Modern air-filtration systems provide more-efficient dust collection and assist with air quality compliance
Air-filtration and dust-collection systems are the go-to gear for protecting employees and equipment from dust exposure and for complying with air-quality, safety and combustible-dust regulations enforced by local, state and federal authorities. Despite the necessity of the equipment, many processors use legacy systems that no longer function at the highest levels of filtration or energy efficiency or, worse, do not meet National Fire Protection Agency (NFPA; Quincy, Mass.; www.nfpa.org) guidelines for combustible dusts. Clearly, these are very big concerns in chemical process industries (CPI). For this reason, updating to more modern equipment may be in order. However, because every dust, every facility and every process is different, there’s a lot to consider when evaluating a new dust collection system.
The necessity of air filtration
“Most of the systems we sell are related to improving air quality and protecting employees from exposure to contaminated air or direct exposure to the contaminant being collected,” says Travis Haynam with Parker Hannifin’s Industrial Gas and Filtration Division (Lancaster, N.Y.; www.parker.com). “Asset protection — protecting process equipment from dust that may cause corrosion or get inside bearings or moving parts of the machinery and cause abnormal wear or premature failure — is another factor in employing a dust collection system. And, certainly, a lot of the material chemical processors work with presents a risk of explosion or combustibility, so collecting and controlling combustible dust helps protect from these hazards,” Haynam says.
While air-filtration and dust-collection systems are nothing new for chemical processors, problems arise when existing equipment can no longer keep up with current standards or processes. “There are two issues we often see. First, a lot of facilities have legacy systems that aren’t properly protected according to current NFPA standards, which is a problem in the chemical industry because they often handle more exotic dusts with higher explosivity ratings,” says Steve McConnell, global director of filtration with Schenck Process (Kansas City, Mo.; www.schenckprocess.com).
“The second issue is that a lot of legacy systems have gone out of balance due to changes in the process or the addition of new ductwork and pick-up points. The system was likely designed and working correctly initially, but alterations may cause the collection system to become problematic in that it is no longer collecting the dust in an efficient manner.”
Upgrading the system may seem like an obvious step, but experts say selecting air-filtration equipment is anything but simple. For this reason, many equipment providers, including Schenck, have engineering groups that will assist processors in determining what they need to protect employees and facilities from dust. “Our dust-collection engineering group includes industrial ventilation design specialists with experience in ductwork design and dust collection systems,” says McConnell. “They analyze the health of existing systems, look at maintenance schedules, provide a complete ductwork and airflow design analysis and offer recommendations for existing systems that aren’t working properly and aren’t NFPA compliant, as well as for upfront design of new systems.”
Experts agree that having this type of engineering study is necessary to find the system that will work most efficiently and meet the specific dust collection needs of each facility. And, the two most-asked questions during these studies are how to handle combustible dusts and how to lower the overall cost of the system while providing the most efficient filtration.
Handling combustible dusts
Combustible dusts have become one of the biggest concerns for industry over the last few years due to some large, dust-related explosions. These incidents have spurred initiatives such as the Occupational Safety and Health Administration’s (OSHA; Washington, D.C.; www.osha.gov) 2008 Combustible Dust National Emphasis Program; and NFPA’s recent 652 Standard on the Fundamentals of Combustible Dust (2016 edition). While the NFPA standards aren’t necessarily law, they can be enforced as such on a regional basis, if adopted. NFPA 652 was developed to promote hazard analysis, awareness, prevention and protection, but because the hazard-analysis portion of the standard is new and because prevention and protection can take different forms for each facility, many processors aren’t sure what equipment they need to keep employees and facilities safe.
“Our customers ask for the ‘easy button’ solution, but the challenge with combustible dusts is that there is no ‘easy button,’” says Karen Wear, market manager with Donaldson (Bloomington, Minn.; www.donaldson.com). “Each processor needs to work through individual needs and hazards to find a solution to the combustible dust issue that best works for them.”
In a nutshell, NFPA 652 requires a dust hazard analysis and risk assessment for each process that handles or creates combustible dust for both new and existing installations by October 2018. Following analysis that determines where combustible dust is an issue, mitigation of, and protection from, hazards becomes necessary.
