Spend the necessary time on unit status evaluation and onsite work preparation for optimum return on investment and payback period
The preparation of a unit for restart requires complex and systematic approach.
A plant restart project is traditionally composed of four steps:
1. A detailed unit-status evaluation
2. Preparation for onsite work
3. Major onsite work, which involves significant expenses for personnel, supply, equipment renting and contractors
4. Restart of the plant, which focuses on bringing the unit online. Upon completion of this final step, return on investment begins to materialize
Engineers and management should spend most of the time and effort in the unit status evaluation (Step 1) and preparation for the onsite work (Step 2) to shorten capital immobilization during the steps that follow. By putting more effort into these steps, you will maximize your return on investment and reduce the payback period of your restart project.
In this article, the author targets “call-for-bid” documents. During this project phase, the personnel who are involved in the project and further operation of the unit need to be organized for teamwork.
Financial basis
An idle or inactive plant in a refinery or petrochemical plant is to be restarted. Clearly, the management wants to achieve the following:
1. Minimize the cost of this restart
2. Shorten the delays between the beginning of the investment period (for numerous contractor teams on site, cranes, supply expenditures, equipment and instruments sent to suppliers workshops, and so on) and the beginning of the payback period, when the unit comes back online or into production
The two financial indicators used are:
1. Return on investment (benefits / costs X 100, expressed in percent)
2. Payback period (period of production to pay the investment, expressed in months or years)
The return on investment of a project should be as high as possible, while the payback period should be as short as possible. Since the onsite work and the start-up involve huge capital, they should be carefully planned and prepared.
Unit status
Shutdown operations. If proper shutdown procedures were followed, the plant has been carefully stopped and cleaned thoroughly. The unit has been divided into systems, which are groups of piping attached to one or several capacities. Each system has been cleaned from chemicals either by means of chemical cleaning or another method and has been swept with nitrogen to eliminate the remains of liquid. The proper cleanliness of the unit has been checked by chemical analysis and visual inspection inside the capacities. Finally, systems have been isolated with blinds and pressurized with nitrogen as necessary.
The careful checkup of the gas contained in each system after cleaning is especially important for the safety of the steps that will be performed in the plant for restart.
Preservation activities. Special care should be taken to preserve the unit status until start-up. All necessary measures should be taken to avoid further degradation of the plant by corrosion. As soon as possible, measures such as sandblasting/brushing and painting of exposed metal surfaces should be performed.
It is especially important to keep nitrogen blanketing inside the unit to prevent air and moisture entry during the work. Nitrogen should be used either for constant sweeping (atmospheric vessels) or for weekly repressurizing.
System checkups are performed by operators through pressure indicators and checklists; and, if needed, nitrogen is added to keep up the pressure. Records of nitrogen pressure routine checkups are kept for the whole plant.
During the onsite work, the time each piece of equipment or piping is kept open should be minimized. All entries to systems located in high points must be protected with a blind or plastic cover. If needed, a plastic cover should be installed on the open part of vessels.
When a piping is dismantled for valve or instrument to be serviced, a spool piece will be installed instead of the instrument to keep nitrogen blanketing in the full system.
Documentation. In many cases, the paper and computerized documentation attached to a unit are dispersed in various locations, if they do not vanish entirely. This documentation should instead be collected, put in order, organized and listed in one document. Special care should be taken for all legal documents such as vessel inspection certificates. Preferably, this documentation will be centralized in one location with a copy in locked archives.
Lists. In order to give the first estimate of the work involved and cost of restarting the plant, precise and thorough assessment of the unit status must be undertaken.
To be sure no item is leftover or omitted, lists of equipment, instruments and piping should be entered into the computer spreadsheet based on the existing paper documentation. Although tedious for one person, this work is important and can be completed quite quickly through teamwork where process engineers and assistants work together.
