Airset regulators are seemingly simple devices, but care must be taken to ensure the right devices are specified, particularly in safety instrumented systems
Chemical plants and other heavy industrial facilities typically contain many pneumatically controlled valves, actuators and instruments. Airset devices are commonly used to regulate the supply of air pressure to these components. An airset is a specific type of direct-operated, pressure-reducing regulator with an integral filter. It is often overlooked in design, but proper selection is needed for safe and effective operation, which is critical, because these devices are often used in emergency shutdown and other demanding on/off valve applications.
How airset regulators work
As is the case with any direct-operated regulator, an airset senses and maintains downstream pressure to a required setpoint. In Figure 1, the outlet pressure (blue region) is sensed on the underside of the diaphragm, and the airset regulator uses this pressure to generate force and counteract the spring force on the upper side of the diaphragm. The spring casing (in yellow area) is vented to atmosphere.
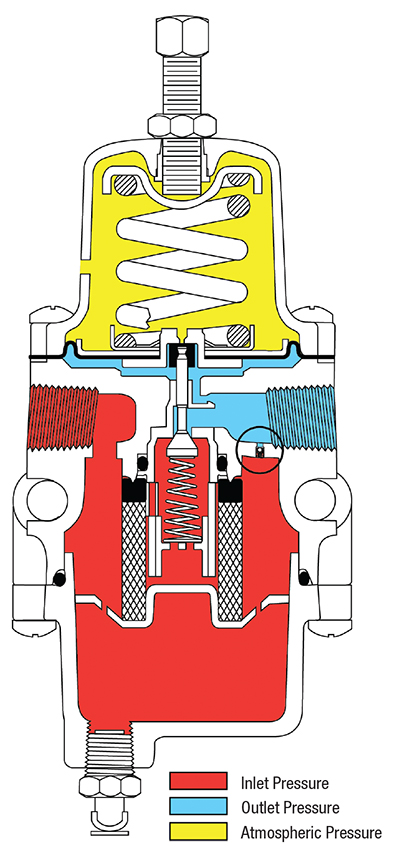
Figure 1. A typical airset regulator with integral filter and internal relief is shown here. The outlet pressure (blue region) is sensed on the underside of the diaphragm, and the airset regulator uses this pressure to generate force and counteract the spring force on the upper side of the diaphragm. The spring casing (in yellow area) is vented to atmosphere
When air demand downstream increases, the outlet pressure begins to decrease, causing a corresponding decrease of the force exerted on the underside of the diaphragm. The spring reacts by decompressing until it matches the force exerted by the diaphragm. Because the spring is anchored by an adjusting screw, the only way the spring can decompress is in the direction of the diaphragm.
The diaphragm is attached to the valve plug, so the plug is driven away from the seat, increasing air flow from the inlet region (red area) into the downstream system (blue area). When flow demand is satisfied, the pressure under the diaphragm increases to the airset regulator’s setpoint, the spring compresses, and the valve plug is driven toward the seat to shut off flow.
The regulator is set by adjusting the spring tension. The tighter the spring, the higher the regulator outlet pressure. In operation the regulator will open as much as necessary to maintain the downstream pressure. The diaphragm and spring forces should be in equilibrium when the airset regulator is in a stable mode of operation.
Airset applications
Airset regulators are typically the most common type of pressure regulator used in chemical plants and petroleum refineries. Most notably they can be found attached to control valves, where the airset regulator is used to reduce the system air pressure to a safe operating level for valve operation. A positioner/controller can then send the appropriate pressure to the actuator based upon the setpoint signal, typically received from the automation system. The output results in controllable valve travel to regulate a process flow.
Many applications do not utilize a positioner/controller to regulate valve travel and therefore process flow, but instead require a valve to be either completely opened or closed. These are often referred to as automated on-off valves, where the instrument air pressure is reduced by an airset, and a solenoid downstream of the regulator controls the pressure acting on the valve actuator. The solenoid can release this air pressure to atmosphere in the event the valve is required to fail safe, typically driven to this position by a spring.
Figure 2 shows an example of an airset regulator used in an on/off application. The main air-supply pressure to the actuator is controlled to the desired setpoint by the airset (3). This lower pressure air then passes through the solenoid valve (2) and is applied to the actuator (1).