“We are not experts on combustible dust mitigation, but we can help customers through the process of determining what they may need. To better explain what is necessary, we created a Combustible Dust Roadmap that guides users through the process of determining which type of collection, mitigation and protection equipment they may want to consider,” says Wear (this Roadmap can be found at the end of the online version of this article at www.chemengonline.com, see Figure 0 below). “The first step in the process is the dust hazard analysis. For any facility with dust, they need to determine any risks associated with their dust, such as whether the dust is explosive, flammable or toxic, and if it has the potential to cause a reaction if combined with another type of dust. This typically requires sending dusts out for testing. If it is determined that a dust is combustible or explosive, further testing is needed to determine the explosibility severity and other factors. Understanding these parameters can then guide processors in the selection of dust collection and the necessary mitigation and protection equipment.”

Figure 1. The Downflo Evolution (DFE) combines the latest in filtration technologies in a dust collector that allows utilization of a variety of mitigation equipment strategies Donaldson
If combustible dust is found to be an issue, selection of equipment, says Wear, should include options for mitigation and protection for both fire and explosion risks. Mitigation refers to equipment that helps reduce the potential for a fire or explosion from occurring and protection refers to equipment that reduces the damage risks to employees, equipment and the facility, if an event does occur.
Mitigation and prevention equipment might include spark arrestors or spark-abatement systems that would detect and douse a spark with fluid, or inerting systems that would blanket the spark with a material to inert the spark before a fire could take place in the collector.
Protection equipment usually includes technologies that minimize the effects if an event does occur, such as isolation systems, fire suppression systems and explosion vents or explosion suppression systems. Location of the dust collection system — whether it is indoors or out — is also a factor in selecting mitigation equipment.
While combustible dust hasn’t created major changes in dust-collector design, it has made users aware that the dust collector is not the only piece of equipment they need to consider. “Customers realize they can’t just buy a new base-level dust collector and meet the requirements for combustible dust,” says Wear. “Additional equipment may be needed to meet the mitigation strategy they have mapped out.”
However, having a base technology that can support combustible dust equipment options is a must. For this reason, Donaldson offers its Downflo Evolution (DFE) dust collector (Figure 1). “The DFE provides a combination of the latest in filtration technology in a dust collector that allows utilization of a variety of mitigation equipment strategies,” notes Wear. “The filtration technology is important because it must be as effective as possible in removing the dust from the airstream, especially when collecting toxic or reactive dusts, while at the same time allowing the majority of available mitigation options to be applied.”
Wear stresses that it is important to work with a knowledgeable employee safety and health professional and an industrial ventilation designer who understand the applicable standards and regulations, as well as the unique process and facility requirements, to ensure nuisance dusts are managed safely and effectively.
Reducing operating costs
Not only does dust-collection equipment cost money upfront, but air-filtration systems are notoriously expensive to operate and maintain. Experts suggest seeking out modern technologies that work toward reducing these costs via greater energy and filtration efficiencies and increased reliability.
“After the basics of how to capture the particle, keep it captured and dispose of it, as well as meeting any combustible-dust standards, comes the important issue of total cost of ownership,” says Greg Carmichael, vice president of sales with RoboVent (Sterling Heights, Mich.; www.robovent.com). “Energy efficiency, filter life and maintenance costs all factor in here and they are often all tied together.”
For example, filters that last longer in the system typically use less energy, says Charlie Seyffer, manager of technical materials with Camfil USA (Riverdale, N.J.; www.camfil.us). “One of the biggest expenses is having to change filters. Not only is there the cost of purchasing new filters, but there is also a cost associated with the labor, so longer-lasting filters are usually in demand. Also important is the amount of energy a filter will use.”
To meet these needs, filter manufacturers work toward configuring filters to keep resistance down and provide increased media area for longer life, he says. Camfil offers Hi-Flo ES filters, which use 27 to 50% less energy than competitive filters and offer 25 to 50% longer life compared to competitive rigid filters. These high-efficiency pocket filters offer a unique configuration and high-loft, air-laid microfiber glass media for optimal performance. Small fiber diameter and uniform lofting provide uniform capture of submicron particles and low resistance to airflow, which increases energy efficiency.
