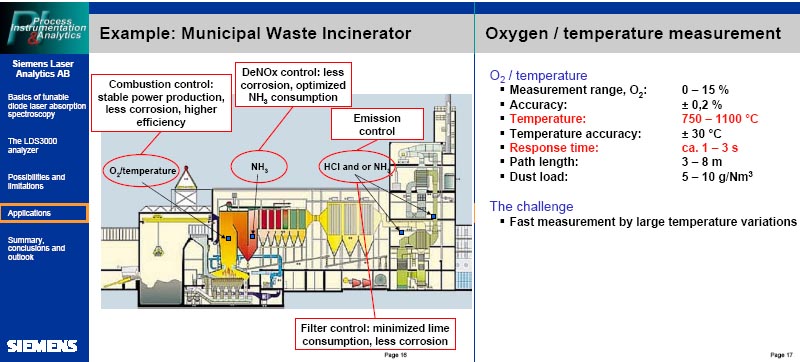
In an exhaust stack, this type of sensor can measure NH3, for example, so it can minimize the use of urea supplied to the NOx removal unit further upstream. Other examples are given for a municipal waste incineration plant (Figure 3). In this example, oxygen and temperature are measured in the combustion chamber. The measurement range for O2 is 0–15% (accuracy ±0.2%), and that for the temperature 750–1,100 °C (accuracy ±30°C). The response time is 1–3 s. The signal can be used to control the feed of fresh air. This is important because the composition of the fuel varies a great deal and the measurement can help achieve optimal combustion.
On the exhaust side, emissions control based on TDLS measures NH3 and HCl to control fluegas treatment for optimum cost and lowest emissions. Cost savings can be achieved by avoiding excessive chemicals dosing and lowering corrosion. TDLS has become a mature technology in advanced combustion control. A related approach, infrared absorption tomography for active combustion control, is described in Ref. 12.
Advanced sensors based on light emission. A technique based on light emission that combustion researchers frequently use is laser-induced fluorescence spectroscopy (LIF). It can be deployed to obtain two-dimensional images (planar-LIF, P-LIF) of species concentrations, including radical species such as ·OH. However, the setup is complex, so this technique has not yet found industrial use for combustion-control purposes. The test of a closed-loop equivalence ratio control of premixed combustors using a chemiluminescence signal is described in Ref. 13.
Advanced sensors based on light scattering. Laboratory-based methods that rely on scattering are Raman scattering and Cars (coherent anti-Stokes Raman scattering) spectroscopy. Like LIF, due to their complex experimental setup and difficult data evaluation and interpretation, they are not yet used for industrial combustion control applications.
Advanced sensors based on other signals. In Ref. 14, an advanced closed loop combustion sensor based on ionization is described. Ref. 15 uses pressure signals, and Ref. 16 image-based controls for a closed-loop setup. A review of sensors for combustion control is provided elsewhere [17].
Advanced decision makers
The term “decision maker” refers to the computer hardware and software necessary to run the control algorithms that govern the adjustment of the combustion system parameters. The hardware basis of the central, decision-making part of advanced combustion-control systems will always be chosen in accordance with the expectations of the specific application. These expectations can vary widely among applications, even in cases where the combustion itself is basically similar. Gas turbines are applied, for example, in both stationary power plants and in jet aircraft engines. The expectations of the former case allow rack-mounted hardware elements in an extra chamber, while special microcomputers (“embedded systems”) of minimal sizes and weights are required in the aviation industry. Rack-mounted hardware and embedded systems can be considered as the two ends of the spectrum of the hardware that is generally used for decision makers of combustion control, and selecting among them will be mostly determined by the application area, rather than by the combustion process itself.
Although the hardware platforms of the control decision-maker can be very different, a common requirement is superior reliability. The same is also true for the software side of the decision makers. In order to satisfy the need for high reliability with an acceptable cost, supplier companies deploy many modern tools of quality control and standardization on several levels.
