Advancements in efficiency and the ability to handle a wide array of chemicals combine to make the air-operated double-diaphragm (AODD) pump a useful choice for chemical processors
The circumstances surrounding the development of the air-operated double-diaphragm (AODD) pumping principle six decades ago involved a ruptured water pipe, a flooded workshop and an exclamation that the idea could “make a million dollars.” In the ensuing 60-plus years, those words have proven to be prophetic, as the AODD pump technology that was said to be “conceived out of necessity, born in the arms of innovation, and inspired by sheer will and determination” has become a frequent choice for operators in heavy-duty industries that require the pumping of water, slurries or any finely divided substance, such as cement.
AODD pumps (Figure 1) can obtain dry self-prime, run dry, maintain suction lift up to 30 ft, withstand deadhead pumping conditions, operate while completely submerged and pass solids of up to 3 in. in diameter. However, in many ways since their invention, AODD pumps have become pigeonholed by many pump users, who see them as only usable in utilitarian, auxiliary or basic liquid-handling and transfer applications.

FIGURE 1. AODD pumps can handle a wide variety of materials, including very viscous media, and can also pass large solids
In reality, thanks to a series of noteworthy refinements that have economized the AODD pump’s method of operation, the unit can now be considered a true “process” pump and has gained acceptance as such in the diverse sectors of the chemical process industries (CPI), including paints and coatings, ceramics, adhesives and sealants, foods, beverages, pharmaceuticals and cosmetics.
The air in there
Despite the fact that AODD pumps have proven their effectiveness in utilitarian liquid-transfer applications, there has always been one annoying glitch in their operation: at the end of every pump stroke, a small, but still significant, amount of air was wasted. This kept the pump from operating most efficiently and added to its bottom-line cost of operation.
Because of that, AODD pump manufacturers must find methods to decrease or eliminate the air loss at the end of the pump stroke. This led to a series of advancements in the technology behind air distribution systems that have enabled the AODD pump to optimize air usage while still maintaining its operational characteristics.
While air loss has been a constant concern within the operational window of AODD pumps, the earliest air distribution systems were designed first and foremost to battle another operational irregularity in the AODD pump’s performance: stalling and icing. It was only once those performance inhibitors were conquered that designers turned their attention to developing ways to more efficiently govern the pump’s air consumption.
One of the first air-distribution systems designed to promote energy efficiency featured a dial that could be used to tune the pump’s operating speed by restricting the amount of air that was allowed to enter the pump. It’s a fact of AODD pump life that a slower-running pump is more efficient. For example, a dial-in air distribution system running at full throttle may consume 50 std. ft3 /min of air in order to pump 100 gal/min of fluid. Using the dial, the incoming compressed air can be dialed back to a 35-std. ft3 /min rate, where the pump will transfer the liquid at a flowrate of 80 gal/min. This is a 20% reduction in flowrate, accompanied by a 30% reduction in air consumption, which makes the pump more efficient.
While the dial-in air-distribution system represented an undoubted advance in AODD pump operation, there was still more field that needed to be plowed if pump performance was to reach true levels of optimized air consumption. A more recent technology for air-distribution systems features an air-control spool (Figure 2), which is shaped, more or less, like an hourglass. This development was driven by an evaluation of the pressure dynamics that occur within the AODD pump during its operation.
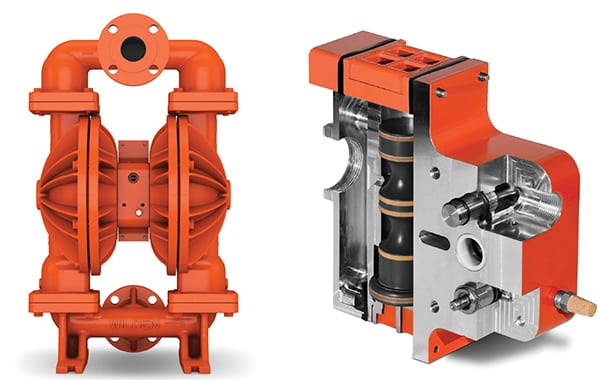
FIGURE 2. The hourglass-shaped air spool (right) within some air-distribution systems decreases overall air consumption and enables the handling of corrosive or hazardous materials
This evaluation clearly revealed that air consumption was significantly impacted by an increase in air pressure at the end of each diaphragm stroke. Specifically, when the shaft would come to a full stop at the end of each stroke, a shift signal would be sent to indicate that the flow of air should cease. However, there was a small time lag between the stopping of the shaft and the sending of the signal, meaning that the full force of the compressor continued to push compressed air into the air chamber, but that air was not doing any actual work and was lost to the atmosphere upon exhaust.