The company’s Durafil ES provides an “energy-optimized” filter design that makes it possible to save 30 to 40% more energy than standard V-shaped filters and 30 to 50% versus other final-filter-product designs. The curved form of the air inlet and outlet provides greater open area than other V-shaped filters, resulting in a lower pressure-drop profile. In addition, the media packs use a newly developed height-to-pleat spacing ratio that works in conjunction with the radial inlet and outlet to minimize pressure drop. The pleat separators ensure plated stability to provide continual low-energy usage performance. And, the Energy Saver media is designed with a fiber structure that maximizes filter life (Figure 2).
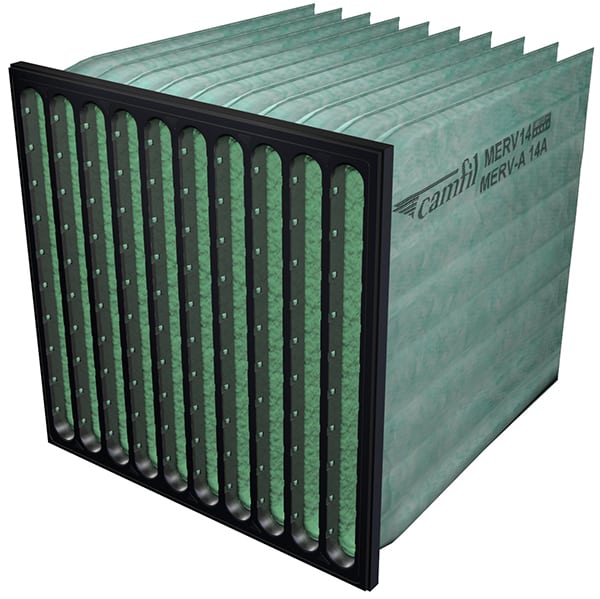
Figure 2. V-Bank style filters, such as Camfil’s Durafil ES, are excellent for systems with varying or low airflow, have high dirt-loading capacity for long life and are available in efficiencies of MERV 11, 13 and 14, or ePM2.5 and ePM1 Camfil
The method by which the collector cleans the filter is another factor affecting energy efficiency. Schenck’s McConnell says: “Dust collectors usually use compressed air to clean the filters, which is a notorious energy hog.” To reduce energy usage, Schenck offers its MCF PowerSaver dust collector, which can save up to 50% of operational costs by using medium-pressure air for the cleaning cycle (Figure 3). The integrated blower provides the 0.49 bar, medium-pressure air for cleaning, which eliminates the need for plant compressed air in the filter. “Having its own positive-displacement blower supply cleaning air boosts energy efficiency because you are using less horsepower for cleaning cycles,” he explains.

Figure 3. To reduce energy usage, Schenck offers its MCF PowerSaver dust collector, which can save up to 50% of operational costs by using medium-pressure air for the cleaning cycle Schenck
Parker is also changing up the way filters are cleaned in an effort to reduce energy usage. The company’s DustHog SFC dust collection units employ a pulse-cleaning technology that “pulses off” dust from the filter (Figure 4). Using an optimized nozzle and venturi, air is pulsed at a precisely calculated distance through an unobstructed airway. The result is increased pulse-cleaning energy with lower pressure drop and longer cartridge life. Because fewer pulses are needed to clean the filters, less compressed air is used and filter life is increased because there is less stress on the filter media.