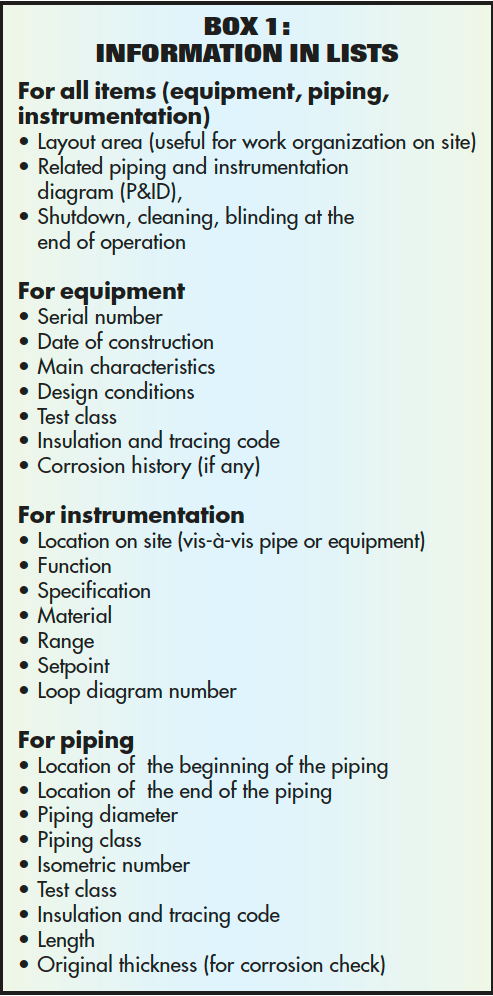
The lists contain the tag name of each item and other useful information, as shown in Box 1.
The lists are documents that include information issued from onsite inspection. They are used throughout the project to keep track of the work in progress.
Detailed unit inspection. These lists are then checked against the on-site situation: process engineers inspect the unit.
The piping and instrumentation diagram (P&ID) is used to check the unit status. A checklist such shown in Box 2, can be used to make the visual inspection as complete as possible.
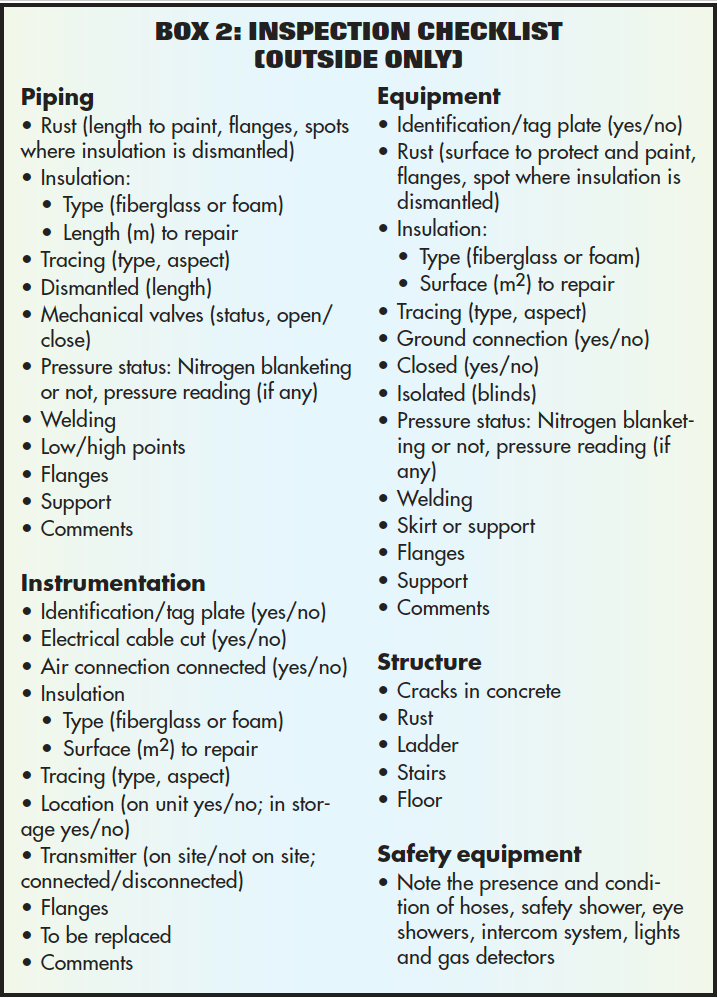
Inspection checklist. The checklist is detailed and covers items such as structural damage and safety equipment that are usually not part of the process engineer’s scope of work. In restarts, however, the process engineer must draw attention to faulty points and his or her report should therefore cover the widest scope. The report is a preliminary screening for further detailed inspection by experts. It has to reflect the plant status.
