Connected enterprises and intelligent instrumentation promote predictive maintenance and improve reliability
Process reliability is one of the most important factors in achieving a profit for producers in the chemical process industries (CPI). However, maintenance departments in these facilities deal with many challenges, including disorganized data, limited budgets and loss of talent. The good news is that software that promotes connected enterprises and intelligent instrumentation, combined with increased mobility via smartphones and tablets, is changing the way maintenance crews handle their tasks and helping to increase reliability.
Dealing with data
While there are many obstacles to overcome in order to keep a CPI facility running, one of the biggest maintenance woes is disorganized data.
“Right now there’s tons of available information, but not all of this is essential or relevant,” says Mark Granger, Industry Solution Manager with Emerson (Round Rock, Tex.; www.emerson.com). “With so much information coming at them, maintenance managers and technicians often have a difficult time figuring out what information is essential to their jobs. How do you take raw signals from thousands of instruments and turn them into data and decide which of that information is actually important and relevant? How do you receive ten thousand alerts and narrow it down to the two or three most important pieces of information so you know what to react to today?”
In order to organize the data and send it to relevant personnel, says Granger, it is necessary to combine process information with condition-based equipment information obtained from pervasive, intelligent sensing. “Process data provide information that is relevant to how the assets are performing and machine-based condition information provides data relevant to the health of the equipment. Process performance is an indicator of equipment health and vice versa,” he says. “If one is deteriorating, so will the other, because there’s a direct correlation between equipment health and performance.”
For this reason, data often need to be shared between multiple disciplines in the facility. “That’s the main function of Emerson’s Advanced Reliability Expert System (ARES) product,” says Granger. Emerson’s ARES Asset Management Platform (Figure 1) collects asset data from field-based wired and wireless sensors and delivers information on the most critical situations to the appropriate personnel, enabling users to make well-informed decisions regarding maintaining reliability and availability. The platform uses modern communication tools to deliver alerts to traditional desktop PCs and laptops, as well as tablets and smartphones. Remote accessibility to smart alerts in a secure environment means operators and maintenance personnel are on top of the performance of critical production assets at all times.