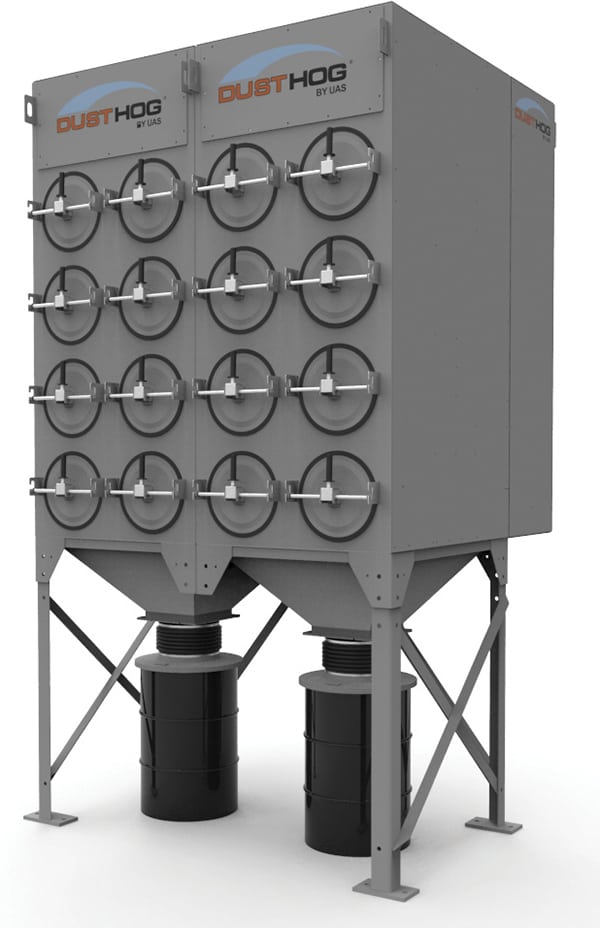
Figure 4. Parker’s DustHog SFC dust collection units employ a pulse cleaning technology that “pulses off” dust from the filter Parker Hannifin
In addition to extending filter life and reducing energy costs, better management of maintenance activities is another way to lower the total cost of ownership, explains RoboVent’s Carmichael. Smart controls and the emerging industrial internet of things (IIoT) are helping to accomplish that. RoboVent’s eTell Intelligent Controls eliminate maintenance efforts where they aren’t needed and help processors move toward predictive maintenance (Figure 5). The control system predicts how much life is left in filters and when tasks should be performed based on system use patterns. An available cloud-based application provides visibility for all dust collection equipment within multiple facilities or on a single application. And, eTell is able to learn the system and the processes and make realtime adjustments to save energy and extend filter life.

Figure 5. RoboVent’s eTell Intelligent Controls eliminate maintenance efforts where they aren’t needed and help processors move toward predictive maintenance RoboVent
While air-filtration and dust-collection systems are often viewed as necessary operating expenses, updating them to meet current standards and enhance energy efficiency while reducing operating costs can provide financial benefits, says Parker’s Haynam. “If the current system is causing problems, replacing it will provide payback through energy savings, reduced risk or less maintenance,” he says. “In addition to those benefits, there is the benefit of having a cleaner facility, which will improve the process as well as employee health and wellness.”
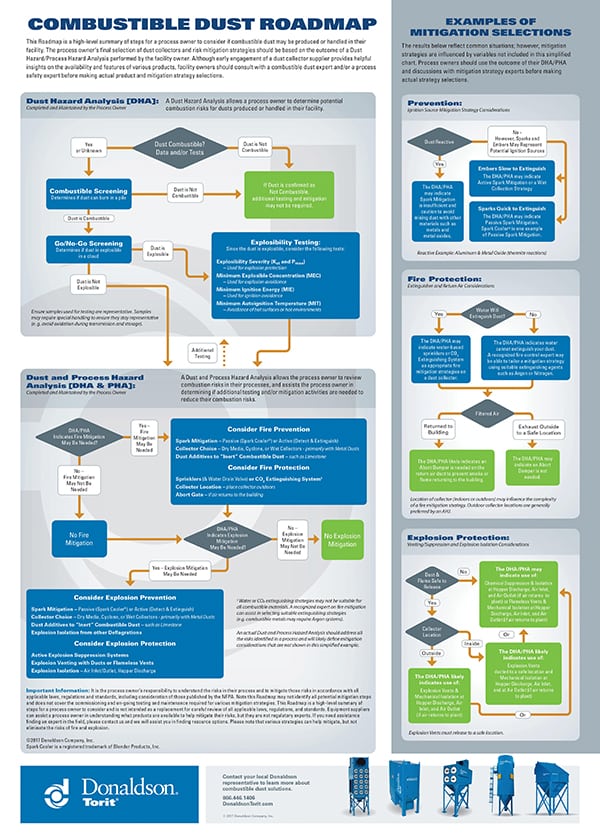
Figure 0. Donaldson’s Combustible Dust Roadmap guides users through the process of determining which type of collection, mitigation and protection equipment they may want to consider
Donaldson