Another consequence of the need for high reliability may be some degree of conservatism with regard to new ideas for improving reliability. This phenomenon can be observed in many other similar situations in which reliable operation is an absolute priority. Several industry branches, including oil-and-gas, chemicals and food, are characterized by the presence of high pressures and temperatures, and the involvement of hazardous materials and expensive assets and raw materials. This necessitates a high level of security. Although for industrial combustion control this conservatism may be somewhat exaggerated, numerous statistical analyses [18–20] do suggest a definite lag in the use of advanced control technologies for combustion processes instead of traditional ones, compared to the use of advanced controllers in other types of industrial processes (see section on adoption of advanced control technologies, below).
Built-in software tools realizing some advanced control algorithms as part of decision makers will be provided by most suppliers of industrial control systems. Although very often, ranges and functionalities of these tools are still rather limited. In these cases, an option for realizing them is an external, general purpose (maybe PC-based) computer, where the need for clear interfaces between traditional and advanced control systems will be set up and realized. This approach can be followed not only in the case of new control systems for combustions systems, but also while upgrading existing plants.
All advanced methods offered by the control theory to be realized as software elements of decision makers cannot be discussed here, of course. The literature is voluminous, but some textbooks are available [25–29]. Some existing directions and results of modern control theory may have crucial significance in other application areas like robotics and flight stabilization [30–32]. However, a brief overview is included here of those methods that (1) are mature enough, and (2) show significant potential for use in industrial combustion control applications. Most of them are model-based procedures, a fact that revalues all activities on modeling combustion systems. Both theoretical and empirical modeling directions have their roles and importance, and a rapid increase of semi-empirical modeling can be observed nowadays [33].
Model predictive control. Almost all distributed control system (DCS) vendors offer model predictive control (MPC) as an advanced extension to their standard control algorithms [15], and this appears to be the most frequently used advanced control method currently. The reasons for its relatively wide use come from its relative simplicity and from its inherent properties that fit well with the general requirements of industrial combustion control.
The history of MPC has resulted in several variants, the most important of which is DMC (digital matrix control). It can be considered as a subset to MPC, characterized by simpler algorithms requiring less online computational demand, and the lack of some services of MPC, like handling constraints inherently.
This is actually one of the most important advantages of MPC in many real industrial applications. While theoretical control may disregard constraints, real applications definitely cannot. Examples in combustion processes are actuators (for instance, fuel-supply valves), which are evidently characterized by their limited operating ranges. Furthermore, MPC is also able to consider other constraints without direct relationships to the process in question. If the control system is well designed, this ability can be perfectly utilized for limiting temperature stresses in key structural elements of a combustion system during load shifts, for example.
Another advantage of MPC against the traditional PID is that is it multidimensional. As a result, internal cross-couplings of the combustion process can be handled inherently. There is no need for figuring out the significance of the cross-couplings. An example is the cross-couplings between load control and lambda control in a boiler.
The basic MPC algorithm itself is a discrete time on-line optimization, which requires a dynamic process model. The more accurate the model, the better the control performance that can be expected. However, model inaccuracies will be effectively compensated by the controller. Prior to the controller design, the constraints must be given, along with two further parameters, the so-called weight matrices. They form a very clear representation of the design criteria for balancing between two contradictory requirements of all control tasks — accuracy and quiet actuator movements.
Intelligent control methods. With respect to control methods, the term “intelligent” suggests those with origins in artificial intelligence research. Two basic control methods fall into this category: artificial neural networks and fuzzy control. Both are excellent tools for controller design in cases where the formulation of control-system rules on the basis of traditional mathematical formalism is very difficult.
In many situations, the control rule is available by verbal statements only, which arise from human thinking. This set of control rules can be called “expert knowledge,” and a very effective way of representing it is a new direction of mathematical set theory called “fuzzy logic.” Artificial neural networks are very effective when the learning capabilities and methods of the human brain need to be applied on the basis of corresponding input and output data sets of a system. Although several similarities exist between these two intelligent control methods, and their combined application is a popular solution, they will be discussed further separately.
