Methods for controlling reboilers in distillation towers are central to good reboiler operation and tower stability. Control valves can be located in the steam-inlet line or in the condensate-outlet line. This article updates guidance for key considerations and practices using both schemes
A large fraction of distillation tower reboilers, possibly most, are heated by condensing vapor. Typical examples are steam reboilers, refrigeration vapor reboilers, and heat-integrated reboilers that condense overhead vapor from the same or a different tower. For these reboilers, the control valve can be located either in the steam (or vapor) inlet line or in the condensate outlet line. The two methods are different in principle and operation, have different strengths and weaknesses, and require different measures to achieve trouble-free operation.
The selected method, as well as the features added to overcome its weaknesses, is central for good reboiler operation, performance and tower stability. The literature has some excellent reviews [1, 2] on this subject, but these reviews have last been updated three decades ago. Recent excellent sources [3] have only partially addressed some of the key considerations. This article aims to fill in the gaps, combining the old knowledge with the recent experiences into a detailed updated guide to the key considerations, features and practices that can improve reboiler control and operation.

Photo courtesy: Fluor Corp.
Variables that regulate boilup
Reboiler control should provide effective response to column disturbances, isolate the column from heating-medium disturbances and adequately dispose of the condensate. The best variable for manipulating column boilup is selected when the column’s overall control philosophy is devised [1–4]. In most cases, boilup is regulated either to maintain a constant rate, or to achieve a desired product purity, normally in the bottom section.
When boilup is kept constant, the reboiler control valve is usually manipulated by a heating-medium flow controller or by a Btu controller. When boilup is regulated to achieve a desired product purity, the reboiler control valve is directly or indirectly manipulated by a tray-temperature controller, or by a product analyzer, or by the tower base level. Indirect manipulation uses a cascade controller that resets the setpoint of the heating-medium flow controller. The flow controller, in turn, regulates the reboiler control valve. Temperature, analyzer or level regulation of column boilup in cascade mode generally gives far smoother and superior response compared to direct manipulation. Nevertheless, direct manipulation is often satisfactory.
Oscillations and sluggishness are far more troublesome and interactive when boilup controls product purity, rather than when boilup is kept constant. This is because the temperature or composition controller feeds back fluctuations in boilup as delayed signals, calling for additional manipulative actions. The feedback interaction is most troublesome when a non-optimal temperature-control tray is used. Procedures for identifying the best temperature-control tray(s) are discussed elsewhere [1, 3, 5]. The author experienced a case where this feedback rendered a sluggish boilup control system inoperable during even mild upsets.
The discussion in this article generally applies regardless of the variable that regulates boilup and the directness of control, but the need to avoid oscillating or sluggish boilup manipulation is emphasized when boilup is manipulated to achieve a desired product purity.
Heat transfer mechanisms
Reboiler heat transfer is governed by Equation (1).
Q = U A ∆T (1)
Where Q is the heat transfer rate, Btu/h; U is the heat transfer coefficient, Btu/(h ft2 °F), A is the reboiler tubes’ heat transfer area, ft2, and ∆T is the temperature difference between the condensing heating medium and the process.
When the control valve is in the reboiler inlet line (Figure 1a), heat transfer rate is regulated by varying the reboiler condensing pressure and therefore, the reboiler condensing temperature, and in turn, the ∆T. When additional boilup is needed, the valve opens and raises the reboiler pressure, which increases the reboiler ∆T, which in turn increases the boilup rate. The steam trap removes all condensate, so that the reboiler tube area, A, is fully utilized for condensation. In the absence of constraints, there is only minor subcooling, if any, of the condensate.
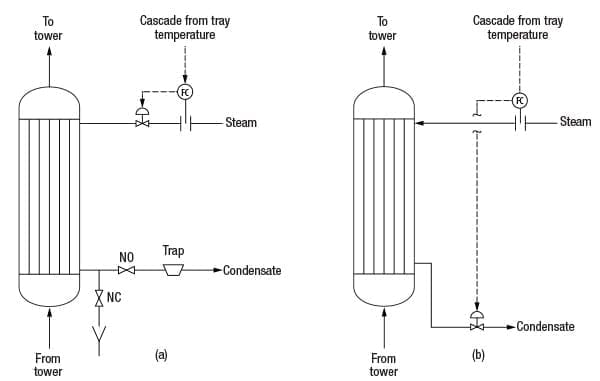
Figure 1. There are two basic reboiler-control schemes: a control valve can be positioned in the vapor-inlet line (left) or in the condensate outlet line (right)
Instead of controlling flow to the reboiler, some systems control the reboiler pressure. Controlling reboiler pressure is not recommended because the relationship between the pressure and the condensing temperature (and therefore the boilup-pressure relationship) is highly nonlinear. Further, the boilup-pressure relationship changes as the reboiler fouls and when the heat-transfer coefficient varies.