Experts. A further detailed inspection is performed with assistance of various experts for concrete and metallic structures, non destructive control of pipe and equipment wall thickness, safety regulations, electrical networks, motors, laboratories and all types of instrumentation to refine the work description.
Vessel (drums and tanks) inspection. A detailed inspection of the outside and wall thickness is to be completed with inside inspection of the vessels.
In order to be prepared for the inspection, the process engineer should consult the equipment’s detailed drawings ahead of time. During inspection, the process engineer should take a set of these drawings along for reference. The drawing purpose is to verify any discrepancies. The process engineer should note any inconsistencies on the drawings.
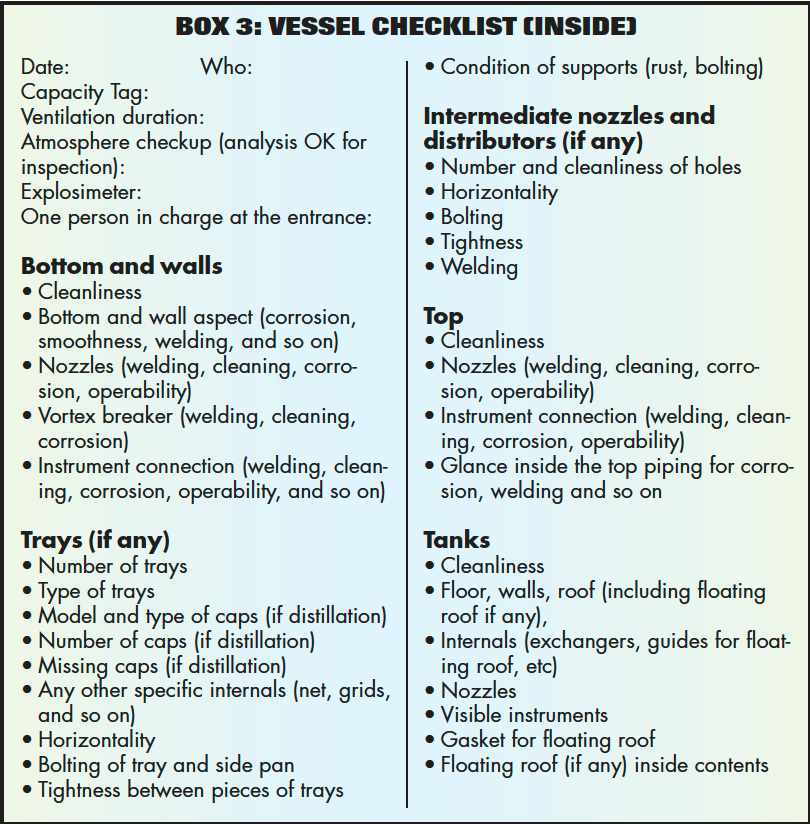
A checklist such as shown in Box 3 is used during vessel inspection to avoid omitting items.
Each vessel inspection results in a written inspection report.
New regulations and legal documents. Since the unit was last in operation, the legal requirements and obligations for the owner of an industrial unit may have been updated. Official information sites and inspectors must be contacted to learn about the new regulations and the work to be performed. Special care must be taken to get information about delays in the various approvals needed to restart the plant.
Time and personnel should be secured to produce and update compulsory safety documents (risk assessment study, Hazop review, and so on).
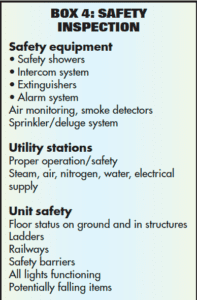
Safety. In order to ensure that safe and healthy working conditions are provided for all employees and contractors, a safety inspection must be performed. The site, currently occupied by a handful of operators and engineers very familiar with the unit, will be swarmed by several hundred workers, unfamiliar with the unit, working without daylight, with dangerous chemicals or tools.
