Accurate pricing of CPI plants involves integrating technical design with economic evaluation and accounting for many types of risk. Knowledge of costing methods from the perspective of EPCs and owner-operators is critical
Engineering is, by its nature, a commercial activity. It is virtually impossible to separate the cost aspects of engineering from the design aspects. If you aren’t costing, you aren’t engineering (see section below, “Linking Costing and Design”). Engineers consider the implications of every choice they make at every stage of a project from the perspective of cost, safety and process robustness. This article is intended to improve understanding of costing methods within the context of plant-design bidding and to describe the many components that need to be considered to achieve accurate costing. Whether you are approaching cost engineering from the perspective of an engineering, procurement and construction (EPC) company that is bidding on projects, or from the perspective of a plant owner-operator, a systems-level approach to costing is required.

Cost estimate classes
Conceptual design is sufficient for what EPC contractors would call a budget estimate of costs. If you get a budget estimate from an EPC contractor, it will probably be accurate to around ±30%, as they have a significant amount of data from equipment suppliers and genuine knowledge of just what it costs to engineer and build plants.
Beginners without this information and experience can produce estimates that are off by several hundred percent (almost always underestimates). They tend to leave out everything other than very core processes, have unrealistic ideas of the cost of engineering and construction, have no knowledge of the cost of engineering by other disciplines and so on.
Accounting for profit is also important. In educational settings, many students seem to be willing to forgo profit — a critical aspect of the business side of engineering. They certainly frequently forget to add it to their estimates.
Professionals working in contracting companies conduct a very detailed design, and price all the goods and services required to supply it, as well as considering risks, margins, contingency and so on.
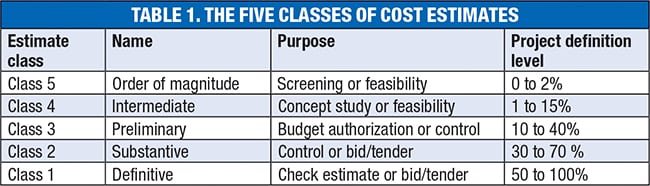
Engineers have quantified this into five classes of cost estimates that are used by public bodies in the U.S. and worldwide (Table 1 [1]).
Academic costing practice
To decide if it makes economic sense to proceed with a particular design, a quick way to estimate capital and running costs is needed. The “main plant items (MPI)/factorial” method is almost always used in academia (though far less commonly in practice). A more sophisticated process that increases in resolution as the project progresses is that of economic potential as developed by Douglas [2].
Capital cost estimation. It is not possible to obtain supplier quotations for every piece of equipment and every item of engineering services in academia as a professional would, so a standalone costing methodology is needed for use in the academic setting. Chemical engineering departments worldwide seem to do more or less the same thing: First, estimate the cost of main plant items, usually from cost curves. Timmerhaus and Peters [3] contains many of these curves. Factors are included with the base costs for the curves to account for items like operating pressure, special materials of construction and so on.
Having added up all the main plant item costs, the installation and other engineering and construction costs as a percentage of MPI costs, can be estimated using Lang factors, such as those found in Chapter 6 of Sinnot and Towler [4]. We might then account for inflation using the Chemical Engineering Plant Cost Index (CEPCI) or similar indexes. This allows us to estimate the capital costs (capex) of the plant very roughly.
Operating cost estimation. In academia, operating costs (opex) are usually estimated as a percentage of capital costs, often a nominal ten percent. It is actually possible to get a lot closer to professional practice than this (even in a university setting).
Professionals estimate how much power, chemicals, manpower, capital and so on will be required to run the plant, and price these inputs at market rates.
Payback period and NPV. Slightly more sophisticated financial analysis such as net present value (NPV) can be undertaken in an academic setting, as well as in professional practice. Payback period tells us how long it takes to recover our capex from revenues and profits. Net present value discounts future revenues and expenditure to reflect the fact that we care less about our money in the future than we do about our money now, and also about inflation and interest rates on borrowed money.
NPV can be criticized from an ethical viewpoint, as large expenditures far in the future are automatically thought fairly unimportant. It can therefore be used to justify projects with very high future decommissioning costs (such as oil rigs and nuclear power plants) in ways that environmental groups would disagree with. Accountancy is not value-free.
Sensitivity analysis. Costing can firmed and uncertainty quantified with an honest sensitivity analysis.