The function of the air-control spool is to decrease the amount of air that is allowed into the pump at the end of the stroke, which drastically reduces the amount of “wasted” energy that had traditionally been “force fed” into the pump, as shown in the charts in Figure 3. This allows the AODD pump that is equipped with this type of air-distribution system (Figure 4) to experience up to 60% savings in air consumption, while delivering more yield per std. ft 3 /min than AODD pump models that feature legacy air-distribution systems.
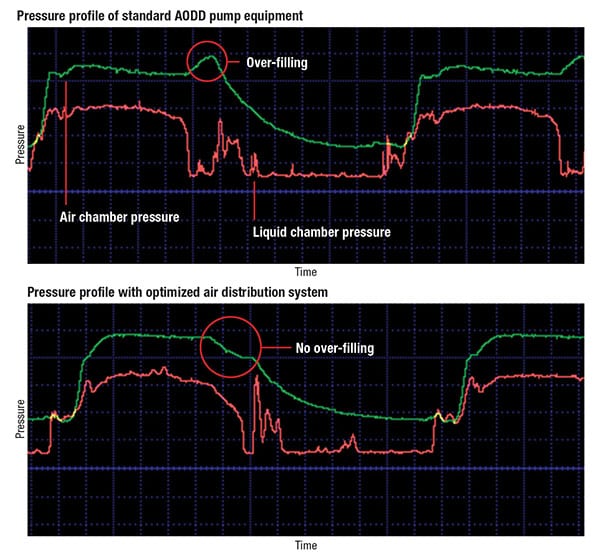
FIGURE 3. Some AODDs experience wasted air when overfilling occurs at the end of each pump stroke, but modernized air-distribution systems allow for more optimized air consumption by eliminating overfill

FIGURE 4. An air-control spool can reduce AODD air consumption by as much as 60%
Through thick and thin
The favorable reputation of AODD pumps is built on the technology’s versatility, or ability to handle a wide range of liquids with varying characteristics. One of the most important fluid properties to consider is viscosity, or the thickness of the liquid that is being transferred. A pump’s true best operational efficiency is only achieved if the lowest possible volume of air is consumed while delivering the highest possible flowrate, no matter the viscosity. Specifically, in the operation of AODD pumps, slip is almost eliminated, regardless of the viscosity of the fluid, as it is controlled by the ball check valves in the pump. Other technologies, such as gear, screw and lobe pumps, have fixed tolerances to control slip, which makes them unable to adequately adjust to viscosity changes.
When working with a centrifugal pump, the fluid viscosity is a design factor for the pump equipment and its selection for a specific application.
Impeller dimensions and styles are specifically tailored to be compatible with thick or thin fluids. The specificity with regard to fluid dynamics makes moving a pump from one application to another less feasible. When working with an AODD pump, however, the viscosity need not be a factor for operation. This is a major benefit of the AODD pump in this realm: its ability to handle multiple or different viscosities without regard for equipment setup.
For example, gear pumps may be a suitable choice for very thick oil or viscous liquids, but they are poor choices for thinner liquids like ethanol or water. The AODD pump, on the other hand, operates consistently whether the fluid is thick, thin, particulate-free or laden with particulate matter; its design allows it to pull in the liquid, no matter its composition, and drive it downstream. AODD pump manufacturers do publish viscosity correction tables, but these are simply helpful in predicting pump performance given specific system discharge and air inlet pressures and a known viscosity. In reality, the design of the AODD pump does not need to change for liquids that have highly viscous or very thin consistencies.