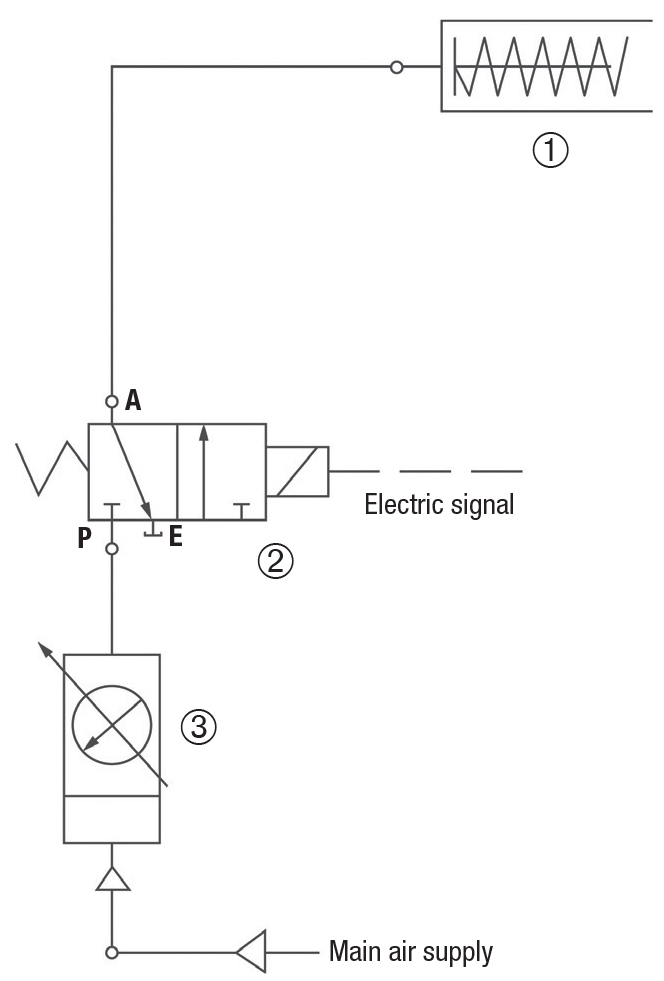
Figure 2. In this on/off application, the main air supply pressure to the actuator is controlled to the desired setpoint by the airset (3). This lower pressure air then passes through the solenoid valve (2) and is applied to the actuator (1)
In petroleum refineries, for example, on/off valves are used in several different systems, including crude distillation, hydrocrackers and hydrotreaters, catalytic crackers and hydrogen generation. In these systems, on/off valves are used to isolate fuel, feedstock and fractionator lines, pumps and flare lines — and to manage reactor depressurization. Airset regulators control airflow to the actuators of these isolation and control valves.
These valves need to stroke on and off in time intervals specified by the end user and depending on the application (Figure 3).

Figure 3. A ball valve with airset regulator and actuator is shown here
The airset regulator must provide sufficient pressure to stroke these valves for these intervals, while keeping the valve shut when required, and allowing the valve to be repositioned as required.
Airset regulators in SISs
A safety instrumented system (SIS) operates independently of the basic process control system and is used to implement one or more safety instrumented functions. These systems use specialized hardware and software controls, and are governed by the IEC 61511 standard, issued by the International Electrotechnical Commission (www.iec.ch). An SIS performs necessary safety functions to provide protection for personnel and equipment from specific hazards or events.
An SIS is essential in chemical plants and refineries to prevent the outbreak of fire, the release of hazardous materials, and uncontrolled flooding. Typical applications and locations for an SIS in a refinery include atmospheric distillation (bottom line of a distillation tower), catalytic cracking (spent catalyst withdrawal and fractionator bottoms), and tank farms (lines for filling or unloading tanks and terminals).
Most of these and other critical applications include emergency shutdown (ESD) on-off valves designed to shut off a flow of process media when dangerous conditions are detected. These valves must be able to operate in an emergency, serving as a system’s last line of defense, regardless of whether instrument supply pressure is available.
IEC 61511 requires the application of a three-way solenoid between the airset regulator and the actuator, but it is considered best practice to not rely solely on the solenoid to make sure the valve fails to the correct position. Instead, ESD applications require the end user to consider additional selection criteria when determining the correct airset regulator.
Since airset regulators operate based on changes in downstream rather than upstream pressure, it can be problematic for SIS on-off applications if the airset is locked in position because there is no demand to the actuator and instrument supply pressure is lost. The regulator will not react because pressure downstream of the airset remains unchanged unless the solenoid removes the actuator pressure.
If the solenoid downstream of the regulator fails to react, the pressure downstream of the airset may not change, preventing the valve actuator from venting and inhibiting movement to the desired fail position. This situation compromises the entire purpose of the ESD valve and may prevent the SIS from accomplishing its purpose.
Fortunately, there are multiple ways to deal with this issue, as will be explained in the subsequent section.
Selection considerations
When selecting valves and related components for process applications, users must consider inlet and outlet pressure requirements, accuracy, required flow, properties of the process media, pipe size, and temperature rating. But for airset regulators, product type is another important criterion required for appropriate selection. For ESD and other critical on-off applications, it is important to select an airset regulator that can remove trapped air pressure quickly to ensure the valve fails to the appropriate position.
In general, two common types of airset regulators are selected to ensure the proper failure modes of the ESD valves: constant-bleed and integral check valve.