This requires all safety equipment to operate properly. The site has to be checked for bad walk ways (grids, railways, barriers, slippery areas, and so on), lights, utility station proper operation and potentially falling items from structures. Namely, checkup will be made on the adequacy of structural and environmental conditions so that plant and equipment are safe. A list of items to be checked before any major work starts on unit is proposed in Box 3.
Onsite work preparation. The presence of huge teams of contractors and newcomers on site requires organization. It includes basic safety instructions or training for each individual working on the plant; compulsory use of helmet, harness, and personal protective equipment; instructions in case of an accident; safety exercise review; internal site rules, such as limited access to control room and storage areas; modification of traffic circulation rules in the event of unusual transports and heavy traffic; renewal of deteriorated traffic signs; new parking places on site; presence of additional specific medical and paramedical personnel; and other site-specific considerations.
Offsite review. In addition to the plant itself, control room and control system, electrical substation, analyzers house, storage areas and buildings, the proper and safe operation of offsite facilities operation should be thoroughly reviewed and documented.
In case of unit capacity increase, the utility load calculations have to be checked.
Status reports and punch lists
Unit status report. Once the inspections are completed, a detailed, unit status report and updated piping and instrumentation diagrams (P&ID) must be submitted to all project team members. The isometrics will have to be modified as well. Special attention must be paid when writing reports and drawing revisions since all subsequent work will be based on these documents.
Punch lists. Based on the detailed unit status report, the process engineer will issue punch lists, which are lists of tasks to be performed on site. This term is commonly used by owner of plant, licensor, and contractor firms. They are formatted documents that circulate between the plant owner and contractor/project team as described in Box 4.
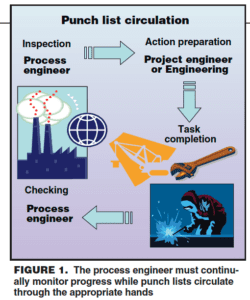
The process engineer in charge of the unit creates the punch list. Based on this document, the project engineer organizing onsite work assigns tasks. The tasks are defined, performed and supervised by the project engineer in cooperation with the process engineer. Clearly, the process engineer must monitor site work in order to ensure that work is carried out according to plan, identify potential problems, make corrections, if necessary, and check the work progress. The process engineer does the final review and declares the task completed when the item is ready for start-up.
Punch list format. The punch lists are prepared in spreadsheet format and consist of the following:
• Task reference number
• Description of the task or faulty point (depending of the work progress)
• Date and name of person assigned to the task (project engineer or contractor)
• Date and name of person who checked the work completion (process/production engineer of the unit)
Punch list number of points. A punch list can contain up to several hundred points that require actions before start-up. Task reference number is crucial to avoid miscommunication about pending or delayed tasks. In order to see how work is progressing towards “ready for start-up”, work progress status is evaluated using the number of tasks completed versus the total number of tasks listed in the punch list (%).
Task description. The project engineer has to understand the work to be done in order to organize, prepare and realize it properly. Accurate descriptions of the exact location of the task to be done on the plant and faulty points to be corrected are important.
Punch list: communication between process and project engineers. A punch list is the basis for organizing work activities. Based on this list, the project engineer, in cooperation with the process engineer, prepares orders for supply of equipment, spare parts, instruments, piping, scaffoldings and tools, as well as the need for manpower and contractors. The project engineer assesses and monitors cost of the tasks listed in punch lists.
Punch lists and project organization. There is a variety of punch lists formats. Punch list format depends on the project organization. One punch list can be issued for each P&ID. It will list all faulty points (which might include, for example, insulation, valves, instrumentation, equipment or electrical). It can also be task focused: One punch list is issued for all points where insulation is to be removed, another punch list for all points where piping- or equipment-wall thickness checkup is required, another one for concrete repairs, and so on. These lists make it easier for the project team to organize the work and assign tasks to contractors.
Punch list revision. The punch lists are prepared and revised as work progresses. At the beginning, they are more centered on evaluating the status of the unit, such as insulation removal to check the status of corrosion. Later on, before start-up, the process engineer who will be in charge of operating the unit prepares punch lists for the contractors or project team, listing all the points that are still pending prior to start-up.