Pump flow paths are another area where recent technological advances can make it easier to efficiently transfer highly viscous or particulate-laden liquids. In fact, some AODD pump models with optimized wetted paths deliver flowrates up to 50% higher than legacy models (Figure 5). This enhanced flow capability may also allow the operator to use, for example, a 2-in. pump where a 3-in. model may have been the choice in the past, with attendant initial cost of ownership and maintenance cost reductions — smaller pumps equal a smaller price.

FIGURE 5. AODD pumps’ flow paths can be optimized to further reduce air consumption
A caveat must be noted, though, that AODD pumps do have a few performance limitations, most commonly on the suction side of the pump, since the only pressure that is available to bring the liquid to the pump is atmospheric. In cases of extreme suction conditions, the physical location of the pump relative to the pumped media is a crucial component of application success, meaning that the pump should be moved as close to the source of the fluid as possible. This will reduce the line friction leading to the pump. Whenever possible, locate the pump below the supply tank — this will enable gravity to assist the “feeding” of the pump. Also, eliminate as many fittings and elbows on the suction side of the pump as possible. Operators and system designers may additionally consider over-sizing the plumbing leading to the pump, all in an effort to reduce friction on the suction side. Note that these are general recommendations for any pumping system and are not exclusive for AODD pumps.
Discussing diaphragms
There’s no question that the improvements in overall AODD pump operation and air-distribution system capabilities have been significant over the years, and the same can be said for diaphragm materials and design. As AODD pumps have begun to be used in more process-type applications, the advances in diaphragm performance have kept pace. Correct diaphragm material selection is critical to ensure safe AODD pump operation. The six primary factors to consider when choosing a diaphragm are as follows:
- Chemical compatibility
- Temperature range
- Abrasion resistance
- Flex life
- Performance
- Cost
To help meet these diverse operational criteria, the number of effective diaphragm materials has also grown and now consists of three basic subsets: synthetic rubbers, such as Neoprene, Buna-N, ethylene propylene diene monomer (EPDM) and Viton; thermoplastic elastomers (TPEs), such as polyurethane, Santoprene, Hytrel and Geolast; and polytetrafluoroethylene (PTFE or Teflon). Manufacturers have experts on hand to help pump users select the best diaphragm material and design for their applications.
Advances have also been made in diaphragm design that help make the AODD pump more hygienic in its operation, which allows its use in contamination-sensitive manufacturing applications like food and beverage, pharmaceutical and personal care. Integral-piston diaphragm designs place the shaft-connecting plates within the diaphragm itself, which means that all product-entrapment areas and leak points between the piston and diaphragm have been eliminated, resulting in a reduction in the chance that product contamination or leaks will occur.
Integral-piston diaphragms are also easily cleanable and there is no interaction between the diaphragm and the outer piston plate that can lead to abrasive diaphragm failure. For the chemical facility operator, downtime and pump maintenance are typically more expensive than the spare parts required to keep the AODD pump operating. This allows the pump to run twice as long before requiring maintenance and will translate directly to a healthier bottom line.
In general, standard AODD pump builds that feature PTFE diaphragms have a Neoprene backup for reduced-stroke configurations and a Santoprene backup in full-stroke configurations. Santoprene is actually an excellent backup choice for both reduced- and full-stroke diaphragm configurations since it has excellent chemical-resistance properties and long flex life. Another option is Hytrel backup diaphragms; this material has the lowest compression set of any elastomer in use and performs well in sealing the diaphragm at the inner/outer piston interface and the outside diameter bead.
Chemically speaking
So, what does all of this mean for the CPI? Chemical manufacture features some of the most intricate and complex industrial processes in the world. The complexity of chemical manufacture is highlighted by the vast number of unit operations that must be completed during the overall manufacturing process.