When condensate flowrate is manipulated (Figure 1b), the condensate outlet valve maintains a liquid level in the condensing side of the reboiler. The only reboiler tube area available for condensation is that above the liquid level. The tube area submerged under the liquid level performs no condensation, although it subcools the condensate. Vapor condenses at essentially the supply header pressure, keeping the ∆T constant. When additional heat is needed, the control valve opens, lowering the condensate level in the reboiler, which exposes more reboiler tube area for condensation. In turn, this increases the heat transfer rate. Here, A is varied in Equation (1). Due to the submergence of tubes under the liquid level, the condensate comes out subcooled.
Dynamic response
The dynamic response of the vapor-inlet control scheme is far superior to that of the condensate-outlet scheme. Manipulating the inlet valve changes the reboiler pressure, ∆T and heat transfer rate almost instantaneously. In contrast, the condensate-outlet valve has no direct effect on vapor flow. Condensate flow determines submergence level, and this level changes slowly. Reboiler vapor rate and heat transfer tread on the heels of the level change. Dynamically, this slow response renders manipulation of vapor flow a superior means of control.
The response time of the condensate-outlet control scheme depends on the condensate level in the reboiler. To achieve, say a 10% increase in condensation area, much more liquid needs draining when the level is near the reboiler bottom than when the level is near the top. The response to a condensate flow change therefore accelerates as the condensate level rises. Where the response is overly fast, it may be unstable [2]; and where the response is relatively slow, it may be sluggish. This issue is even more accentuated in horizontal reboilers, where the heat-transfer area change with condensate liquid level is highly non-linear.
With the vapor-inlet valve scheme, the measurement and the valve are both on the same stream, and the valve opening directly and quickly affects the vapor flowrate. In the condensate-outlet scheme, the measurement is on the vapor line, but the valve is on the condensate. Changing the condensate valve opening does not immediately affect the vapor flow. The relationship between the two is complex and non-linear [3]. In some cases, the condensate level takes longer to rebuild than to drain. This can actually be advantageous when over-reboiling is less troublesome than under-reboiling. Some useful guidelines for tuning the controllers were provided by Smith [3].
One study [6] found that with slow columns, whose time constant is more than four times the reboiler time constant, the dynamics inferiority of the condensate valve scheme becomes less pronounced, and both schemes behave dynamically the same. This coincides with the author’s experience (for example, Ref. 7, Case 26.1) of the condensate-outlet valve scheme working well when correctly configured in large trayed towers.
In some thermosiphon reboilers, especially under vacuum, heat-transfer coefficient and therefore, the heat duty, are sensitive to the net liquid driving head [1, 9]. In the condensate-outlet scheme, condensate-side level fluctuations vary the net driving head and can likewise destabilize reboiler operation.
The vapor inlet scheme is more effective than the condensate outlet scheme in terms of filtering out disturbances in the steam supply and preventing them from upsetting the tower [6, 10].
Condensate removal and reboiler seal loss
If the condensate valve cannot drain all the condensate that the reboiler generates, a maximum vapor flowrate may be reached with condensate still covering a portion of the tubes. The remedy depends on the cause of the problem. If there is a sufficient pressure difference between the reboiler and the condensate header, it may be sufficient to re-size the valve and the condensate line, or both. If the pressure difference is small, a condensate pot with a pump (Figure 2a) may be needed.