The central element of a fuzzy controller is a “rule base,” containing rules formulated on an “if… then…” logic scheme. (Example: “if the mixture temperature is very high, then set coolant valve to totally open.”) The previous fuzzy control element is called “fuzzification,” while the following one is “defuzzification.” In the prior one, analog quantities (such as temperature) will be fuzzified; that is, ordered into the discrete groups (sets) that correspond to “intermediate,” “high,” and “very high.” An important point is that the borders of these groups (or sets) are not crisp, like they would be in classical set theory. This grouping is much closer to human thinking, which generally does not draw a crisp borderline between the sets distinguishing the age of a person to sets like “youth” or “middle-aged,” for example. Defuzzification is a procedure in the opposite direction.
The characteristics of a fuzzy controller make it effective for controller design. The simple realizability of each element of the fuzzy controller is another advantage. This simplicity of operation allows the possibility of using it in low-cost applications. Limitations of fuzzy controllers arise from the basic principle, which may result in unsmooth outputs. Clear stability criteria for those are still lacking.
The basic concept behind artificial neural networks (ANN) was inspired by the human nervous system, the basic element of which is the neuron. Like its biological counterpart, an artificial neuron is a multi-input, single-output element, which is organized into networks that give rise to multi-input, multi-output (MIMO) systems. The strengths between the neuron interconnections can be varied, which establishes the basis for the ability to learn. Special optimum-seeking algorithms are used during the learning phase to find these interconnecting strengths (weightings), so that the network outputs that result from training inputs would best fit the target outputs that correspond to the same inputs. If the output of a combustion process will be applied as training input to the ANN, and the process input is applied as a target output of the ANN, the artificial neural network will be trained as a controller. After the training phase, the ANN will be able to find the process input to match the desired process output.
General experience with artificial neural networks suggests that they have excellent capability for learning the corresponding input–output pairs. However, in the case of inputs that lie somewhat further from the training-input data, error margins from the ANN output may be surprisingly large.
Advanced controller tuning. A possible upgrade of traditional controllers, such as PID controllers, is the application of advanced methods for optimizing their parameters, or possibly changing their configurations. Most of the configurations on this basis belong to a wider theoretical approach called “adaptive control.” Most important for combustion control are “gain scheduling” and “multimode control.” Both concepts require a “scheduling variable,” the actual value of which essentially characterizes the process behavior. In the case of combustion processes, a very good candidate for this is the load signal. However, the introduction of further variables may result in two- or multi-dimensional scheduling variables as well.
In the most frequently applied case, the one-dimensional scheduling variable will be divided into discrete ranges, within which one set of tuning parameters or controller configurations will be applied. If the parameter set of a controller will only be changed while shifting from one section to another one along the scheduling variable range, the system is called “gain scheduling,” while in other cases, the entire controller will be changed. The latter case is called “multimode control,” which has greater adaptivity but also higher complexity.
The relative simplicity of these techniques is a great advantage, although assuring bumpless changes between the operating ranges requires significant designer effort and knowledge.
Loop decoupling. Similar to the previous controller tuning, loop decoupling is not really an advanced control method, but rather an advanced extension to classical control methods. This technology can be applied to processes characterized by strong internal cross-couplings. That is, for processes in which the independent, scalar control loops strongly disturb each other. Based on a process model, a so-called decoupler can be designed. A decoupler is a dynamic system in the DCS, and its outputs will be directed to the inputs of the actual process. The aim of this design is that the virtual system that results from the decoupler plus the process itself form a system free of internal cross-couplings. And this type of system can already be controlled by a series of classical controllers. The limitations of this method are evident, however. If linear controllers (like classical PIDs) are intended to be used for the virtual system, and the actual process is not linear, then the method can get rather complicated.
Benefits of advanced control
The advantages of advanced combustion control are mainly higher efficiency and lower pollutant levels, although other goals such as higher safety levels are possible. Advanced control can be characterized by fast response times, and allowing a process to be run within a narrower window of process parameters (Figure 4).
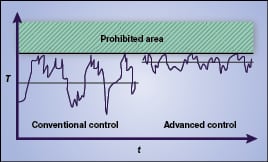
When the deviations around the setpoint are smaller, it is possible, as the example shows, to increase the average operation temperature of the combustor (in this case a boiler), and still avoid overheating the furnace. By raising the operating temperature, the overall thermal efficiency can be augmented.