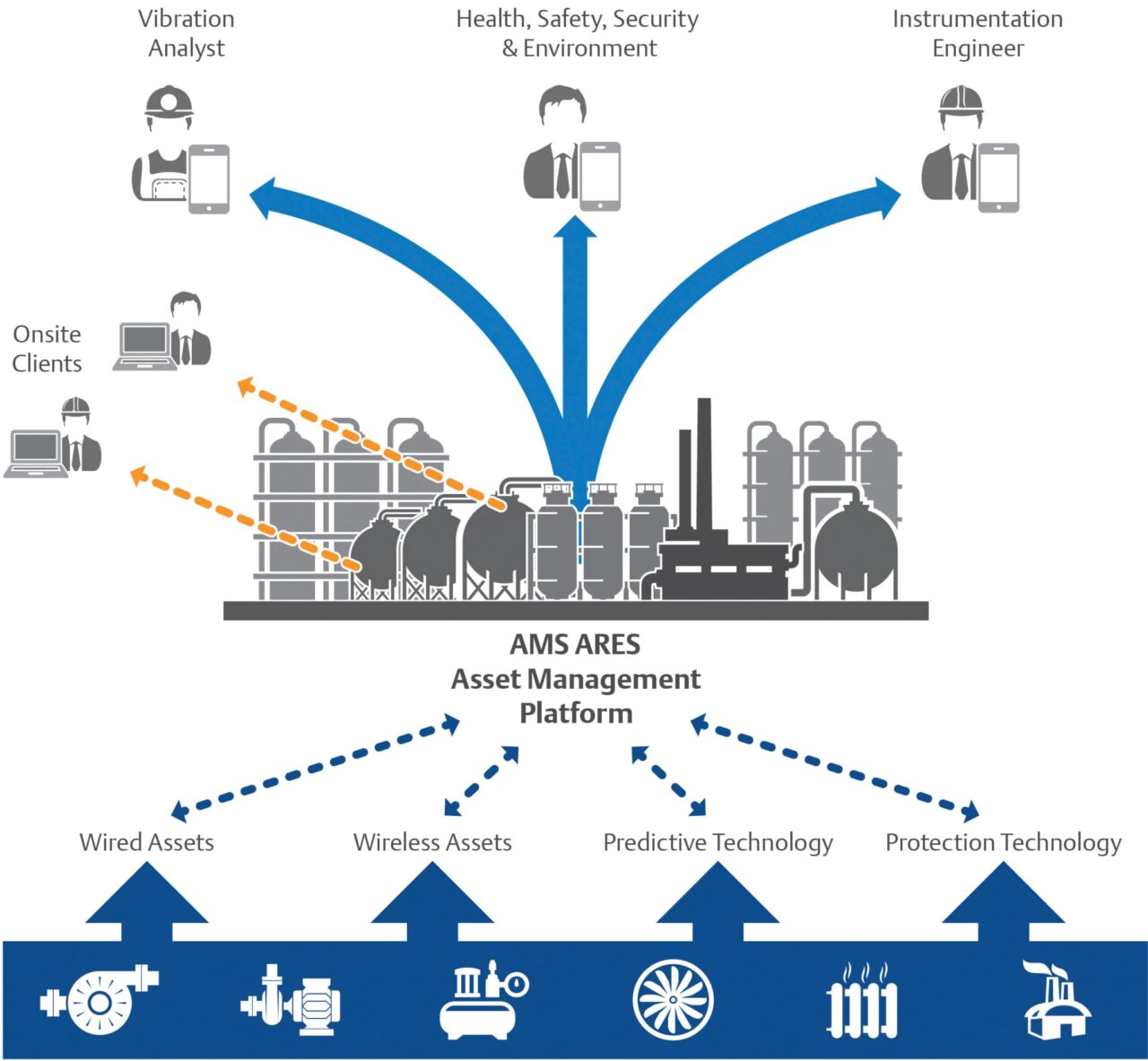
Figure 1. Emerson’s ARES Asset Management Platform collects asset data from field-based wired and wireless sensors and delivers information on the most critical situations to the appropriate personnel, enabling users to make well-informed decisions regarding maintaining reliability and availability
Emerson
“Organizing and reacting to the data that are most relevant to keeping the plant running safely and efficiently is essential in today’s market, where every point of availability is profit,” notes Granger. “In order to achieve this, processors need automated and timely delivery of essential and relevant equipment-health information to the operations, health and safety, maintenance and production teams so that they may make smarter decisions about how they manage the facility as a team working toward reliability.”
Adding to the disorganized data dilemma is that many maintenance departments have homegrown systems, says Scott Ewine, Industry Solutions Executive for ABB’s (Atlanta, Ga.; www.abb.com) Enterprise Software product group. “It isn’t uncommon for us to go into a plant and see that they have tools that were written by someone in the plant over 20 years ago. The siloed department puts their data into their own spreadsheet but this doesn’t feed into the newer historian. There’s a lot of different spreadsheets for a lot of different functions but there’s no management of all this information,” Ewine explains.
He says ABB offers its electronic Shift Operations Management System (eSOMS) tool as a way to consolidate all those data points into one electronic system that is available on a mobile device so that access to information is simplified. eSOMS aids in automating and integrating the major processes of plant operations management, facilitating data sharing and reducing the amount of data entry required.
“It allows users to trend data and compare current data with historical data and make better judgments and calculations about the health of their equipment. It’s a way to standardize, consolidate and share information throughout the entire plant so they can get a more holistic status of the plant and its equipment.”
INTELLIGENT INSTRUMENTATION
While wireless smart devices are nothing new, providers of instrumentation are finding ways to build additional intelligence into their monitoring equipment and then tying that into simplified mobile applications which can then be relayed into “software as a service” (SaaS) systems that help coordinate targeted maintenance activities. “The macro-trend is data,” says Frederic Baudart, Fluke Connect Product Specialist with Fluke Corp. (Everett, Wash.; www.fluke.com). “Smart technologies enable teams to choose which area to collect what kind of data, with little extra effort, while SaaS platforms provide the structure for data to become meaningful enough to drive decisions and actions.”