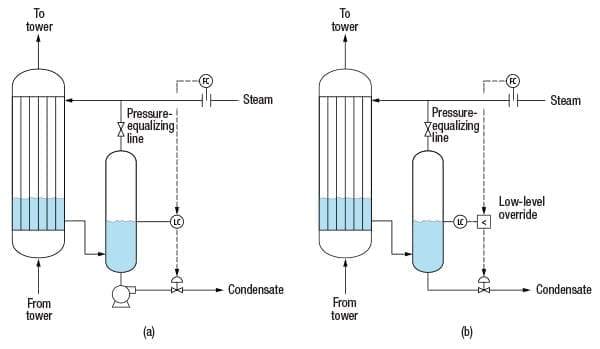
Figure 2. These diagrams show the condensate-outlet control scheme with a condensate pot. In 2a, it is achieved via condensate pot level, and in 2b, with condensate-pot level override
The converse phenomenon can be even more troublesome. When the reboiler cannot condense vapor as fast as the condensate valve removes liquid, the liquid seal in the reboiler may be lost, resulting in vapor passing into the condensate system. Without the seal, vapor tends to channel through the reboiler, causing a dramatic loss of heat transfer, and in the case of steam, also hammering in the condensate system. One seal-loss incident in a reboiler condensing refrigerant vapor, using the control system in Figure 1b, has been described in detail [7, 8]. Many other seal-loss incidents have been experienced by the author and others [11, 12]. Losing the seal is more likely to occur when the reboiler is fouled or pushed to the limit and the liquid level is low. To regain the seal, the condensate valve needs to be heavily throttled [7, 8, 11].
There are several ways of preventing this seal loss. The scheme in Figure 2a, but without the pump, is one option. Alternatively, the setup in Figure 2b can be used. Here, the flow controller normally regulates the condensate valve, with the level override cutting in whenever the level falls too low. The level override should not be set at a vertical height much greater than the bottom of the reboiler. Otherwise, some of the tubes will always be submerged and the effective reboiler capacity will be reduced. Often, especially in vertical reboilers, the liquid level in the condensing side of the reboiler can be monitored and used for level override control, so the drum can be omitted.
Finally, there are two “poor person’s” solutions. One is to monitor the condensate temperature leaving the reboiler. With the Figure 1b scheme, the condensate is usually subcooled. A decline in subcool indicates an imminent loss of seal, and can be alarmed or used as an override control. One thing to watch out for is that the loss of subcool can proceed rapidly, with the seal lost before the corrective action is taken. Another solution is adding a steam trap between the reboiler and the control valve. For as long as it passes condensate, the trap will have no effect. Once the seal is lost, the trap will prevent the steam from blowing into the condensate header. The downside of this approach is that when the trap blocks steam, further opening of the valve has no effect on anything [3], and the controller will tend to open the valve widely.
Energy efficiency and capital
The condensate-outlet valve scheme permits the reboiler heating at a higher pressure because it eliminates the pressure drop in the inlet control valve.
This is a major advantage and an overriding consideration when the reboil is supplied by refrigerant vapor. Refrigeration-compressor interstage pressures often “ride” on the reboiler condensing pressure, set to provide the desired reboiler heat duty. For instance, if satisfactory condensation can be provided by condensing propylene refrigerant at 20°F, with a scheme like that of Figure 1b, it needs to be compressed to 70 psia (saturation pressure at 20°F) and then run into the reboiler. With the vapor inlet valve, it needs to be compressed to a higher pressure — at least 75 psia and most likely 80 psia — to overcome the pressure drop of the valve. This means higher compressor power consumption and a larger compressor, a major increase in both energy and capital costs, which does not pay out. So almost all refrigerated reboilers use a condensate-outlet valve scheme. The exception is when the compressor interstage pressures are set by alternative criteria, and there is enough pressure to overcome the reboiler-inlet-control-valve pressure drop without increasing compressor energy consumption or size.
Similar considerations apply when reboil is supplied by condensing overhead from the same or a different tower. If from the same tower, the overhead needs to be compressed (a heat-pumped tower), in which case, the reboiler inlet control valve will increase the compressor power consumption and size. If from a different tower, the pressure drop across the inlet control valve will either reduce the reboiler ∆T or force higher pressure operation in the tower whose overhead is condensed, in turn increasing its reflux and reboil requirements. So almost all schemes that heat one tower with the overheads of the same or another tower use the condensate outlet valve scheme.
