Excessive growth of filaments and biopolymers in activated sludge should be controlled in CPI wastewater-treatment plants, as both lead to sludge that is hard to handle. The sticky behavior of such sludge can be minimized by the addition of polyaluminum chloride
For a classic activated-sludge wastewater-treatment plant (WWTP) to work effectively, the sludge flocs need to have good settling properties. Good floc formation allows for an efficient solid-liquid separation to be carried out, after the sludge has removed the organic contaminants from the wastewater in the biodegradation basin. Efficient solid-liquid separation between the sludge and the treated wastewater is typically carried out using simple gravity settling in the final clarifiers to yield a solids-poor effluent stream.
Filamentous bacteria are to blame
It is equally important, during downstream sludge processing, for the sludge to have good dewatering and drying properties, in order to minimize operational issues that can arise in these crucial solid-liquid separation steps. As was discussed in an earlier Chem. Eng. article by this lead author [ 1], the solid-liquid separations can be quite problematic due to the “sticky phase” of the sludge (Figure 1). This occurs when sludge is dewatered in part and its physical consistency becomes that of a pasty product that exhibits a high affinity to adhere to the dewatering or drying equipment. This stickiness is caused by the extracellular polymeric substances (EPS), which are produced by the microorganisms and have a glue-like or slimy consistency. This characteristic creates a formidable challenge in WWTPs used routinely throughout the chemical process industries (CPI) [ 1].
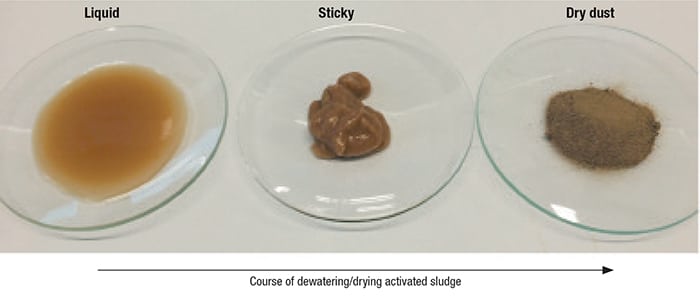
Figure 1. Shown here are samples of the activated sludge used during wastewater treatment, to illustrate how its consistency changes during the course of dewatering and drying that is used to carry out volume reduction
In addition to conventional microorganisms, filamentous microorganisms may be present in the activated sludge. These are microorganisms that grow in long strands and are, among other things, characterized by a much larger volume and surface area compared to the usual activated sludge flocs. In an “ideal sludge floc,” conventional floc-forming bacteria and filaments — which are retained mainly inside the flocs — are balanced, and the filaments provide a backbone to support floc growth and, in this way, the filaments strengthen the flocs [ 2–3].
In the ideal case, when filaments grow largely contained withinthe flocs, the filaments do not interfere with the sludge settleability and compaction. However, when the filaments protrude from the flocs into the surrounding bulk water, their presence will reduce sludge settling and compaction. When there is copious growth of filaments, the filaments themselves lead to bridging between the flocs, and a phenomenon known as “filamentous bulking” occurs. This translates into extremely poor sludge-settling and compacting characteristics [ 2–3]. Because the filaments occupy a large volume, the sludge as a whole cannot settle efficiently.
This article discusses why the excessive growth of filaments and excessive EPS production should be controlled in the WWTPs that are used in CPI operations. In particular, filamentous bacteria produce a variety of negative effects on 1) the sludge settleability; 2) the sludge’s centrifugal compaction; and 3) the sludge’s sticky phase.
The article also discusses how the stickiness of the hard-to-handle waste sludge that is produced when filamentous bacteria are present can be reduced by adding polyaluminum chloride (PACl) to it — one of the three strategies cited in Ref. 1. The addition of PACl can help to address the operational issues that WTTP operators often encounter during sludge dewatering and drying when sticky sludges are present.
Understanding the challenges
There are more than 30 filamentous bacteria known that can be present in activated sludge. One of them is the filament Nostocoida limicola,which showed up in the activated sludge in a Monsanto WWTP (Figure 2). This bacterial population thrived as a result of insufficient phosphorus nutrient in the feed stream to our biodegradation basins, and an insufficient feed-to-biomass (so-called F/M) ratio. Under substrate- and P-nutrient-limiting conditions, these filaments benefit from their inherently high surface area and are able to gain access to scarce essential materials, and this allows them to maximize their growth at the expense of the development of conventional floc-forming bacteria [ 2–3].