He adds that having the right data to detect changes in condition of equipment is tremendously valuable. “Teams can prioritize their workload, avoiding both failures and unnecessary planned maintenance. Integrated data streams — for example, power monitoring plus thermal images, or vibration followed by thermal — dramatically speed up decision making. The alarm features on SaaS systems alert the teams to changes in conditions while mobile workflow tools make it possible for teams to move into action. Web-based SaaS platforms allow data sharing with everyone on a team as well as between departments.”
For this reason, Fluke test tools now have embedded Bluetooth radios, allowing users to instantly save measurements to SaaS platforms, via a smart device. Wireless sensors from Fluke allow technicians and engineers to leave measurement tools in place over a period of time to monitor, data log and live stream. Teams use these sensors for both condition monitoring, as well as troubleshooting complex system failures. The Fluke Connect SaaS platform (Figure 3) underlies both types of data-gathering practices, so that teams and managers have a comprehensive and meaningfully organized set of data.
Similarly, for pumps, motors and rotating equipment, the i-Alert2 equipment health monitor, a product of ITT Industrial Process (Seneca Falls, N.Y.; www.itt.com), is a Bluetooth smart device that tracks vibration, temperature and run-time hours. It also has the ability to trend information as it stores data once per hour and on alarm for 60 days, and stores the weekly average, minimum and maximum for up to five years. The monitor also has the ability to diagnose machine faults with vibration and other analysis tools and can send alarms if equipment is outside normal operating conditions (Figure 4).
“Think of it as a Fitbit for your pumps, motors and rotating machinery,” says Jeff Sullivan, global product manager for Aftermarket Technology for ITT Pro Services. “Like a Fitbit monitors steps, we monitor run time. Like a Fitbit monitors sleep and heartbeat, we monitor vibration and temperature. This is essential in a chemical facility where there may be high quantities of non-critical rotating machinery that would otherwise be cost-prohibitive to monitor on a continuous basis.”
“All users need to know is how to operate a smartphone and then it is possible to set up a condition-monitoring route and achieve continuous monitoring of these assets,” says Dan Kernan, global product director for Aftermarket Solutions Business in ITT Industrial Process. “Chemical processors need a price-competitive product they can use to monitor their less critical pumps and machinery. In the past, if it wasn’t critical, it might have been monitored every 30, 60 or 90 days, but there’s a big gap of what happens between those days, so it didn’t give them the insight that was needed to properly maintain these assets. Using the i-Alert2 makes it easy to inspect, analyze data and see what’s going on with this type of equipment, which not only helps them make informed decisions about predictive maintenance activities, but also helps offset the loss of skilled vibration analysts and other skilled maintenance techs.”
Doing more with less
Two of the other major challenges in the maintenance field include reduced budgets and loss of skilled technicians, which maintenance managers are overcoming via automated systems and intelligent instrumentation that help them monitor more equipment with fewer staff members and then decide how to prioritize the information and the necessary work orders.
“Maintenance is always considered a cost to the company,” says Manoj Chandrasekharan, Asset Management Offer Director, Industry Business, with Schneider Electric (Andover, Mass.; www.schneider-electric.com). “But at the same time, chemical processors want to produce more product. They want to know how, in a plant that is already running at 91%, can they increase uptime by 1% with the exact same setup. They want to know how they can get more uptime and more throughput while spending less money on maintenance and reliability.”
Louise Pattison, senior product manager with Meridium (Roanoke, Va.; www.meridium.com) agrees: “Because margins in the chemical industry have been very low, maintenance departments have been hampered in what they can do,” she says. “They don’t have the capital to invest in new processes that could help them improve maintenance and, thus, the process.”
To compound matters, she says, if the process has to be stopped in order to do the maintenance, it will get deferred in all but the most critical of cases, such as definite safety issues. “The opportunities to get ahead of the game are limited by this push to get product out the door because no plant manager is going to shut down a process for maintenance unless he believes that it could lead to a bigger issue if it is not addressed immediately,” says Pattison.
As a result, many maintenance departments are moving away from traditional schedule-based preventive maintenance practices and toward more targeted predictive maintenance activities. “Preventive maintenance, done on a fixed schedule, is extremely costly and often unnecessary,” says Schneider Electric’s Chandrasekharan. “It requires more manpower, more time and more money to go out in the field and perform tasks on equipment that may not need maintenance just because the schedule says it does. A recent survey showed that 67% of the preventive maintenance tasks performed on process instrumentation was wasted.