With steam-heated reboilers, the steam supply pressures are normally set to suit the boilers or turbines rather than the reboilers, and the pressure differences between adjacent supply pressures are generally high. Sufficient pressure difference is usually available between the steam supply pressure and the steam pressure required at a given reboiler, and the difference can be utilized for regulating the inlet valve. Energy is saved by the condensate-outlet scheme only when eliminating the inlet-valve pressure drop allows stepping down the steam supply pressure. Since this is infrequently the case, the vapor inlet scheme remains competitive in steam-heated reboilers. One uncommon situation where the condensate valve scheme wins is with tower-bottom temperatures so high that ∆T is limited, even at the highest available steam pressure.
The capital costs of the inlet valve scheme tend to be higher [6, 13] because the smaller ∆T generally increases exchanger area to a greater extent than flooding some of the tube surface. The area difference appears to be particularly high when turndown ratios are high or when heating-medium pressures are near critical [6]. In addition, the condensate-outlet scheme uses a smaller control valve.
Fouling, corrosion, thermal stress
In steam-heated reboilers, the inlet valve scheme (Figure 1a) condenses steam at lower pressures and temperatures than the outlet valve scheme (Figure 1b). This reduces the reboiler tube-wall temperatures and suppresses reboiler fouling (process side) and bottom product degradation. This is a major advantage in systems handling materials that can thermally degrade or polymerize.
For thermally degradable and fouling systems, the reboiler-wall temperature can be further minimized by adding a condensate pump (Figure 3a). The pump permits the reboiler pressure to approach, or even fall below, the condensate header pressure. This minimizes the steam condensation temperature, and in turn, the tube-wall temperature.
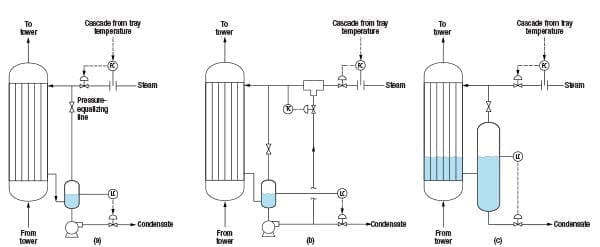
Figure 3. The diagrams show a steam-inlet control scheme with condensate pot. In 3a, the scheme includes a pump; in 3b, it has a pump and condensate recycle to desuperheat steam; and in 3c, the level is maintained in the reboiler
Both the reboiler and pump may need to be designed for vacuum. In one such system [7], vacuum was actually observed. To avoid vacuum, the condensate drum can be vented to an atmospheric or a positive pressure header instead of to the reboiler. As the condensate is near its boiling point, enough net positive suction head (NPSH) needs to be provided, which may require elevating the reboiler, or even the tower skirt. A common NPSH for a centrifugal condensate pump [14] is 8 ft, but this can be reduced to 2 ft with more expensive special designs. One expert [14] recommends batch pumps powered by gas or steam pressure instead.
Reboiler fouling can be further reduced by recycling some of the condensate to desuperheat the steam (Figure 3b). The condensate recycle line must be adequately engineered, or else it can be more trouble than it is worth. Good engineering requires a temperature control and well-designed injection nozzles when connecting into the steam line to the reboiler, as shown in Figure 3b, as well as a well-designed impingement plate at the reboiler entrance, because condensate drops can be highly erosive to the reboiler tubes near the inlet. The author is familiar with reboilers in polymerizing services where adding the pump of Figure 3b with well-designed condensate recycle lines doubled the run lengths between cleanings [7]. However, the author also encountered cases in which a “shortcut” version of this system, either with no temperature control or with no impingement plate, generated problems that forced discontinuation of the recycle.
Corrosion due to the condensate level maintained in the reboiler often occurs with the condensate valve outlet scheme (Figure 1b). Although condensate is pure water, it becomes very acidic when CO2 and other gases in the steam dissolve in it. Steam supplied to a reboiler contains various amounts of CO2, originating from decomposition of residual carbonates in the boiler feedwater. In a vertical reboiler, the CO2 accumulates near the top of the shell from where it can be vented. However, in horizontal reboilers, the CO2 will accumulate underneath the partition baffle [11, 12], and is absorbed by the condensate near the steam-condensate interface [14]. This will form corrosive carbonic acid. In several reported cases [11, 14], a rust layer on the steam side of the reboiler showed the level at which steam condensate usually ran. A small, continuous bleed from under the partition baffle or corrosion inhibitors can minimize this corrosion.