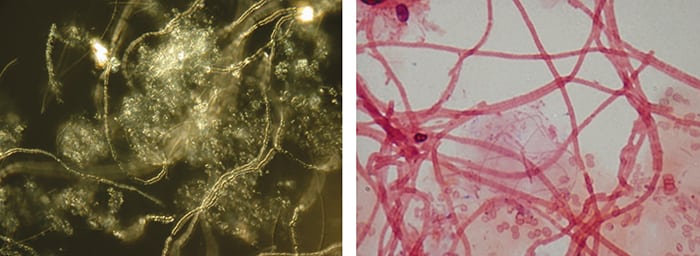
Figure 2. Microscopic filaments of Nostocoida limicola appeared in the activated sludge (both images have magnification of 400x). In the photograph right, the filaments show up clearly after a staining reaction. The hazy, fluffy-looking clouds are the slimy biopolymers (EPS) produced by the conventional micro-organisms
Concomitantly with filaments appearing in the sludge in the WWTP discussed here, the resulting shortage of P nutrients also led to increased growth of jelly-like EPS. These biopolymers are well recognized in the microscopic photographs shown in Figure 2, appearing as hazy, fluffy-looking “clouds.” The microorganisms produce larger amounts of these EPS when there is insufficient P and N available. Specifically, when the organisms are not able to produce sufficient P- and N-containing cell material from the breakdown of the organic components in the wastewater, they will, instead, start producing more extracellular polysaccharides.
Impacting settleability
The settling ability of a sludge is measured by means of the sludge-volume index (SVI), which expresses the volume (in mL) that 1 g of activated sludge (referring to dry solid matter) occupies after 30 min of settling. The SVI is determined using an easily performed sedimentation test in the laboratory, in accordance with the Dutch norm NEN 6624 [ 4].
Using this test method, the mixed-liquor sample taken from the biodegradation basin is initially diluted with final clarified water, to obtain a settled volume in the range from 200 to 300 mL/L. The SVI of 1,230 sludge samples (covering a 12-year period, from 2003 until 2015) is shown in Figure 3, as a function of the sludge’s inorganic fraction. This inorganic fraction is another important sludge-quality parameter, determined as the complement of the sludge’s volatile (organic) fraction, which is determined according to APHA Standard Meth ods [ 5]. The data in Figure 3 are further stratified according to the type of sludge — that is, conventional sludge flocs (data points are shown in black color; N= 914) and sludge with filaments (data points are shown in red; N= 316).
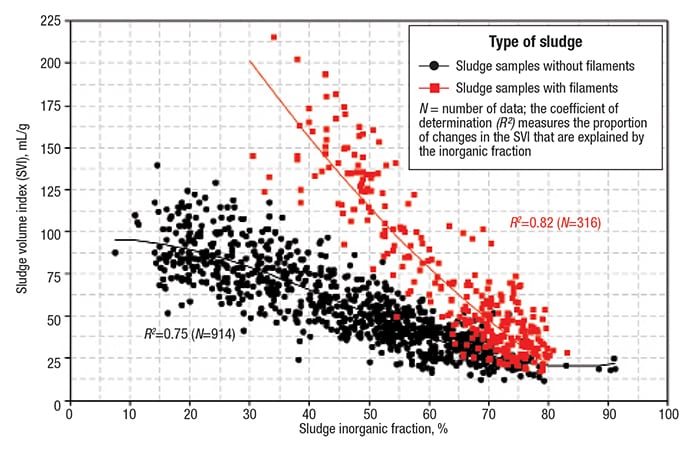
Figure 3. Shown here is the sludge volume index (SVI) as a function of the inorganic fraction of the sludge, using a data set gathered at the Monsanto (Antwerp, Belgium) wastewater-treatment plant over a 12-year period. The data for sludge samples without filaments (shown in black) are taken from Ref. 6, and further extended with extra data points. The data in red are for sludge with filaments.