One of the most critical of these unit operations is the transfer of liquids along the production chain. Because of the importance of the myriad transferring operations within the entire chemical-manufacturing process — raw materials to storage tanks, raw materials to blending tanks, finished products into fixed-weight containers and so on — facility operators must identify the best pumping technology for the job, one that possesses the versatility to perform reliably and efficiently at any number of points in the production hierarchy.
It had almost become an automatic choice among chemical manufacturers that centrifugal pumps were the best technology for transfer operations within the chemical plant, for several reasons:
- Centrifugal pumps work best with thin, water-like fluids, which have long been a staple in chemical manufacturing
- A kind of “if it ain’t broke don’t fix it” attitude has made the centrifugal pump an easy fallback option for operators who have undoubtedly worked with the technology at some point in their careers
- There was an overriding perception that centrifugal pumps have a lower operating cost when compared to the operations of an AODD pump, but this has been shown to not necessarily always be the case
A closer look, though, shows that despite its reputation, the centrifugal pump doesn’t appear to be the all-conquering technology that is required for efficient and optimized chemical-processing applications.
Specifically, centrifugal pumps work best when they are operated at their best efficiency point (BEP). Unfortunately, that BEP is rarely realized for an extended period of time during typical fluid-transfer operations, which can result in flowrates that may fluctuate constantly. Additionally, consistent operation away from the BEP can lead to potential problems, not only from the equipment’s operational point of view, but also with regard to the production process and the way the chemical is formulated.
Additionally, when a centrifugal pump operates below its BEP, radial loads increase due to the way the pump generates pressure along its volute by reducing the fluid velocity. This method of operation increases shaft deflection at the seal faces, which results in increased seal wear and a decrease in the pump’s life expectancy. Working to the left of the curve will also increase axial loads that can overload the thrust bearings, especially in open-impeller and diffuser-type multi-stage centrifugal pumps. Finally, as a centrifugal pump operates close to the zero-flow point (zero efficiency), heat will be generated at levels that can be highly harmful to heat-sensitive chemicals or products themselves, which can also adversely affect safety and the quality of the resulting product.
At the other end of the spectrum, when a centrifugal pump works above its BEP, other problems may occur. Specifically, the level of net positive suction head (NPSH) required increases, which may cause efficiency-harming cavitation to occur. Since liquid-transfer processes in the CPI, particularly when handling specialty chemicals, are managed in batches, an insufficient NPSH condition may be more complicated to detect, but it will nonetheless deteriorate the pump’s operational capabilities continuously, meaning that the pump’s ability to handle any resultant cavitation will be compromised.
By comparison, the fluid-delivery curve for an AODD pump is very similar to that of the centrifugal unit, but without the negative behavior that occurs when operating away from BEP. The AODD pump will perform based on the inlet air pressure supplied to the pump and the system pressure it encounters. If adequate suction pressure is available, fluid will flow into the pump and be discharged based on the relationship between the air pressure operating the pump and the system pressure.
The larger this pressure differential is, the faster the pump will operate, and when the differential is reduced, the pump’s operation will slow. This is referred to as “infinitely variable speed operation.” If the system pressure should increase unexpectedly, the pump will operate until the inlet air and system pressure are equal, at which time the AODD pump will stop — in what is termed a “deadhead” condition — with no equipment damage. The system remains pressurized, but no differential pressure exists to continue driving fluid. The pump will restart when the system pressure falls below the operating air pressure, which is particularly important in batch processes.
In contrast, a closed valve can cause damage to or destroy a centrifugal pump, and with different positive-displacement pump technologies operating against a closed valve, can create havoc for a system by reaching the burst pressure of the piping in very short order.
If a valve is restricted on the inlet side of a centrifugal pump, the pump can cavitate, leading to impeller and volute damage. If the inlet were closed completely, the operator should expect bearing and wear-ring failure due to heat buildup. If this condition occurs when operating an AODD pump, the pump will slow, and if the inlet were closed completely, the pump would stop, waiting for the inlet line to be open once more, when it would resume its pumping operations.