In horizontal thermosiphons reboilers using the condensate outlet valve control (Figure 1b), subcooled condensate is a short vertical distance away from condensing steam. When the difference between the condensation and tower-bottom temperatures is large, the subcool can be large (even more than 100°F). The wall submerged in the subcooled liquid can be much colder than the wall where the steam condenses. This generates tremendous thermal stresses at the channel head. These stresses are further aggravated when the liquid level ascends or descends — cold sections quickly heat up as the condensate level is reduced or hot sections quickly cool down as the level increases. These thermal stresses often cause leakage at the channel head to the tubesheet gasket [14, 17, 18]. The author and others [12, 17] are familiar with a number of cases where this mechanism caused severe channel-head leaks.
Steam traps
The steam trap with the inlet-valve scheme (Figure 1a) needs to be of adequate capacity to handle the condensate flow both under maximum-flow conditions (relatively high pressure drop) and minimum-pressure conditions (smallest pressure drop) [13, 14, 19].
Steam traps are some of the least reliable items in process plants. They are prone to plug or stick wide open. A stuck-open steam trap does not only waste steam, but it can also blow the condensate seal, causing a drop in heat transfer, as described earlier. The use of a steam trap is a disadvantage for the inlet-valve scheme. Figure 4 shows two steam traps, one adequately operating, the other passing steam. A condition-monitoring program for the steam trap population at one process plant [20] showed only 48% to be operating well, while 5% of the traps were blowing steam, 13% were leaking, 7% were blocked, 12% were at low temperature, and 15% were at unknown conditions. Regular condition-monitoring programs have been effective for improving steam trap reliability [20, 21]. Ref. 19 provides a detailed description of reliability issues with steam traps.
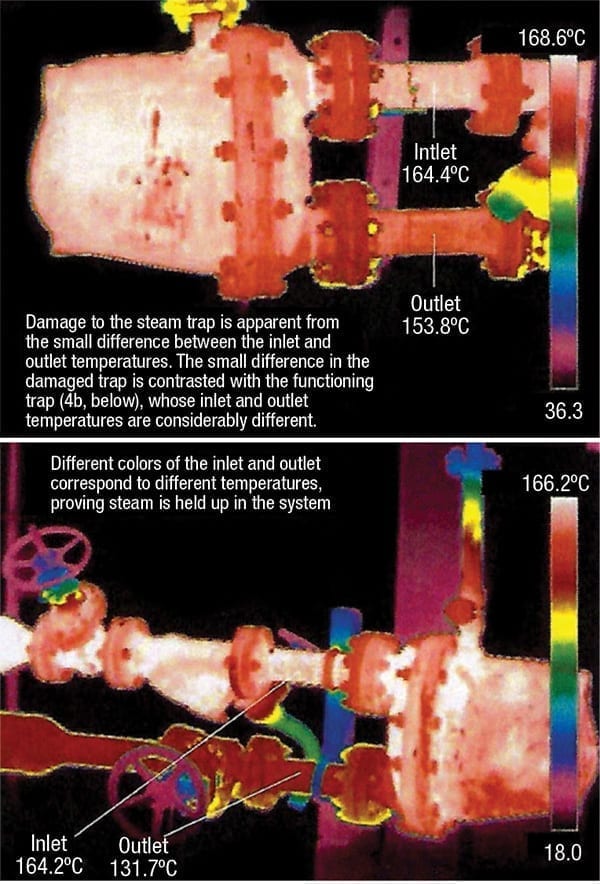
Figure 4. The images show thermal scans of steam traps. In 4a, the trap is passing steam, so a small difference between inlet and outlet temperatures is observed. In 4b, the properly functioning steam trap shows its condensate is significantly cooler than the steam (from Ref. 31, reprinted with permission, courtesy of AIChE)
Steam locking occurs when steam collects in the line between the reboiler condensate outlet and the trap, filling the trap and preventing it from opening [19]. Steam locking can be problematic when the line from the reboiler to the trap is long, or contains many bends, or rises vertically. This is an uncommon mode of trap failure in reboilers.