The example discussed earlier illustrates a special characteristic of the advanced combustion control. Namely, that two goals can be served simultaneously — in conventional cases, these are in opposition to each other. For example, the introduction of carbon capture facilities will significantly increase fuel consumption, and by extension, operating costs, while an efficiency boost will decrease both emissions and fuel cost. And this end can be achieved through the use of advanced combustion control, the investment costs of which are far lower than those of any other modifications in the process itself.
It is likely that several advanced combustion-diagnostic methods currently used exclusively in laboratories will eventually find their way into industrial applications to further optimize combustor performance in various applications. And existing combustors stand to benefit as well, beause they can often be upgraded with advanced combustion control technology [7].
References
1. Lackner, Maximilian, Árpád B. Palotás, Franz Winter, “Combustion: From Basics to Applications,” Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany, ISBN: 978-3527333516. 2013.
2. Lackner, Maximilian, Franz Winter, Avinash K. Agarwal, “Handbook of Combustion,” Wiley-VCH Verlag GmbH & Co. KGaA, ISBN: 978-3527324491, 2010.
3. Carlucci, A.P., and others, Advanced closed loop combustion control of a LTC diesel engine based on in-cylinder pressure signals, Energy Conversion and Management, 77, pp. 193–207, January 2014.
4. Al-Durra, Ahmed, and others, A real-time pressure estimation algorithm for closed-loop combustion control, Mechanical Systems and Signal Processing, 38 (2), pp. 411–427, July 2013.
5. Tan, K.K., Qing-Guo Wang, Chang C. Hang, Tore Haggl, “Advances in PID Control,” Springer, London, ISBN: 9781447112198, 2012.
6. Baukal, Charles E., “Industrial Combustion Pollution and Control,” Taylor & Francis, ISBN: 9780824746940, 2003.
7. Advanced Combustion. www.carbontrust.com/media/147147/j7971_ctl058_advanced_combustion_aw.pdf. 2014.
8. Haraldsson, Göran; Tunestål, Per; Johansson, Bengt; Hyvönen, Jari, HCCI Closed-Loop Combustion Control Using Fast Thermal Management, In SAE Transactions, Journal of Engines 113(3). pp. 599–610, 2004.
9. Syred, Nick, Artem Khalatov, “Advanced Combustion and Aerothermal Technologies: Environmental Protection and Pollution Reductions” (NATO Science for Peace and Security Series C: Environmental Security), Springer, ISBN: 978-1402065132, 2007.
10. Webpage: www.analyticjournal.de/images_firmenregister/siemens_sitrans_sl_aufbau.jpg, 2008.
{kind=link}
11. Webpage: www.analyticjournal.de/images_siemens_user_2004/siemens_haefller_sum_2004_5_gr.jpg, 2004.
{kind=link}
12. Gouldin, F.C., J.L. Edwards, Infrared absorption tomography for active combustion control, Chapter 2 in “Combustion Processes in Propulsion,” Taylor and Francis Group, pp. 9–20, 2005.
13. Docquier, Nicolas, and others, Closed-loop equivalence ratio control of premixed combustors using spectrally resolved chemiluminescence measurements, Proceedings of the Combustion Institute, 29 (1), pp. 139–145, 2002.
14. Glavmo, Magnus, Peter Spadafora and Russell Bosch, Closed Loop Start of Combustion Control Utilizing Ionization Sensing in a Diesel Engine, International Congress and Exposition, Detroit, Michigan, SAE paper 1999-01-0549, March 1–4, 2009.
15. Samad, T. and A. Annaswamy, (Eds.), The Impact of Control Technology: Overview, Success Stories, and Research Challenges. Available at www.ieeecss.org. IEEE Control Systems Society, 2011.
16. Chen, Junghui, Yu-Hsiang Chang, Yi-Cheng Cheng, Chen-Kai Hsu, Design of image-based control loops for industrial combustion processes, Applied Energy, 94, pp. 13–21, June 2012.
17. Docquier, Nicolas and Sébastien Candel, Combustion control and sensors: a review, Progress in Energy and Combustion Science, 28 (2), pp. 107–150, 2002.