In summation, AODD pumps can match the assumed advantages that centrifugal pumps may have while also highlighting some of the centrifugal pump’s operational disadvantages:
- AODD pumps are eminently appropriate for use with liquids with high viscosity and can easily move fluids that range from water-like liquids to medium and very viscous liquids
- AODD pumps can run dry and strip discharge lines without getting damaged; if the pressures are too high, the pump will just stop running, but will not break. On the other hand, centrifugal pumps cannot run dry, and when extra pressure is created, their seals, bearings and piping can break, which leads to added downtime and repair costs, as well as increased safety risks for plant personnel
- AODD pumps are very simple devices (Figure 6), and controlling accessories consist typically of solenoid operators, pump-cycle counters and surge-dampener assemblies
- Operating costs can be similar when all the maintenance, accessories and controllers are evaluated, and in many cases, the total cost of ownership is lower over the operational lifespan of an AODD pump when compared to a centrifugal model

FIGURE 6. A major advantage of AODD pumps is the simplicity of their integration into existing
plant footprints
From its inception, the industrial pump has faced the same demand from its operators: perform its duties reliably and with a limited amount of downtime and ancillary repair or replacement costs. The AODD pump’s operational characteristics — dry-run capability, high suction lift, particulate-handling, to name a few — can make it suitable for chemical manufacturers who are searching for a pump technology that meshes cost-conscious energy consumption with streamlined flow.
Edited by Mary Page Bailey
Authors
 Edison Brito is the global sales director for diaphragm equipment at Wilden Pump & Engineering, LLC and PSG (1815 S. Meyers Rd, Oakbrook Terrace, IL 60181, USA; Phone: (973) 780-7985; Email: edison.brito@psgdover.com). He is responsible for the sales and business development for the following PSG pump technologies: air-operated double-diaphragm, controlled-volume metering and peristaltic. Brito has 20 years of experience in fluid transferring applications and equipment, including pumps (AODD, controlled-volume metering pumps, centrifugal, vane, gear and vane) and compressors (liquid ring, screw and reciprocating). He holds mechanical engineering and M.B.A. degrees from Polytechnic National School University of Quito-Ecuador. Brito has been a member of ASHRAE for 14 years.
Edison Brito is the global sales director for diaphragm equipment at Wilden Pump & Engineering, LLC and PSG (1815 S. Meyers Rd, Oakbrook Terrace, IL 60181, USA; Phone: (973) 780-7985; Email: edison.brito@psgdover.com). He is responsible for the sales and business development for the following PSG pump technologies: air-operated double-diaphragm, controlled-volume metering and peristaltic. Brito has 20 years of experience in fluid transferring applications and equipment, including pumps (AODD, controlled-volume metering pumps, centrifugal, vane, gear and vane) and compressors (liquid ring, screw and reciprocating). He holds mechanical engineering and M.B.A. degrees from Polytechnic National School University of Quito-Ecuador. Brito has been a member of ASHRAE for 14 years.
 Rob Jack is a product development engineer for Wilden Pump & Engineering, LLC and PSG (22069 Van Buren Street, Grand Terrace, CA 92313; Phone: (909) 422-1784; Email: rob.jack@psgdover.com). His work involves material selection and qualification, as well as component design and validation. With more than 20 years experience in air-operated diaphragm pumps, Jack has developed a diverse range of products, including high-performance air motors, and integral piston diaphragms for sanitary applications. He holds a B.S. degree in mechanical engineering from California State Polytechnic University-Pomona and also an M.B.A.
Rob Jack is a product development engineer for Wilden Pump & Engineering, LLC and PSG (22069 Van Buren Street, Grand Terrace, CA 92313; Phone: (909) 422-1784; Email: rob.jack@psgdover.com). His work involves material selection and qualification, as well as component design and validation. With more than 20 years experience in air-operated diaphragm pumps, Jack has developed a diverse range of products, including high-performance air motors, and integral piston diaphragms for sanitary applications. He holds a B.S. degree in mechanical engineering from California State Polytechnic University-Pomona and also an M.B.A.