Airset regulators with a constant internal or external bleed prevent pressure from becoming trapped within the valve actuator by constantly bleeding downstream pressure, ensuring the valve fails to the desired position in the event air supply is lost. Constant-bleed airset regulators have been used for decades but are falling out of favor because of these inherent drawbacks:
- Their small bleed orifice will slowly remove actuator pressure and return the valve to the failure position over time, but quick operation is often required
- Constant bleeds continually use plant air, increasing operational costs
- Continuous fugitive emissions result when gases are used to actuate the valve, as opposed to air. This situation can occur in remote oil or natural gas platforms, where it isn’t uncommon for valves to use natural gas for actuation pressure. There is often no source of compressed air at these facilities, but natural gas is available at high pressure. This gas is diverted from the well, liquids are knocked out, and the pressure is regulated as required to actuate pneumatic valves and transmitters.
Manufacturers have developed airset regulators with an integral check valve to address the drawbacks of the constant-bleed solution. This integral check valve is located inside the airset body and is closed during normal operation, as shown in Figure 4. In the event of a loss of supply pressure, or if supply pressure drops below the regulator setpoint by a preset amount, the check valve opens and allows the outlet pressure to quickly flow back through the regulator body to the upstream side.
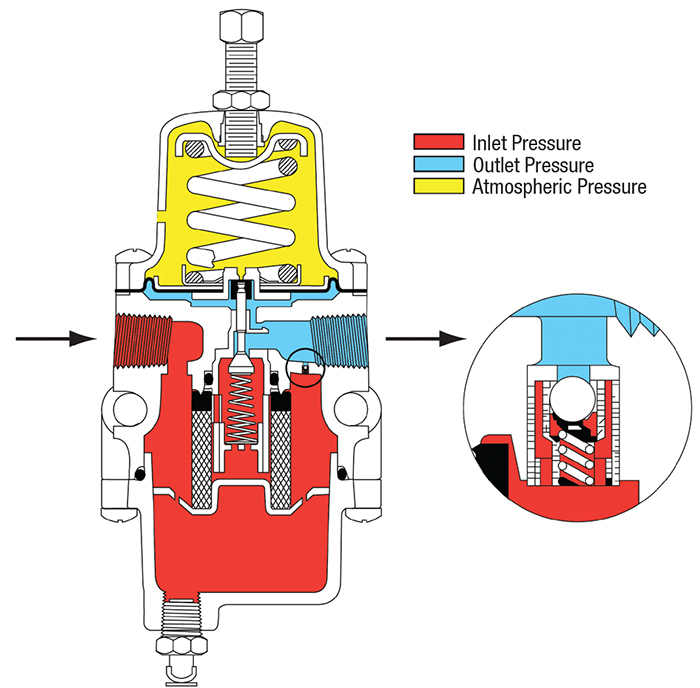
Figure 4. This airset regulator with an internal check valve, shown at right, is suitable for emergency shutdown and other on/off applications
The orifice size of the check valve is larger than the constant-bleed orifice, which ensures fast valve reaction to losses of supply pressure. The check valve also provides a no-bleed solution, resulting in more efficient and safe operation with reduced emissions.
The design eliminates excess air or gas consumption, conserving plant resources. If natural gas is used for actuation, it will not vent to the atmosphere. These types of fugitive emissions can lead to adverse environmental consequences and result in fines.
One drawback of the integral check valve solution is the inability of the airset regulator to fully shut off. These types of airsets require an internal relief valve in order to prevent downstream pressure from slowly climbing due to leaks through the check valve’s metal seat.
Recent innovations to airset regulators with internal check valves have added soft seats to the check valve. This allows for bubble-tight shutoff and eliminates the need for a downstream relief to vent off the excess pressure caused by seat leakage over time. It also prevents pressure buildup, which in the worst case, could actuate the valve when not intended.
This type of integral check valve should be specified to prevent downstream pressure from slowly building until it relieves to the atmosphere, or potentially tripping a high-pressure alarm. This design is preferred when supplying air to a dead-ended system, as is the case when supplying a valve actuator. As an added benefit, these devices further reduce system air consumption, along with the corresponding costs of powering these pneumatic devices.
As with all critical components, vendors can provide assistance with selection, ensuring the right regulator is used in a particular application to ensure long asset life with correct operation.
Acknowledgement
All figures courtesy of Emerson.
Author
 Jeff Welch is a regional sales manager at Emerson Automation Solutions (3200 Emerson Way, McKinney, TX 75070; Phone: 800-558-5853; Email: jeff.welch@emerson.com). He has nine years of experience with pressure regulators in natural gas, industrial and propane applications. During his time with Emerson, he has worked in test and evaluation engineering, applications engineering, and business development. He has bachelor’s degrees in biology and biological engineering from the University of Arkansas.
Jeff Welch is a regional sales manager at Emerson Automation Solutions (3200 Emerson Way, McKinney, TX 75070; Phone: 800-558-5853; Email: jeff.welch@emerson.com). He has nine years of experience with pressure regulators in natural gas, industrial and propane applications. During his time with Emerson, he has worked in test and evaluation engineering, applications engineering, and business development. He has bachelor’s degrees in biology and biological engineering from the University of Arkansas.