Sensitivity analysis varies the costs and revenues that might apply to a system and considers the shape of the cost-benefit curves obtained. If profitability falls off sharply around assumed costs and revenues, the process economics are not very robust. In an academic setting, it is not as important that students obtain a realistic price; it is more important to understand how accurate the price is. The goal is to establish a range within which the professional price lies, plus a realistic estimate of where it is most likely to lie.
In professional practice, obtaining the right price can make the difference between a company staying in business or going bust. The price offered in a bid for a project would be selected from a range informed by sensitivity analysis.
Professional costing practice
I spent most of the first five years of my career producing proposals for turnkey plants for EPC contractors in the (ultra-competitive) international water industry. After some time, I improved to the point where I won a lot of contracts for the plants I designed and bid. This was sometimes based on price and sometimes on technical merit. Winning a contract is not always about offering the lowest price, although doing so usually helps quite a bit. From my experience in recent years, little seems to have changed other than the much increased use of computers and external design consultants than used to be the case.
Accurate estimation. Competitive bids are usually invited from potential suppliers for the various goods and services used to construct a plant before a process contractor makes a firm and fixed price offer to an ultimate client (see sidebar, Competitive Design and Pricing). A “firm price” is one not subject to negotiation (which doesn’t stop contractors from trying), and a “fixed price” is one offered only for a stated period of validity (which doesn’t stop them asking for an extension of the period).
Three is usually thought to be a good number of bids to have for any significant piece of equipment. A smaller number means that there might be a limited number of places where that item can be obtained, which adds risk (see sidebar, Evaluating Risks).
Bids returned by potential suppliers are checked against the specification, to ensure that all the aspects that have been asked for have actually been included (which is frequently not the case), and that the requested payment terms and other contract conditions have been complied with (also frequently not the case).
Once bids have been standardized, an “apples to apples” price comparison is possible, and a supplier is provisionally selected on an “or approved equal” basis. These prices constitute firm fixed offers by third parties to supply the item for a given sum. At this point, they are not estimates, but are guarantees to offer the goods for the price quoted during the validity period.
Enquiry documents need to be detailed enough to allow suppliers to understand completely what is required both technically and commercially. If they are not, suppliers may decline to quote, or may price the uncertainty into their quote, leading to high prices all around.
Purchasing companies will have their own terms, end-user client companies will have theirs and equipment vendors will have their own. It is frequently the case that enquiry documents will ask for quotations based on a combination of client and contractor terms, and vendors will offer their own terms in their offers.
This is not a trivial matter, and the differences in prices between alternative suppliers are often less than the price implications of variation in contract terms between offers. This issue will need resolving to obtain a genuinely firm price.
If you work in a process contracting organization, you may well have easy access to many firm prices for exactly the kind of equipment you are pricing from quotes received for previous jobs. The basis of even your rough budget estimates can consequently be very accurate.
Bought-in mechanical and electrical items. Professional engineers price unit operations as one or more purchased items of equipment, (known as “bought-in items” — for example, a distillation column or compressor physical plant bought as a set of discrete items) by sending enquiry documents to relevant equipment suppliers.
These prices usually have to have an amount added by those pricing the complete plant to address the bits the various suppliers have left out of their bids, so that they can be evaluated on a like-for-like basis.
They will probably also have amounts added to reflect risk. For example, the fewer potential suppliers means a greater risk that prices will rise, or that a particular piece of equipment will not be available in time or at all.
Control panels, also known as motor control centers (MCCs), can be purchased as discrete items, or along with electrical installation and software supply. Pricing these will usually require input from an in-house electrical engineer, and probably an element of in-house electrical design will be required to produce sufficiently detailed enquiry documents to obtain reasonably accurate quotations for MCCs. Computers of various types (PCs, PLCs, DCS systems, or supervisory computers) may also be bought as discrete items or integrated with the MCC.
Electric components are among the main areas in which cost overruns occur after contract award. Greater care should be taken to adjust bids for missing items, and price risk associated with electrical and electronics-related bids than those for mechanical equipment. The in-house electrical engineer should also be involved in bid evaluation.
Mechanical and electrical installation. Mechanical installers will usually supply (in addition to the skilled labor required to fix and mechanically commission the mechanical bought-in items) the pipework, bracketry, supports and so on required to make a working plant. They may also carry out a detailed design of the pipework support systems, and supply any non-specialized valves and other equipment.