“For this reason, smart maintenance departments are moving toward predictive maintenance where critical assets are constantly monitored for changes in condition so that the technicians can perform tasks on equipment when and where it is needed,” he says. “This saves tremendously on labor and costs and reduces unnecessary downtime while ensuring that equipment is more reliable.”
Maintenance managers decide which pieces of equipment demand attention based upon data mined from intelligent monitoring instrumentation (see the sidebar below for more on intelligent monitoring devices). Smarter instrumentation is also often combined with software products designed to take the guesswork out of identifying critical machinery, as well as prioritizing tasks.
For instance, Meridium’s APM Failure Elimination software helps users understand failure patterns and rates, predict when failures are likely to occur and plan maintenance to avoid these occurrences. This solution provides integrated and intuitive tools that offer a comprehensive approach to managing reliable production, determining the causes of failure and mitigating or preventing the causes of failure.
Meridium also offers APM Analytics, which is based upon cognitive analytics. This capability features machine-learning algorithms that identify failure patterns that may be missed through traditional analytical routines. By taking complex processes and business challenges and applying these advanced algorithms, along with data mining and analysis, cognitive analytics can aggregate all of the data being collected and provide a full view of asset health and performance.
“These solutions help departments with limited budgets and goals of increasing reliability determine what they should do by identifying what we call ‘bad actors,’” explains Meridium’s Pattison. “It helps identify the equipment that causes them to lose production because this is where the revenue can be found. You can shave 10% off the maintenance budget, but if you’re not addressing the equipment with the most significant reliability problems that cause you to lose production, it is pointless. Instead, it’s better to focus limited resources on maintaining the equipment that has the most impact on reliability of process.”
According to Schneider Electric’s Chandrasekharan, there also needs to be a single method of prioritizing activities. “The difficulty with monitoring a variety of equipment using today’s technologies is that this often requires multiple maintenance applications and then, based upon those monitoring points, managers have to make a decision and then go through the very manual process of creating a work order,” he explains. “Most other departments have a single application that takes care of their responsibilities in the plant, but the maintenance department has a bunch of disparate applications.” For this reason, Schenider Electric recently launched its Maintenance Response Center (Figure 2), which offers single-window access to up-to-date information on plant-wide asset conditions and automated condition monitoring and presents the information in a common and unified dashboard for all asset notifications. Diagnostic information and activities