From Figure 3 it can be discerned that the inorganic fraction has a major influence on the SVI. For instance, a higher inorganic fraction produced a heavier floc, and this led to better sludge-settling capabilities, which is represented by a lower SVI value (Note: The WWTP discussed here handles a stream that is characterized by varying and sometimes high levels of calcium [ 6]).
So-called “ideal sludge flocs” (the data points that are shown in black in Figure 3) are characterized by a maximum SVI of about 120 mL/g [ 2], which was attained at a low inorganics fraction of 15%. On the other side of the inorganics spectrum (at an inorganics rate of 90%), the SVI is as low as 20 mL/g.
As discussed earlier, the presence of filaments has a clear detrimental impact on sludge settling. At a high inorganic fraction (for instance, 70%), the negative impact of the filaments remains limited. In the WWTP discussed here, the average SVI increases from 25 to 50 mL/g. This still yields a sludge with very good settling qualities.
However, when the heavy inorganic fraction decreases as a result of less well-precipitated solids enmeshing within the floc structure, the filaments have a more pronounced negative effect on the SVI. For instance, at a 40% inorganics level, the SVI reaches 150 mL/g on average, due to the presence of filaments, instead of 60 mL/g (Figure 3). When very severe filamentous bulking problems are experienced, the SVI can be as high as 700 mL/g [ 2].
The elevated SVI induced by the filaments does not necessarily imply that the final clarifier effluent will have a poor quality. However, if the SVI becomes so high that the increased sludge blanket in the clarifier causes the sludge to overflow in bulk, the resulting clarifier overflow would be of very poor quality. To avoid this scenario one needs to keep the amount of filaments under control, for instance, by adding the needed P nutrient in this specific case.
On the other hand, readers should note that when filaments are present, they can also help to provide clear supernatant on top of the sludge blanket in the clarifier [ 2]. For instance, when the conventional flocs disintegrate as a result of the loss of bridging divalent cations (such as Ca +2) [ 6], the disintegrated sludge flocs — which will not settle well — are retained by the matrix the filaments create. In this case, the filaments themselves act as a filter for the smaller particles that would otherwise result in turbid effluent. Figure 4 shows a disintegrated floc (depicted schematically at the upper right corner), with all divalent Ca +2 ions exchanged by monovalent Na + ions.
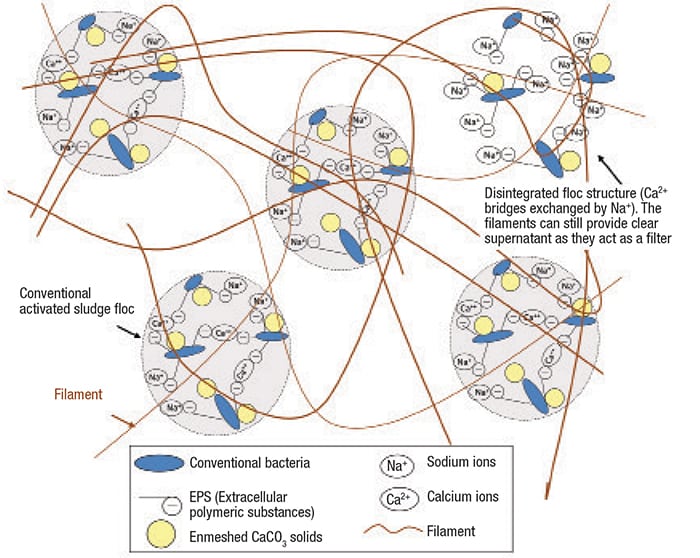
Figure 4. This schematic represents sludge that has filaments protruding from the conventional flocs. For illustrative purpose, a disintegrated floc is shown in the upper right corner; it has disintegrated due to a loss of the bridging calcium ions; the filaments, however, do play an important role as a filter, preventing the “wash out” of the small solids that are produced when flocs disintegrate
Centrifugal dewaterability
The centrifugal dewaterability of the sludge is measured using the laboratory protocol discussed in Ref. 7. Figure 5 shows the compaction curve obtained in the past for a sludge without filaments and a 45% inorganic fraction (data for these types of samples are presented in black). With the same 45% inorganic fraction, the sludge with filaments and excessive biopolymers exhibits significantly poorer compaction characteristics, as can be seen from the data shown in red in Figure 5.