The vapor inlet schemes in Figure 3a (without the pump) or 3c avoids the trap problems. The scheme in Figure 3c is more costly, but also offers flexibility to deal with the problem described in the next section. A cost-saving variation of the Figure 3c scheme, suitable for in-shell condensation, omits the drum and mounts the level control directly on the reboiler.
Startup and low-rate operation issues with the vapor-inlet valve
The vapor inlet scheme is notoriously troublesome when the reboiler is over-surfaced (for example, over-designed, or during initial operation after turnaround). At startup and low rates, Q is low; and at startup, the tubes are clean, so U is high. With this scheme, the full exchanger area A is used. To satisfy Equation (1), ∆T needs to be reduced, so the inlet control valve closes and lowers the condensing pressure. If the condensing pressure falls below the condensate header pressure, it will be impossible to remove the condensate, a condition referred to as “stall” [13,16,17,19, 22,]. Some condensate will be sucked back from the condensate header and will flood some of the tube surface, reducing the condensation area A, and raising the condensation pressure. This will continue until the reboiler pressure exceeds the condensate header pressure, and forward flow of condensate from the reboiler to the header is resumed. A new equilibrium is established, with liquid level in the reboiler condensing side.
The point at which condensate will start backing up can be calculated using a procedure similar to that in Refs. 13, 15 and 16. A good field method to evaluate the stall point is by conducting a pressure survey. If stalled, the pressure in the reboiler will be much the same as the pressure in the condensate header at the discharge point. Make sure to account for the static head as the condensate rises to the header.
With reboiler tubes partially flooded, variations in steam flow to the reboiler will affect both the reboiler ∆T and the fraction of tube surface covered by condensate. The ∆T will change instantaneously, but the area will change after a time lag. These two changes often interact, giving rise to heat-input swings and erratic (or at best, sluggish) response. The steam trap will offer little to assist with the control of the condensate level. Further, if the reboiler load changes are sudden, the above-mentioned equilibrium will be difficult to establish or sustain. Instead, cycling may develop, with the control valve hunting as exchanger surface is covered and uncovered [2,3,7,12,16,18]. Other incidents of such cycling have been reported [7,11,12]. This cycling causes swings in the reboiler duty and column vapor rate, as well as backflow from the condensate header, banging and thumping noises, hammering and tube failure. The trapped condensate in horizontal reboilers can be corrosive, as described earlier. As the condensate level inside the reboiler swings, the temperatures of several tubes swing between that of the hot steam and that of the cold condensate [17], resulting in large thermal stresses and mechanical damage [2,14,17] to the tubes.
To overcome these problems, the steam trap in Figure 1a is often replaced by a condensate pot and a pump (Figure 3a), or by a level condensate pot (Figure 3c), as described earlier. By varying the level control setpoint, in Figure 3c, the exposed tube surface in the reboiler can be adjusted so that the reboiler operates at a pressure high enough to ensure condensate removal at all times without a pump. The bottom of this drum should be located below the bottom of the condensing side of the reboiler [23]. Otherwise, “dry” reboiler operation at high rates will not be possible, and reboiler capacity will be reduced.
It is important to properly design and operate the condensate pot. In one case history [15], a column horizontal preheater equipped with a steam-inlet control scheme and with a condensate pot (no pump) experienced condensate removal problems upon turndown. In this case history, it was not stated whether the Figure 3a or 3c arrangement was used. Arrangement 3a needs the pump for avoiding this type of problem. Arrangement 3c needs a sufficiently tall condensate pot, with liquid levels that can rise above at least a large portion of the tube area, and adequate operation of the level controller at turndown. The author suspects that in this case, one of these needs was not fulfilled. In another case [24], the condensate pot was integral with the reboiler, no pump. At 50% of the design rates, the level in the pot rose above 100% with the level valve wide open, and there was a problem with removing the condensate. At the design rates, both the reboiler and condensate pot operated as intended.
Several successful applications of the condensate pot techniques above have been reported [2,7,25]. In one of these, the condensate pot was omitted and the level control was directly on the reboiler. In another [7], a condensate drum low-pressure override cascading onto the condensate-drum level control, prevented the drum pressure from falling below the condensate header pressure. Sometimes, self-priming condensate pumps without condensate pots [25] or pumping traps [16] are installed in the Figure 3a scheme. Three success stories with these solutions have been reported [7]. Another alternative to both of these schemes is to convert to the condensate outlet scheme (Figure 1b). This too has been successfully implemented [7], but has its own issues, as described in this article.
