The following was received by the editors from the authors of “Pump Sizing and Selection Made Easy,” Dr. Liu, Joseph Sarver and Blake Finkenauer:
We thank Mr. David Karesh for his comments, and we have made minor revisions to Example 1. Our solution procedure and conclusion for the example remain the same. Please include this revision in the online article.
Example Problem 1 (Revised)
The following is a pump sizing problem to illustrate the calculations in this article. You are told to purchase a pump for your manufacturing facility that will carry water to the top of a tower at your facility. The pump is a centrifugal pump that will need to pump 500 gal/min when in normal operation. Assume BHP is 32 and 16 horsepower for the 3,500-rpm and 2,850-rpm pumps, respectively, for all pump choices in the composite curve. The pump operates for 8,000 h/yr. Assume all of the pumps are viable for your required flowrate. The suction-side pipe and discharge-side pipe diameters are 4 and 3 in., respectively. The suction tank elevation (S) is 12 ft, and the discharge tank elevation (D) is 150 ft. Pressure on the suction side is atmospheric pressure (1 atm = 14.696 psi) and the pressure on the discharge side is 1.1 atm. Assume that both hd,f and hs,f are roughly 10 ft.
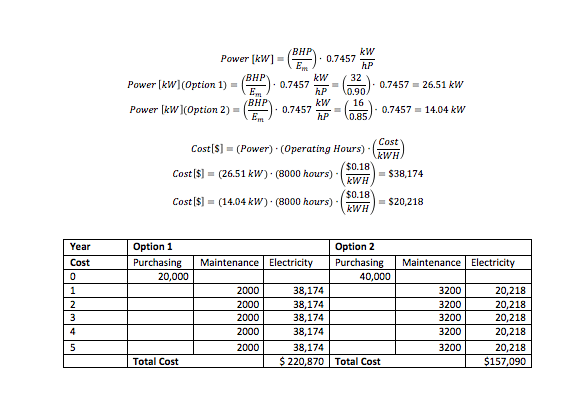
Based on a five-year life, the objective of the problem is to calculate the lifecycle cost to operate each pump (that is, the costs of installation, maintenance and electricity, which is $0.18/kW), and to choose the pump with the lowest lifecycle cost (depreciation is assumed to be negligible for this example). The pump curves in Figure 3 illustrate the following pump options to choose.
Option 1: 4 X 3 – 8G 3500 RPM
Installed cost of pump and motor: $20,000 for 3500 RPM
Maintenance Cost: 10% of Installed Cost per year
Motor Efficiency: 90% (assumed)
Option 2: 4 X 3 – 8G 2850 RPM
Installed cost of pump and motor: $40,000 for 2850 RPM
Maintenance Cost: 8% of Installed Cost per year
Motor Efficiency: 85% (assumed)
Option 3: 4 X 3 – 10 3500 RPM
Installed cost of pump and motor: $10,000 for 3500 RPM
Maintenance Cost: 10% of Installed Cost per year
Motor Efficiency: 90% (assumed)
Option 4: 4 X 3 – 10 13 2850 RPM
Installed cost of pump and motor: $20,000 for 2850 RPM
Maintenance Cost: 8% of Installed Cost per year
Motor Efficiency: 85% (assumed)
Power Cost: $0.18 /kW
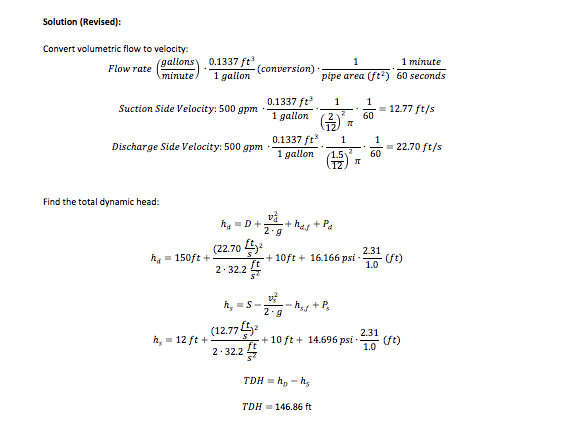
From looking at the TDH and Figure 3, the choice is between Option 1 and Option 2. Notice that most of the TDH comes from the significant elevation difference between the suction and discharge side. Now that two pumps are feasible from the perspective of TDH requirements, you can compare the economics. At first glance, it is tempting to choose Option 1, since the initial investment is significantly lower. Although Option 2 has a higher initial cost, the lifetime cost over five years is dramatically lower. The problem shows that, in selecting a pump, the costs associated with power consumption and maintenance are critical pieces of information for making an informed decision.