Source: Circor Pumps
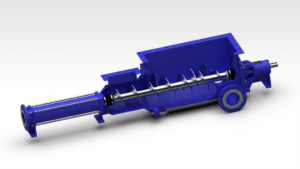
The new Allweiler AE‑RD/RE hopper pump is a progressing-cavity pump engineered to handle highly viscous, non-flowable and solids-laden media in demanding industrial applications. The pump combines a two-part, large-scale casing design, optimized screw conveyor and vertical wall surfaces in the inlet hopper to enable trouble-free operation without separate bridge breakers, reducing equipment complexity and investment costs. Its flow-optimized stuffing box between the inlet hopper and rotor/stator helps ensure the best possible filling of the conveyor elements, prevents partial dry running and reduces wear, downtime and spare-parts consumption. Optional features further increase flexibility and uptime. Flushing connections or inspection openings in the inlet hopper and stuffing box allow secondary materials to be fed into the process or enable quick inspection without lengthy shutdowns, helping ensure high system availability. An optional Maintenance in Place (MiP) design permits quick replacement of wear parts without removing the pump from the pipeline, dramatically shortening mean time to repair; in combination with ALLDUR stators and their particularly long service life, users can achieve the best possible system availability without requiring extension pieces in the piping. Complementary ductile, hard-chrome plated rotors provide exceptional durability and abrasion resistance, supporting long intervals between maintenance events. The AE‑RD/RE Hopper Pump also offers process and layout advantages for operators handling high-viscosity or non-flowing media. By pumping through a closed pipe system instead of open conveyor belts, the pump reduces contamination risk and spillage, helping improve workplace cleanliness and environmental protection. The pump can homogenize the product within the conveying chambers or allow chemicals and additives to be mixed in during pumping, giving processors additional flexibility to combine conveying and conditioning steps. Thanks to the pump’s capability for higher pressures than conveyor screws, it can directly feed drying machines and other downstream equipment while enabling more compact, space-saving plant layouts. With a maximum flowrate of 1,000 L/min, differential pressure up to 24 bars, temperature capability up to 135°C, solids content up to 85 percent, dry substance content up to 35 percent and viscosity handling up to 850,000 mPas, the AE‑RD/RE Hopper Pump is designed for some of the most challenging media encountered in modern plants. These technical capabilities, combined with flexible hopper design and adjustable hopper length, allow the pump to be tailored to a wide range of feed situations while ensuring consistent filling behavior and reliable operation. — Circor Pumps, Burlington, Ma.