Data analytics, connectivity and machine learning are helping processors maintain facilities in a more cost-efficient way
Modern technologies, such as smart sensors, data analytics, the industrial internet of things (IIoT) and machine learning, are changing the face of maintenance to help processors ensure they are spending their maintenance dollars in the wisest way possible. While it may seem like a data-centric maintenance practice will require a lot of high-tech equipment, experts say chemical processing facilities likely have some of the necessary pieces already in place, and a variety of approaches allows users to go as light or as heavy as is desirable (Figure 1).

Figure 1. “The idea of using connectivity and analytics for predictive maintenance allows users to go all in and look at reliability of the asset and the business as a system,” says Robert Golightly of AspenTech. “If you have a system view of what’s going on, you can address the little vulnerabilities, as well as the big upsets, before they negatively impact the process or the business.”
AspenTech
The evolution of maintenance
“For a long time there was only reactive maintenance,” says Jerry Browning, senior advisor for enterprise maintenance, North America, with IFS (Itasca, Ill.; www.ifsworld.com). “Something was only fixed when it broke and maintenance techs ran from fire to fire. Then came preventive maintenance, which used available information on life expectancy of a class of assets to get ahead of the curve and provide maintenance on a routine schedule.”
There are pros and cons associated with preventive maintenance. “The good part is preventive maintenance can save 10 to 15% in downtime and repair costs compared to reactive maintenance. The downside is preventive maintenance isn’t always cost effective because it is hours- or cycle-driven and maintenance is performed based upon tribal knowledge or OEM [original equipment manufacturer] recommendations on equipment that may not be in danger of failure.”
Nathan Hedrick, flow product marketing manager with Endress+Hauser (Greenwood, Ill.; www.us.endress.com) explains the preventive maintenance philosophy with the following example: “A flowmeter may have had a problem with buildup that shut down the operation. As a result, the maintenance team creates a preventive maintenance schedule that cleans every flowmeter in that unit semi-annually to avoid future shutdowns. While it may prevent future failure, it could also be that the shutdown was an anomaly. If that’s the case, maintenance is spending a lot of time and resources to inspect and clean meters that are fully functional.”
Not only does this squander time and money, but it “treats the symptom instead of the disease,” says Hedrick. “The symptom would be that the meter caused the process to shutdown, but the disease could be an excursion in temperature that caused the media to solidify and trip up the meter.”
However, had the maintenance team had access to diagnostics, they may have been able to address the problem before failure. Further, if they had access to process data, they may have been able to see the trend and identify the root cause of the problem instead of simply addressing the symptom at the back end, says Hedrick.
Enter the next evolution of maintenance: predictive maintenance, which was initially based upon the actual condition of the equipment itself as determined by diagnostic data collected from hand-held devices or automated instruments. “Oil analysis, vibration analysis, acoustics, thermography and the like provide a very good indication of how well a piece of equipment is performing or where certain parts of the process are degrading so problems can be addressed before failure,” notes IFS’s Browning.
The most current iteration of predictive maintenance incorporates equipment health status, process data and analytics to identify abnormal situations and then calls for the necessary maintenance actions to avoid failures and downtime, says Brian Joe, wireless product manager for Emerson Automation Solutions (Shakopee, Minn.; www.emerson.com). “Predictive maintenance ensures companies spend resources more effectively on issues as they begin to happen,” says Joe. “Predictive maintenance doesn’t waste resources replacing things before it is necessary. This allows some asset-maintenance schedules to be extended. It also eliminates some failures that preventive maintenance would not resolve.”
While it is not likely that predictive maintenance will wholly replace preventive techniques, there is a movement toward blending the two methodologies. “We probably won’t see any situations where preventive practices are eliminated entirely,” explains Joe. “For some asset classes, doing things on a schedule makes sense and some low-criticality assets will be allowed to run to failure because the potential impact is so low.”
He continues: “The extent to which predictive practices are deployed will increase as more diagnostic instruments become available at lower costs combined with simpler and cheaper data collection and analytics platforms. We’re seeing that happen right now.”
The variety and number of asset classes covered by predictive practices is increasing, but many actions will still be driven by a schedule, he explains. “Even with predictive maintenance practices in place, plants will likely still perform periodic maintenance on pumps, heat exchangers and similar equipment, even when predictive intelligence does not indicate an issue.”
Masahara Aonuma, manager, lifecycle service business division, IA Systems and Service Business with Yokogawa (Sugar Land, Texas; www.yokogawa.com), agrees that a combined approach is a good one. “The benefits of preventive maintenance are finding faults and improving asset condition. The benefits of predictive maintenance are reducing system downtime, optimizing part lifecycle and improving productivity, which is possible because prediction is guided by measured data and enabled by technological innovation [Figure 2], such as IIoT and artificial intelligence,” says Aonuma. “Both services are important elements and the two maintenance techniques are being incorporated into one maintenance practice to offer the best lifecycle execution plan. In order to maintain stable and continuous operation, effective lifecycle planning must be implemented to maximize system performance.”