As shown in Figure 5, for the filamentous sludge, compaction seems only to begin at higher compaction pressures beyond 40 kPa, whereas at 40 kPa the compaction of the conventional sludge flocs has already attained its plateau of maximum achievable dryness [ 7]. At this compaction pressure, the cake dryness is reduced from 20.4% for conventional flocs, to only 15.7% for the filamentous sludge. This resulted from the stretched floc structure that is shown in the microscopic photos in Figure 2, and shown in Figure 4.
The poor settling by gravity experienced by filamentous sludge (with a high SVI) discussed above translates, likewise, into poor compaction in decanter centrifuges and other mechanical dewatering devices, such as filter presses [ 8]. Such sludge results in lower cake dryness after mechanical dewatering (as illustrated by means of the compaction curves in Figure 5). The next drying stage following the mechanical dewatering will also be hampered by the presence of the filaments as delineated below.
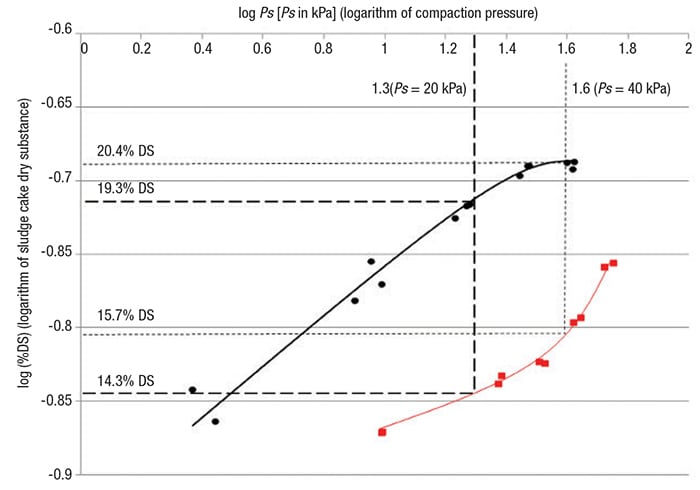
Figure 5. As a result of differences in their structure, conventional activated sludge flocs (data in black) and sludge with filaments and excessive biopolymers (data in red) show variable compaction curves (In this case, both sludge samples have a 45% inorganic fraction; DS refers to dry substance)
Sticky phase
The detailed laboratory procedure used to map the sludge’s sticky phase can be found in Ref. 9, and for a short discussion, readers can refer to Ref. 1. The mapping of the sticky phase for activated sludge with a 50% inorganic fraction is presented in Figure 6. In this figure, the data for conventional sludge flocs are represented in black, while the data for the filamentous and viscous bulking sludge (with an SVI of 160 mL/g) are shown in red. The most striking observation that can be made regarding the range of DS values that will yield a sticky phase is that the sludge with filaments has a markedly widened sticky phase — from roughly 25–70% DS. This is a significantly wider range compared to the sticky phase of the conventional sludge flocs (which is typically 25–40% DS) for sludge with approximately 50% organic fraction [ 1].
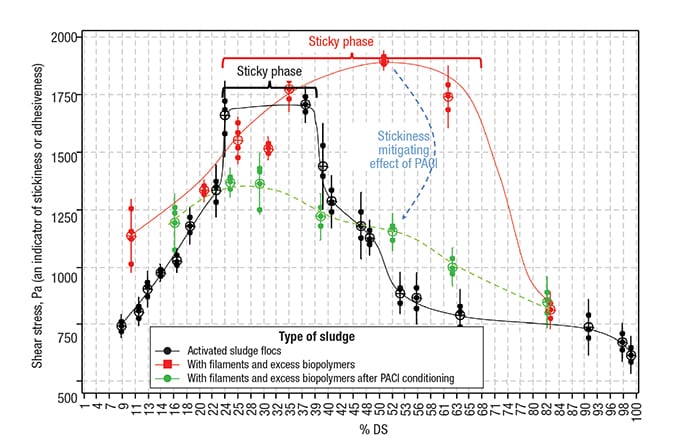
Figure 6. The data shown here for conventional activated sludge flocs (in black; data adapted from Ref. 9) and for sludge with filaments and excessive biopolymers (in red) show variable sticky phases (both sludges have roughly a 50% inorganic fraction). The applied PACl dosing of 200 g PACl/kg MLSS (data in green) reduces the stickiness of the filamentous sludge to a great extent. (Note: Data shown are three repeats of the shear stress at every %DS, and the bars are the 95% confidence interval; lines connecting the data are provided to guide the eye)
For both types of sludge discussed here (and in general, for all sludges), the drastic decrease in stickiness — once the sludge has passed through the sticky phase by dewatering, beyond 70% DS and 40% DS, respectively for the two sludges studied in this article — is attributed to the development of gaps at the interface between the contact surface of the equipment and the sludge, which lowers the sludge adhesiveness [ 10]. The surface defects are the result of the increasing concentration of the EPS — which increases as an overall proportion of the sludge as the sludge is being dewatered — to such a degree that these sticky biopolymers cannot unfold anymore on the entire contact surface. This results in the suddenly reduced stickiness that is observed.