These bids are, at best, only as good as the drawings the bidders have been given, although they are less prone to underestimation and price escalation than electrical installation bids.
Supply and installation of cables, emergency motor-stop buttons, site lighting and small power sources, and making connections from MCC to motors will normally be the responsibility of a specialist contractor. These elements are possibly the most prone to underestimation by beginners. It is important to issue sufficient information to installers to make sure that everything needed has been accounted for, and ideally the offer should be checked by an in-house electrical engineer.
Software and instrumentation. This may be provided in-house by some combination of MCC supplier or installation contractor, or a specialist may be used to install and commission instruments, program programmable logic controllers (PLCs), and set up supervisory control and data acquisition (Scada), distributed control systems (DCS), remote telemetry and such systems.
Great care has to be taken in pricing software and instrumentation, as it is a major potential source of cost overruns at construction stage, especially due to underestimation of the number of inputs and outputs to the system.
Design consultants. Nowadays companies are increasingly using the services of design houses to carry out design, especially of specialist items. If you are planning to do this, you will need to price it in, and allow for the strong possibility of requirements for additional design work later in the project. This can come to a surprising amount of money. At the time of writing, the going rate in the U.K. for an experienced process design engineer is£150 ($230) per hour, for example.
Project programming. Professional engineers produce a schedule or program of events that sets out the timescales for the key elements of the design-construction-commissioning phase and allocates resources against each of the tasks required. This allows pricing of those items whose costs are based entirely on their duration of use (such as, for example, hire of site trailers). The schedule also indicates how many hours will be required for each discipline, and whether the company has the resources to handle the project in-house, or will need to buy in (usually more expensive) external resources.
Man-hours estimation.The proposals engineers will have produced their estimates for how many hours of each discipline will be required to do the job, but the discipline managers within a company will also want to give their estimate of how long it will take their people to do it. Since the discipline managers are the ones who have to deliver the project, and the proposals engineer is responsible for winning the work, discipline manager estimates tend to be on the high side, and proposals engineer’s on the low side. There should be some negotiation between these parties.
Pricing risk. Once you have prices for all the goods and services you need to make the plant, you need to make sure that you have allocated money for the chances of process, financial, legal, political or other risks going against you. In addition to adding amounts of money to individual prices, as previously described, you might do this formally by buying a form of insurance known as a performance bond, which usually costs a fraction of a percent of the complete contract value. Or you might add an overall contingency, which is built into your price. Alternatively, you might declare the risk to the client, and declare a prime cost (PC) sum that you would charge if the possible adverse event materializes.
Margins. Margins vary greatly from industry to industry (see sidebar, Civil and Building Works). When I was pricing water treatment plants for a living in a very competitive sector, we were happy to get paid 22% more than our bought-in costs. Some very sharp practitioners were bidding contracts at less than cost, by leaving things out that had to be included later (under what are called variation orders at top dollar. Generally, the less money there is in a sector, the tighter the margins, and the more sharp practitioners there will be.
Evaluating risks
Process risk is only one of the several kinds of risk factors required to arrive at a robust pricing. It is not just a question of what the plant costs and what the labor to design and build the plant costs, all aspects of risk also need to be accounted for.
Process novelty is a key aspect of process risk — the more novel the process, the greater the chance it will underperform, or fail to perform at all. If your plant fails its performance test, your company will probably be paying penalties every day until it is fixed at your company’s expense. Performance bonds, which insure process risk, can be purchased, but they increase cost as well, and the more novel the process, the higher the costs of the performance bonds.
There are also financial risks — overseas contracts can be subject to currency fluctuations, and even domestic contracts can see significant inflation. If you have made heavy use of a material that is particularly subject to price fluctuations (which need be no more exotic than stainless steel), equipment and components can cost a lot more than expected.
Political risks also need to be considered — countries can fall out with each other, industries can be nationalized without compensation, wars can break out, and closer to home, regulation can disallow certain approaches, or make, for example, waste disposal far more expensive than originally anticipated.
Sensitivity analysis is the key to understanding these risks, and deciding how to price them. You are unlikely to win a competitive tender if you price all risks in to your offer at 100% probability, but at the same time, you need to price risks so that you won’t regret winning the job.