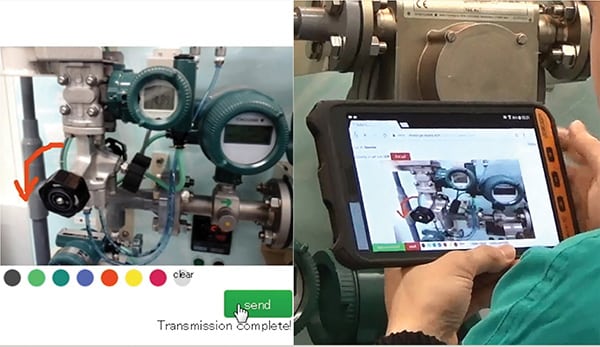
Figure 2. Yokogawa’s SensPlus Buddy provides visual transmission video calls and augmented reality, as well as information sharing by sending images and texts. This improves the efficiency of maintenance work, reduces losses due to mistakes and facilates safe and worry-free plant maintenance
Yokogawa
Today’s maintenance toolbox
According to Endress+Hauser’s Hedrick, doing this type of predictive maintenance requires instrument and system monitoring, as well as analysis of data. “To simplify, we say there are Three A’s to the process: Acquire, Accumulate and Assess.” To acquire the necessary data, there must be a way to get the data out of the process, which relies upon smart instrumentation and some sort of digital communication system or multiple analog signals to retrieve and move the data from the instruments. There must also be a place to accumulate that data, which may fall to the historian. “Many processors already have a historian on their control system, which means they may not need to add infrastructure, but rather allocate more memory to accumulate the process data,” he says.
Another option might be sending it to the cloud via an edge gateway or device (which sits on the “edge” of the network and serves as a seamless integration point between IIoT and the cloud). From there, the data must be assessed, turned into useful information and delivered to the appropriate person. This is the part of the equation that varies the most. Some processors may choose to use software designed for this purpose. Others may choose to partner with an instrumentation, software or automation supplier offering this service.
For today’s predictive maintenance analytics, modern technologies often come into play, says Yokogawa’s Aonuma. “The latest technologies, such as IIoT, artificial intelligence, machine learning, environmental diagnosis and compact wireless sensors, increase prediction accuracy,” he says.
Here’s how they all work together:
Data collection. The first step to an effective predictive maintenance plan is gathering the data necessary to make intelligent decisions, says Emerson’s Joe. By obtaining more relevant realtime data, such as pressure, temperature and vibration, on important assets, reliability and maintenance personnel can take more informed actions (Figures 3 and 4).

Figure 3. Emerson’s Plantweb Insight software apps analyze the data from specific assets, such as pumps, and provide predictive maintenance information, such as imminent failures
Emerson
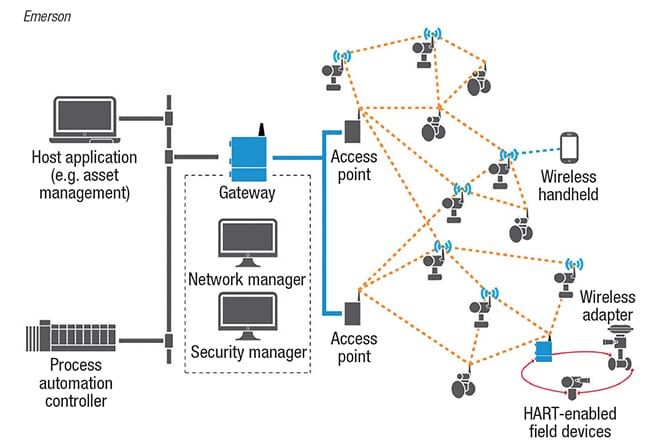
Figure 4. WirelessHART sensors and networks provide a low cost way to gather the data required for effective predictive maintenance
Emerson
If this is all new, says Hedrick, the starting point is an installed base audit that examines the instrumentation already in place. “Dumb” instrumentation doesn’t offer a lot of diagnostic or process information, so it likely won’t support a move to this type of predictive maintenance. However, many users may find they have the necessary “smart” instrumentation in place, but have merely been accessing just the basic data. “Most modern instrumentation offers a lot of diagnostic and process monitoring information that is not being taken advantage of, so it may be that processors simply need to take a fresh look at the information that can be extracted from their existing devices. If the instruments don’t offer this, it is also possible to strategically add measurement points or different measuring technologies to obtain additional information.”
He continues: “We usually tell customers to start with what they have and strategically figure out where it makes the most sense to upgrade. You don’t upgrade everything in the plant and completely shift from preventive to predictive maintenance, but rather look at the most important applications, such as those that are critical or involve a lot of expense, and start by implementing a predictive strategy on critical, high-value applications.”
Moving data.Once collected, there must be a way to get data out of the instruments to a place where it can be analyzed. Usually a digital communication system takes data to the control room, an edge device that moves data to the historian or the cloud or possibly an interfacing software system where it can be analyzed using some type of analytics methodology. Many automation and software providers offer edge-type devices where analytics may take place (thus the term edge computing) or where data may be streamed to the cloud for cloud-based computation.