For the filamentous sludge, the extended sticky phase is thought to be the result of the network that is produced by the filaments. This network allows for the EPS (which are intertwined with this framework of filaments) to expand the dryness region whereby the EPS can still spread out on the interface, prolonging the sticky phase of filamentous sludge. Hence, filaments may further compromise the sludge dewatering and drying units used in many CPI operations, by reinforcing (extending) the sticky phase caused by the EPS.
Coping with sticky sludge
Three tactics are available to cope with the sticky phase of sludge that occurs during sludge dewatering and drying operations; they are discussed in Ref. 1. One of them — sludge conditioning by the addition of polyaluminum chloride (PACl) — is discussed further here. A key feature of these PACl solutions is that they contain highly charged polycations, [AlO 4 Al 12 (OH) 24 (H 2 O) 12 ] 7+, mostly referred to as Al 13 -polymers (see, for example Ref. 12).
A model of these intriguing superstructures is presented in Figure 7, with a so-called ball-and-stick model. As is clear from the structural formula and the model, 12 molecules of hydration water are present in one molecule of Al 13 -polymer. At high PACl dosages, the Al 13 -polymers tend to form voluminous clusters sizing a few micrometers [ 12].
![Figure 7: This model shows the [AlO4Al12(OH)24(H2O)12]7+ polycation, which is present in PACl solutions. The aluminum in the central Al(O)4 unit is shown in dark blue, others in light blue. Oxygen is shown in red, hydrogen is shown in white (Source: Saukkoriipi, 2010 [11], with permission).](https://www.chemengonline.com/wp-content/uploads/2016/09/09FRSAS-FIG-7.jpg)
Figure 7: This model shows the [AlO4Al12(OH)24(H2O)12]7+ polycation, which is present in PACl solutions. The aluminum in the central Al(O)4 unit is shown in dark blue, others in light blue. Oxygen is shown in red, hydrogen is shown in white (Source: Saukkoriipi, 2010 [11], with permission).
The effect of PACl addition to the sludge, at a dosing rate of 200 g PACl per kg MLSS (MLSS = mixed liquor suspended solids), was evaluated, to determine its effect on the stickiness of the filamentous sludge (data shown in red in Figure 6). The PACl used is PAX-14.
The result of the PACl conditioning is shown in green in Figure 6, and clearly demonstrates the curing effect of the PACl on the adhesiveness of the filamentous sludge. This is in line with prior reported results by the authors for non-filamentous sludge [ 10, 13].
PACl-treated sludge barely experiences a sticky phase, thereby significantly simplifying sludge-dewatering operations. This salient and welcome feature of PACl is proposed to occur as a result of the bound hydration water of the Al 13 -polymers which, once attached to the exterior of the sludge floc structure, enables aquaplaning for the sticky polymers [ 10].
Figure 8 shows the effect of two different PACl dosages on the stickiness of filamentous sludge (100 and 200 g per kg MLSS; this is the equivalent of administering roughly 10 and 20 L, respectively, of PACl solution to a sludge feed of 7 m³ at industrial scale). The differences in the adhesiveness of the untreated filamentous sludges that are shown between Figure 6 and Figure 8 are likely due primarily to non-identical sampling times, as both sludges have the same SVI of approximately 160 mL/g.