are captured for the operational life of the asset, so users can make smart decisions based upon historical performance of a device, and comprehensive reporting indicates work order history to help reduce wasted effort and improve shift handovers and status reporting, while alerts are presented in an easy-to-understand way with actionable information attached.
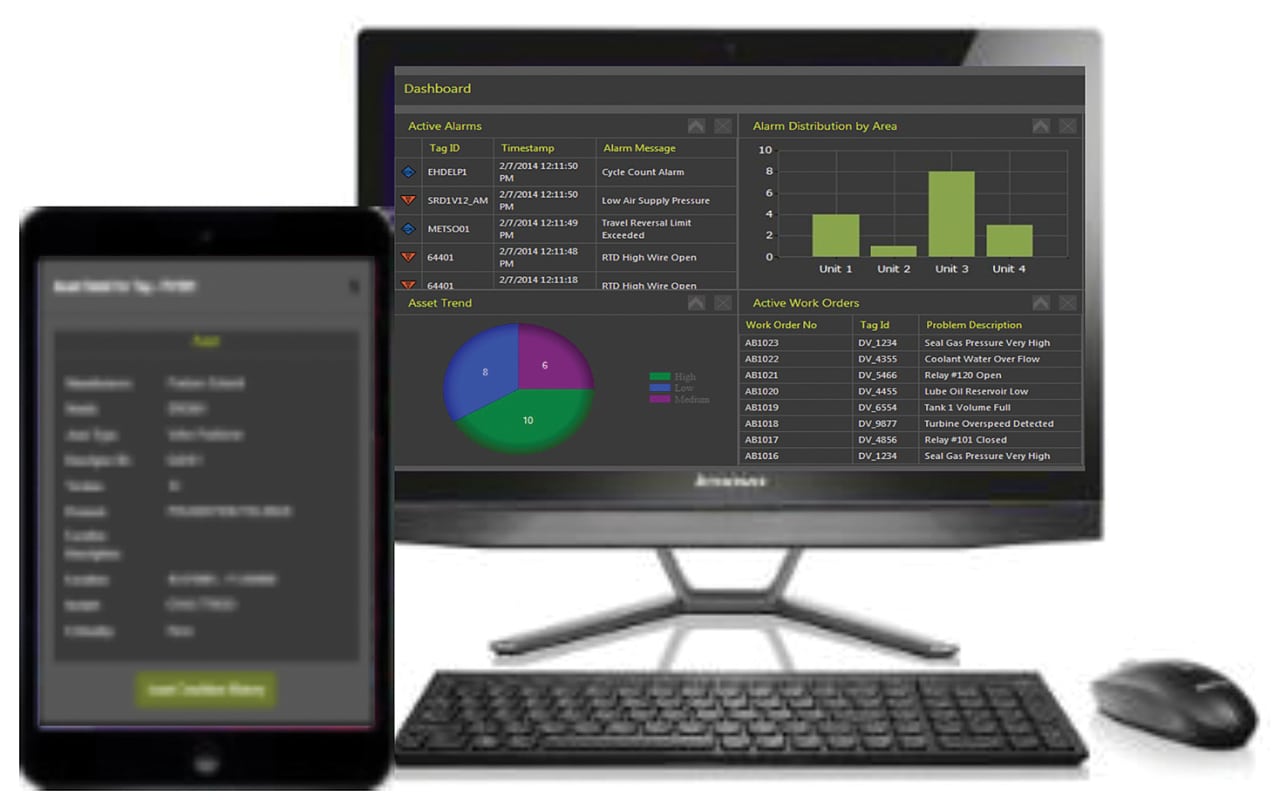
Figure 2. Maintenance Response Center from Schneider Electric offers single-window access to up-to-date information on plant-wide asset conditions and automated condition monitoring and presents the information in a common and unified dashboard for all asset notifications
Schneider Electric
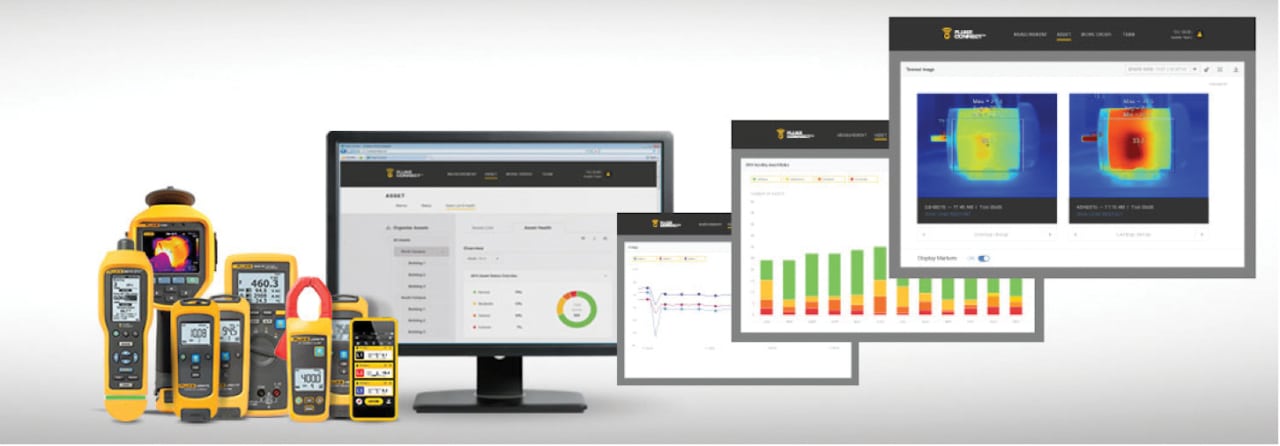
Figure 3. Fluke Connect Assets gives teams and managers a comprehensive and meaningfully organized set of data
Fluke
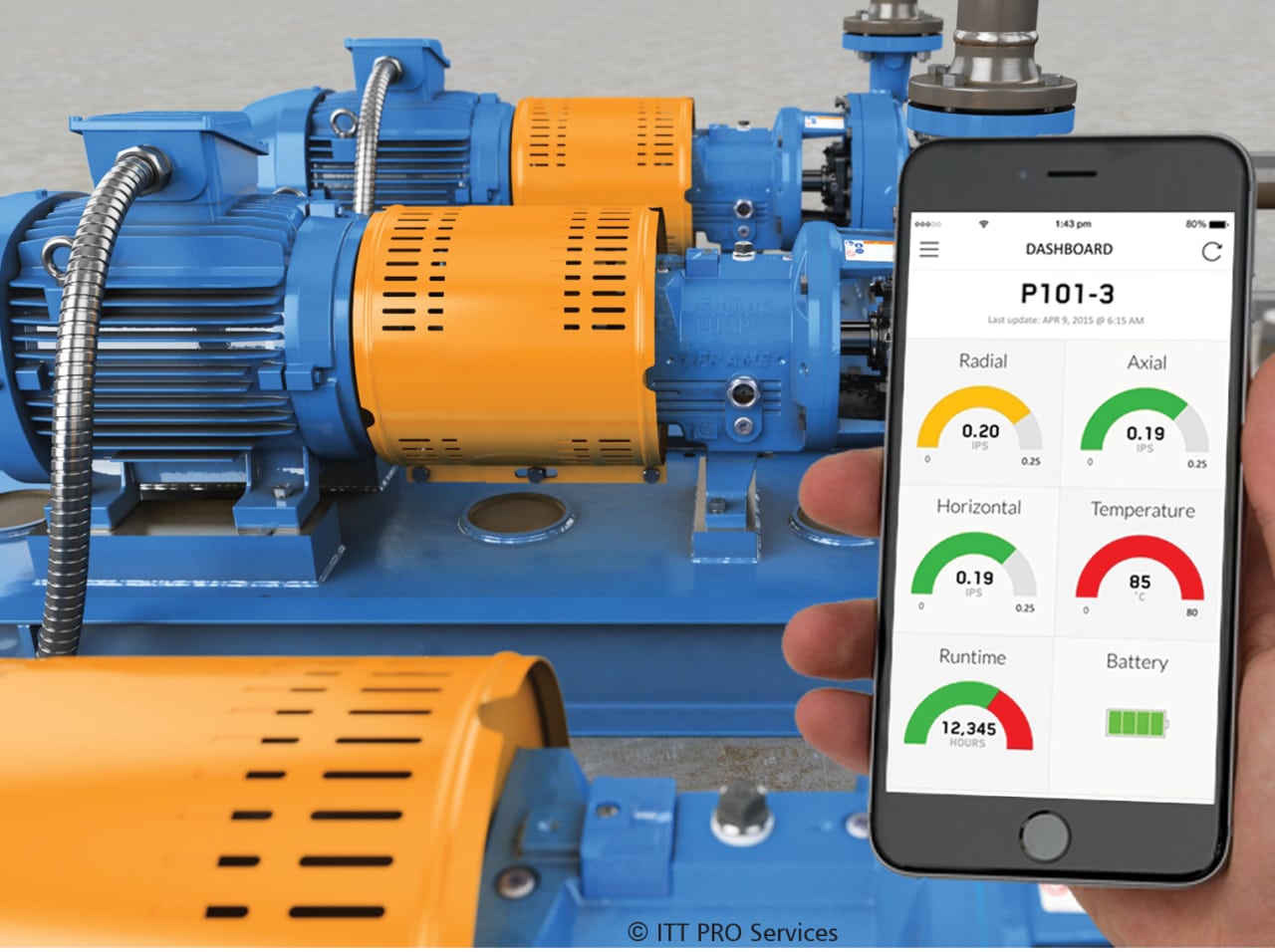
Figure 4. ITT Industrial Process’s i-Alert2 equipment health monitor, a Bluetooth smart device, tracks vibration, temperature and run-time hours, trends information and has the ability to diagnose machine faults with vibration and other analysis tools and can send alarms if equipment is outside normal operating conditions
ITT Industrial Process
“The solution provides awareness of undesirable conditions and triggers targeted actions to respond proactively to emerging problems before they become major issues,” says Chandrasekharan. “Early visibility and insight into asset conditions drive a proactive, predictive maintenance approach that maximizes operational efficiency, even with limited budget and manpower.”