“Something to keep in mind when talking about predictive maintenance and analytics in the context of buzzwords like Big Data, Industry 4.0 and the IIoT, is the importance of open standards,” says Firas Khalil, head of the Digital Enterprise Lab with Siemens (Alpharetta, Ga.; www.usa.siemens.com/processautomation). “Open standards allow better communication when interfacing with different vendors and suppliers in terms of all the technologies being offered now and in the future. This applies not only to the cloud, but also on the level beyond the cloud, as well as on the device level, IT components, control system and throughout the lifecycle of it all. As the predictive maintenance trend continues to grow, most processors will use a multi-vendor approach, so interoperability will grow increasingly important.”
Analyzing the data. “Assessing the information is more than just a black box that receives data and spits out results processors can use to plan maintenance,” says Phil Bush, product manager, Remote Monitoring & Analytics, with Rockwell Automation (Milwaukee, Wis.; www.rockwellautomation.com). “It’s about translating the data using subject matter expertise and providing process models that can be used to represent normal operations for that process and trigger alerts when something is abnormal, as well as using machine learning to continuously train the system to know what is normal and what will cause an upset.”
Getting to this point requires data associated with the process, including historical data because this information will be used for building predictive models. “To predict what will go on in the future, we have to understand what has gone on in the past,” says Bush.
Another requirement for being able to build a predictive maintenance program is expertise around the process itself; what is normal and appropriate for the process? “These two aspects depend upon the processors providing the data associated with the process and expertise about their process,” Bush says. “Above that, there’s usually analytic software and machine-learning technology components that take subject matter expertise and translate it into predictive models that can be used by the processors to make appropriate maintenance decisions.”
In addition to software that includes analytics and machine learning for advanced predictive maintenance, some incorporate a “digital twin” that serves as a representation of the asset, complete with dynamic information to provide a complete view, says Hans Thalbauer, senior vice president, Digital Supply Chain and Internet of Things, with SAP (Newtown Square, Pa.; www.sap.com). And, if desired, a network can be created that includes not only information about the asset, its performance and maintenance requirements, but also connects to any partners involved in the lifecycle of that asset, such as third-party maintenance services and other business partners. “These are total solutions that create a complete stack with a digital twin of the asset that includes the asset performance and management strategy, as well as the asset intelligence network, which allows you to connect the maintenance and procurement departments, vendors in the supply chain and anywhere else that might be affected by the asset or tied into the financial element of the asset’s performance.”
“Integration between all the organizations, components and processes allows users to leverage the information in different ways so the most value can be generated by connecting the machine, analyzing information about the asset and performing necessary actions as part of the business process,” says Thalbauer (Figure 5).

Figure 5. Building an intelligent enterprise includes connectivity and integration between all the components, processes and organizations so that processors may leverage the information in multiple ways allowing actions to be performed as part of the overall business process
SAP
The benefits
In today’s competitive process environment, predictive maintenance should be used not only to keep the process up and running, but also to provide guidance on how to spend maintenance dollars in the way that provides the greatest return on investment.
For example, some software provides advanced simulation, making it possible to venture beyond just noting that equipment will fail and what that means for the process. “Most simulation will tell you what will happen if a component fails,” says Robert Golightly, senior product marketing manager of the asset performance business unit with AspenTech (Bedford, Mass.; www.aspentech.com). “That’s sort of a ‘binary’ decision process, but we make it ‘analog’ with simulation that looks at the problem on a flow basis and what happens not only if it fails, but when it slows down, runs at full steam or anything in between, which lets users monetize decisions.”
For example, it’s not unusual for more than one component to require maintenance at any given time, so it often becomes a case of determining which piece of equipment is more important. “Our software can prioritize the information by saying, ‘Here’s six things that are going to go wrong in the process. These three don’t matter, these three do. Work on them in this order.’ It is the adult in the room that tells users where to focus based on economic impact.”
Even further, if users ensure that all involved costs are considered, including asset value, maintenance costs, analytics infrastructure and uptime of the plant, they can make the right tradeoffs. “For example, run to failure with no maintenance also has a place in the maintenance toolbox, along with preventive and predictive practices, but the costs and tradeoffs must be analyzed for each approach: run to failure, calendar/hours of operation-based preventive and predictive,” says Michael Risse, vice president at Seeq (Seattle, Wash.; www.seeq.com). “One customer has created a model with Seeq where they can see declining performance in an asset, and trade off this decrease in asset performance against the market value of the product to decide when to perform maintenance. So rather than optimize for a process parameter or other metric, they are making real-time profitability the priority outcome.”
He continues: “That is where leading companies are going, not to the asset or line level, but at the outcome level of increased ROI [return on investment; Figure 6]. This can mean a perfectly good decision is delaying predictive maintenance that is known to be required in order to continue production that will be profitable over the coming weeks or months.”
SAP’s Thalbauer agrees. “The idea is to build a really intelligent enterprise that includes connectivity and integration between all the components, processes and organizations so that you may leverage the information in multiple ways so you can perform actions as part of the overall business process. In the end, it’s about the intelligent connection between the equipment and the business,” he says.