A reasonable guide to pricing risk is to multiply the probability of occurrence of an event by the cost of it occurring. Many competitors in a commercial situation will, however, undercut this value considerably, so it becomes important as an EPC contractor to exercise judgment based on the result of a sensitivity analysis that includes a number of these probability-cost calculations. This approach gives the best chance to win the job, but not to regret winning it.
In commercial practice, all of these factors need to be considered to produce a price estimate that is accurate within a few percent.
This price will need to be based upon a plant design that is optimized to meet the client tender evaluation criteria: whether these are the lowest price that meets the specification, the lowest lifecycle cost, the best net present value or the fastest payback period. all of these criteria affect every aspect of competitive design.
__________________________________________________________________________________
Competitive design and pricing
Design and pricing are always competitive, and I always assume that process plant designers are doing it for profit rather than fun (though it is sort of fun when you get the hang of it).
You can cut your margins of safety as far as you dare, you can negotiate with suppliers, discipline managers and financial directors at the pre-tender stage, but you can only get so far by reducing your bought-in cost and margins by either arm-twisting or charm.
The way to win better contracts more of the time is to design yourself ahead. Don’t do what everyone else is doing, but a little less well, for a little less money — do something better. That’s why good process designers get the big bucks.
You don’t need to be too radical to find all sorts of little ways to be a little bit more clever than the other guy, and if you find enough of them, you can win work with decent profit margins. Much of this approach has to do with seeing the system working together as a whole and seeing the full implications of making small changes. As with all chemical engineering, it is important to establish and maintain a system-level understanding.
Linking costing and design
The 19th-century American civil engineer Arthur Mellen Wellington is credited with stating that “Engineering … to define rudely, but not inaptly, is the art of doing that well with one dollar, which any bungler can do with two after a fashion.” The quote hints at both the importance of linking technical design with costing, and of the inherently competitive nature of project design. In the chemical process industries (CPI), and elsewhere, the degree of confidence that engineers have in the performance of their technical designs is the maximum degree of confidence that should placed in the costing. If you obtain a very precise costing for a vaguely described process, the potential for cost variation is all in the uncertainty of the process definition.
Sufficient effort should be put into pricing at each stage of design to allow a rational commercial decision to be made as to whether to proceed to the next stage, but ideally no more, because costing exercises themselves cost money.
In one way or another, all design is competitive. Even if you are doing an in-house design, it needs to be the best design it can be against the evaluation criteria, and you can rest assured that when it goes out to the engineering contractor, they will be redesigning it as much as they are allowed to maximize their profit, and minimize their risks.
I have worked in a few places where technical and economic evaluation have been split, and all have provided salutary lessons in why they should not be. Decision making processes were very poor, and too easily swayed by what is “in fashion” or by the whim of managers.
Edited by Scott Jenkins
References
1. AACE International: Recommended Practice no. 18r-97:cost estimate classification system–as applied in engineering, procurement, and construction for the process industries 2005 AACE international: www.aacei.org/non/rps/17r-97.pdf.
2. Douglas, J. “Conceptual Design of Chemical Processes,” McGraw-Hill, New York, N.Y., 1988.
3. Peters and Timmerhouse. “Plant Design and Economics for Chemical Engineers,” McGraw Hill, New York, N.Y., 2002.
4. Sinnot and Towler, R.K., “Chemical Engineering Design,” Vol. 6, Butterworth-Heinemann, Oxford, U.K., 2005.
Author
 Sean Moran is principal consultant of Expertise Limited (Email: [email protected]; Phone: +44 1629 826482) and a former associate professor of chemical and environmental engineering and coordinator of design teaching at the University of Nottingham. Moran has twenty four years of experience in professional practice, designing, pricing, troubleshooting and commissioning water and effluent-treatment plants. Moran is the author of “An Applied Guide to Process and Plant Design,” a book published by Butterworth Heinemann in 2015.
Sean Moran is principal consultant of Expertise Limited (Email: [email protected]; Phone: +44 1629 826482) and a former associate professor of chemical and environmental engineering and coordinator of design teaching at the University of Nottingham. Moran has twenty four years of experience in professional practice, designing, pricing, troubleshooting and commissioning water and effluent-treatment plants. Moran is the author of “An Applied Guide to Process and Plant Design,” a book published by Butterworth Heinemann in 2015.