18. Smuts, J.F. and A. Hussey, Requirements for Successfully Implementing and Sustaining Advanced Control Applications. Presented at the 2011 ISA POWID Symposium, 06/05/11 –06/10/11, Concord, NC, presented at the 2011 ISA POWID Symposium, Concord, N.C., 2011.
19. Dittmar, R. and B.-M. Pfeiffer, Modellbasierte prädiktive Regelung in der industriellen Praxis, Automatisierungstechnik, 54 (12), pp. 590–601, 2006.
20. Qin, S.J. and T.A. Badgwell, A survey of industrial model predictive control technology, Control Eng. Pract., 11(7), pp. 733–764, 2003.
21. Szentannai, P., “Power Plant Applications of Advanced Control Techniques, Process Engineering,” ISBN: 978-3902655110, 2010.
22. Banaszuk, A. and A. Annaswamy, Control of Combustion Instability, in The Impact of Control Technology: Overview, Success Stories, and Research Challenges. Available at www.ieeecss.org., IEEE Control Systems Society, pp. 207–208, 2011.
23. Krstic, M. and A. Banaszuk, Multivariable adaptive control of instabilities arising in jet engines, Control Eng. Pract., vol. 14, no. 7, pp. 833–842, 2006.
24. Sardarmehni, T., and others, Robust predictive control of lambda in internal combustion engines using neural networks, Arch. Civ. Mech. Eng., 13(4), pp. 432–443, 2013.
25. Hangos, K.M., J. Bokor, and G. Szederkényi, “Analysis and Control of Nonlinear Process Systems,” 2004th ed. London : New York: Springer, 2004.
26. Tatjewski, P., “Advanced Control of Industrial Processes: Structures and Algorithms.” Springer, 2007.
27. Astrom, K.J. and D. B. Wittenmark, “Adaptive Control,” 2nd ed., Mineola, N.Y: Dover Publications, 2008.
28. Astrom K. and B. Wittenmark, “Computer-Controlled Systems: Theory and Design,” 3rd ed., Mineola, N.Y: Dover Publications, 2011.
29. Grüne, L. and J. Pannek, “Nonlinear Model Predictive Control: Theory and Algorithms,” 2011 edition. London ; New York: Springer, 2011.
30. Zelei, A. and G. Stépán, Case studies for computed torque control of constrained underactuated systems, Mech. Eng., 56 (1), pp. 73–80, 2012.
31. Magyar, B. and G. Stépán, Time-optimal computed-torque control in contact transitions, Mech. Eng., 56 (1), pp. 43–47, 2012.
32. Siqueira, D., P. Paglione, and F. J. O. Moreira, Robust fixed structure output feedback flight control law synthesis and analysis using singular structured value, Aerosp. Sci. Technol., 30 (1), pp. 102–107, 2013.
33. Havlena, V., J. Findejs, Application of model predictive control to advanced combustion control, Control Engineering Practice, 13 (6), pp. 671–680, June 2005.
Author

Pal Szentannai is a professor at the Budapest University of Technology and Economics Department of Energy Engineering (Muegyetem rkp. 9, H-1111, Budapest, Hungary; Phone: +36 1 463 1622; Email: [email protected]) He is also the executive committee member designated by Hungary in the IEA–FBC (International Energy Agency–Fluidized-Bed Conversion) Implementing Agreement. He has authored and edited several books on the topics of advanced power-plant process control and fluidized-bed combustion. Szentannai has several years of direct experience in the energy industry as an engineer working on design and commissioning of numerous thermal and control systems.

Maximilian Lackner is a chemical engineer who lectures at Vienna University of Technology (Getreidemarkt 9/166, 1060 Vienna, Austria; Phone: +43 681 81 82 6762; Email: [email protected]) and Johannes Kepler University Linz. He has developed in-situ laser diagnostics for combustion processes and carried out research on laser ignition. Lackner has founded five companies. He has written the textbook “Combustion: From Basics to Applications” (Wiley VCH, 2013). Lackner is also editor of the five-volume reference work “Handbook of Combustion” (Wiley VCH, 2010).