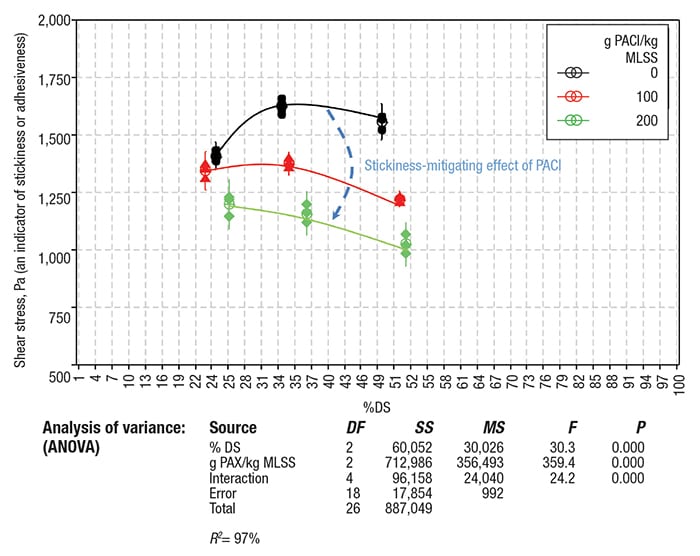
Notes: DF = degree of freedom; SS = sum of squares; MS = mean sum of squares; F = calculated F-value, P = p-value (when p <0.05, there is a statistically significant effect), R² is coefficient of determination, or the fraction of the variation in the shear stress explained by the variation in the dry substance (DS) that remains after sludge dewatering and the applied PACl dosing
Figure 8. The effect of administering 100- and 200-g PACl/kg MLSS (mixed liquor suspended solids) on stickiness is shown. Every shear test was repeated three times, and bars shown are the 95% confidence interval.
This time, the stickiness was evaluated only at 25, 35 and 50± 2% DS (DS = the dry substance that remains after sludge dewatering). The Analysis of Variation (ANOVA) table depicted in Figure 8 (with the dryness of the dewatered sludge cakes rounded to 25, 35 and 50% DS) indicates that 97% of the variation in the observed shear stress is explained by the induced variation in cake dryness and sludge conditioning, with the PACl dosing solely accounting for 80% of the variation in the stickiness. For the sludge studied, increasing the PACl dosing from 100 to 200 g/kg MLSS is recommended, to facilitate sludge handling during the dewatering/drying treatment step. — Edited by Suzanne Shelley
Acknowledgements
The authors would like to thank Eco Process Assistance (EPAS) in Ghent, Belgium, for the microscopic photographs developed for this article, and for the identification of the filaments.
References
1. Peeters, B., Dewil, R., Smets, I., Challenges of Drying Sticky Wastewater Sludge, Chem. Eng., 121, pp. 51–54, 2014.
2. Jenkins, D., Richard, M.G., Daigger, G.T., “Manual on the Causes and Control of Activated Sludge Bulking and Foaming,” 2nd Ed., Lewis Publishers Inc., Chelsea, Mich., 1993.
3. Water Environment Federation (WEF), “Wastewater Biology: The Microlife,” 2nd Ed., Alexandria, Va., 2001.
4. NEN 6624, Slib: Bepaling van de Slib volume-Index (SVI) (Sludge: Determination of Sludge Volume Index), Dutch Normalisation Institute, Delft, The Netherlands (in Dutch).
5. APHA-AWWA-WEF, Standard Methods for the Examination of Water and Wastewater, American Public Health Association, Washington, D.C., 2005.
6. Peeters B., Dewil R., Lechat D., Smets I.Y., Quantification of the Exchangeable Calcium in Activated Sludge Flocs and its Implication to Sludge Settleability, Separation and Purification Technology 83, pp. 1–8, 2011.
7. Peeters, B., Wastewater Sludge Centrifugation Before Drying, Chem. Eng., 122, pp. 56–60, 2015.
8. Novak, J.T., Dewatering of Sewage Sludge, Drying Technology, 24, pp. 1,257–1,262, 2006.
9. Peeters, B., Dewil, R., Van Impe, J.F., Vernimmen, L., Smets, I.Y., Using a Shear Test-based Lab Protocol to Map the Sticky Phase of Activated Sludge, Environmental Engineering Science, 28, pp. 81–85, 2011.