Punch list and finances. Punch lists, when all tasks listed are done, are used for final checkups of work completion against partial payments between contractors and the owner of the plant. The owner issues punch lists with items to be corrected and engineering must correct them before the job is considered finalized. The plant is considered “ready for start-up” and the attached payment is done when all the tasks that are in the scope of work of the contractor and listed in the punch lists are completed.
Project schedule. A first draft of the project schedule is prepared based on punch lists (Figure 1). Upon completion of the project study phase, the project schedule should include information such as manpower requirement, equipment reference and task duration as well as cost assessment. The document will be updated along with onsite work progression.
Personnel
The remaining operation team still has a vivid memory of the unit operation, especially the troublesome parts and bottlenecks. Every piece of relevant information should be carefully collected and analyzed in order to ensure that work is carried out in accordance with the operation team’s requirements. Modifications should be reviewed with the operation personnel in order to meet their needs.
Retraining. On the other hand, with the passing of time, the operation team’s knowledge of the plant may have faded away, and the safety and legal regulations been updated. It is of utmost importance that the operation team is retrained so their knowledge of and confidence in the unit operation is refreshed and updated. During the project, the frequent checkups of nitrogen blanketing or Intercom system keep them updated. Renewed safety exercises reactivate an “operation spirit” among the personnel.
Operation personnel. Operators with long experience of the operation of the unit can be engaged for various tasks that are directly connected to their work, such as participation in the elaboration of the DCS (distributed control system) with creation of synoptics (screens) or name tagging of instrumentation in the DCS; checkups of proper operation of mechanical valves which are not to be dismantled; re-tagging (marking) the number on instrumentation and equipment in the plant so that contractor teams unfamiliar with the unit can easily find the item they have to work on.
Newcomers training. Site personnel should be involved in the training of newcomers since first-hand transfer of information is often the best way to learn.
Organization chart. An updated project organization chart with function and associated person is of utmost importance for efficient and prompt operation of the project team. It should be known to everyone since it clarifies relationships and responsibilities, fluidize communication and avoid delays and miscommunication. It is traditionally posted on bulletin boards in project offices and the control room.
Project meeting. Even at this early stage of the project, the project and production teams should meet on a weekly basis in order for everyone to be supplied with the latest information regarding the progress of work.
The purpose of the project meeting is several fold:
1. Inform everybody of the progress of the work in various parts of the unit
2. Organize the ongoing inspection
3. Get advanced warning of possible problems and schedule delays
4. Coordinate and guide the format of reports and punch lists
The duration of the meeting should be limited to one hour. An agenda has to be issued at least a few hours before the meeting. A one-page meeting report shall be issued for reference and possibly later debriefing on the progress of the project. This is especially important to encourage and support the project management and knowledge.
Communication. In order for the information to circulate freely, operation and the project teams should be engaged in the ongoing project as soon as possible. If possible, a certain number of project personnel should be located on site in order to facilitate communication with the operation team.
Contractors. To be able to evaluate delays and costs, early discussions should involve potential contractors. The contractors, with their expertise of delays, tools and manpower requirements, are to be presented with a detailed description of the work to be carried out. The contractors will provide an indication of the number of teams, daily quantity of work to be done, potential delays and costs, which will aid in the preparation of paper documentation for teams of workers on site.
Call-for-bid preparation. When technical documents are ready, the call-for-bid documents are prepared with the assistance from procurement department for the commercial and legal parts. A call-for-bid is a document which contains all the relevant technical, organization, safety and legal information regarding supply of one type of material or service. It is prepared by the owner of the plant and addressed to suppliers and contractors in order for them to provide a bid or offer, which is to say financial and technical offer.
The call-for-bid documents, ready to be issued, are the final result of the study part of the Project.
In this paper, we reviewed the first part of a plant restart project, when engineers and management work together to evaluate the unit status, produce reports and call-for-bid documents. This phase is also of utmost importance to establish the organization of the project team.
The objective of each document established during this period is to plan and organize the plant preparation for restart and production activities. At the end of the studies, all documents should be ready for onsite work. They will be used all along the project as guidelines. Such a thorough study phase of a project is the key to get the highest return on investment and the shortest payback period.
The subsequent steps of the project will involve huge capital investments to order supplies, services, cranes or other equipment and teams of workers on site.