10. Peeters B., Dewil R., Vernimmen L., Van den Bogaert B., Smets I.Y., Addition of Polyaluminiumchloride (PACl) to Waste Activated Sludge to Mitigate the Negative Effects of its Sticky Phase in Dewatering-drying Operations, Water Research, 47, pp. 3,600–3,609, 2013.
11. Saukkoriipi, J., Theoretical Study of the Hydrolysis of Aluminum Complexes, Series Acta Universitatis Ouluensis Scientiae Rerum Naturalium (A 554, 2010), PhD thesis, University of Oulu, Finland, 2010.
12. Lin, J.L., Chin, C.-J.M., Huang, C., Pan, J.R., Wang, D., Coagulation Behavior of Al13 Aggregates, Water Research, 42, pp. 4281–4290, 2008.
13. Peeters, B., Dewil, R., Vernimmen, L., Smets, I.Y., Avoiding Activated Sludge Stickiness Through Addition of Polyaluminiumchloride (PACl). In: Proceedings of the 11th World Filtration Congress (WFC 11), Graz, Austria, paper P368, 2012.
Authors
 Bart Peeters is a manufacturing technologist at Monsanto Europe N.V. (Haven 627, Scheldelaan 460, 2040 Antwerp, Belgium; Phone: +32 3 568 5762; Email: bart.peeters@monsanto.com), where he has been working since 1998. He first served as an onsite process-improvement engineer at Eastman’s PVB polymer manufacturing plant, (until 2004). Since then, he has been working in the environmental department of Monsanto, with particular responsibilities in improving the company’s wastewater-treatment plant and the combined sludge centrifuge-dryer installation. Being a Master Black Belt, he is also the Six Sigma program leader at the Monsanto Antwerp site. While working at Monsanto’s WWTP, Peeters obtained his Ph.D. in chemical engineering from the KU Leuven (Belgium), on the research topic “Effect of Activated Sludge Composition on its Dewaterability and Sticky Phase.” Prior to that, he received his M.S.Ch.E. degree from the KU Leuven in 1998, plus his M.Bio.Ch.E. degree in 1996 from the university college De Nayer. He is the author of 20 papers in scientific journals, technical magazines and international conferences.
Bart Peeters is a manufacturing technologist at Monsanto Europe N.V. (Haven 627, Scheldelaan 460, 2040 Antwerp, Belgium; Phone: +32 3 568 5762; Email: bart.peeters@monsanto.com), where he has been working since 1998. He first served as an onsite process-improvement engineer at Eastman’s PVB polymer manufacturing plant, (until 2004). Since then, he has been working in the environmental department of Monsanto, with particular responsibilities in improving the company’s wastewater-treatment plant and the combined sludge centrifuge-dryer installation. Being a Master Black Belt, he is also the Six Sigma program leader at the Monsanto Antwerp site. While working at Monsanto’s WWTP, Peeters obtained his Ph.D. in chemical engineering from the KU Leuven (Belgium), on the research topic “Effect of Activated Sludge Composition on its Dewaterability and Sticky Phase.” Prior to that, he received his M.S.Ch.E. degree from the KU Leuven in 1998, plus his M.Bio.Ch.E. degree in 1996 from the university college De Nayer. He is the author of 20 papers in scientific journals, technical magazines and international conferences.
 Luc Vernimmen is an analyst at Monsanto Europe NV (Phone +32 3 568 2029; Email: luc.vernimmen@monsanto.com), where he has been working in the analytical services laboratory since 1979. He provides laboratory support to the environmental operations at the Monsanto Antwerp site, and particularly to the activated-sludge wastewater-treatment plant, including process troubleshooting, optimization and development. He holds a B.S. in industrial chemistry.
Luc Vernimmen is an analyst at Monsanto Europe NV (Phone +32 3 568 2029; Email: luc.vernimmen@monsanto.com), where he has been working in the analytical services laboratory since 1979. He provides laboratory support to the environmental operations at the Monsanto Antwerp site, and particularly to the activated-sludge wastewater-treatment plant, including process troubleshooting, optimization and development. He holds a B.S. in industrial chemistry.