Figure 5 shows a typical pumping trap system utilizing the steam supply to the reboiler [16]. During normal operation, the pressure balancing line is open, and the steam trap removes the condensate. Should stalling occur, the condensate level and float will rise. When the float reaches its maximum travel, it will trip the pressure balance line shut and the line to the steam supply open. The supply-pressure steam will push the condensate into the header. The level and float in the condensate pot will decrease. Upon reaching minimum travel, the float will trip the line to the steam supply shut and re-open the pressure balancing line. A check valve between the reboiler and the drum prevents condensate backflow when the pot is pressurized, and a check valve downstream of the trap prevents massive backflow of condensate during the low-pressure part of the cycle. The success of the pumping trap method depends on the reliability of the two check valves. A reservoir is often provided between the reboiler and drum to prevent reboiler flooding when the pot is pressurized.
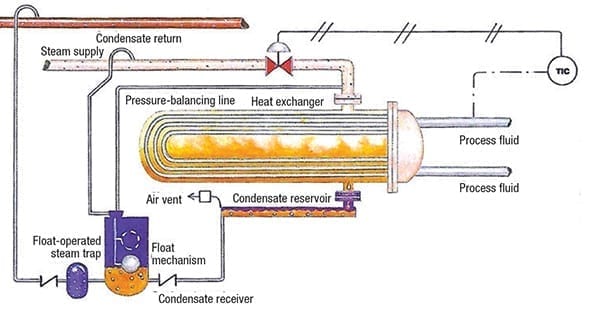
Figure 5. This diagram shows the steam-inlet control scheme with a pumping trap and float valve
(Reprinted with permission from Ref. 16)
A shortcut solution successfully implemented during startups and short (or even longer) periods of low-rate operation, is to open the steam trap manual bypass, and drain the condensate to deck or to the sewer [7, 12, 22,]. Despite its success in solving the problem, this solution should generally be avoided. Besides wasting steam and water, the hot condensate vaporizes hydrocarbons or other volatile materials in the sewer system, potentially causing an environmental issue and even a safety issue. Some plants completely disallow this practice. In other plants, the sewer system may be free of volatiles, in which case, there is neither an environmental nor a safety issue, and this practice is accepted.
Another shortcut solution in a tower that has a spare reboiler [7] is to start the tower up using a fouled reboiler. Once the tower reaches full rates, the clean reboiler is put into operation and the fouled one cleaned. Along similar lines, injecting nitrogen into the reboiler to lower the heat-transfer coefficient has been successful, but in at least one case, some nitrogen and a small amount of oxygen ended up in the condensate and caused major problems in the deaerator.
The vapor inlet scheme may also be troublesome when there is a small pressure difference between the reboiler heating medium and the condensate header (for example, with steam reboilers using 15- to 35-psig steam). The problem is identical to that described above, but it is caused by insufficient ∆ P rather than by oversizing, low rates or clean surface. In this case, the above solutions (except the Figure 3c scheme) will also apply. In two different kettle reboilers [17, 22], adding a condensate pump drawing directly from the kettle draw compartment solved such a problem. One expert [18] prefers using the Figure 2b scheme when the ∆P is small.
Critical flow issues
Tuning with the vapor-inlet valve scheme can be troublesome when flow across the valve changes from noncritical to critical upon reboiler turndown [4, 26]. As boilup rate falls, so does the pressure downstream of the valve. When the ratio of upstream to downstream pressure exceeds a critical value, critical flow is established through the valve, where the downstream pressure no longer affects the vapor flowrate. The controller dynamics are different under critical and noncritical flow. A loop tuned for noncritical flow tends to be unstable when flow becomes critical, while a loop tuned for critical flow tends to be sluggish when flow becomes noncritical [26].
It is best to design the system to operate over its normal range in one flow regime or another. A level condensate seal pot (Figure 3c) can keep up the downstream pressure during turned-down conditions, thereby avoiding this problem. Alternatively, installing a pressure regulator upstream of the flow controller (Figure 6) will lower the pressure upstream of the inlet valve. Both techniques also minimize valve erosion at high pressure drops. The author is familiar with several pressure-regulator systems that have worked very well.
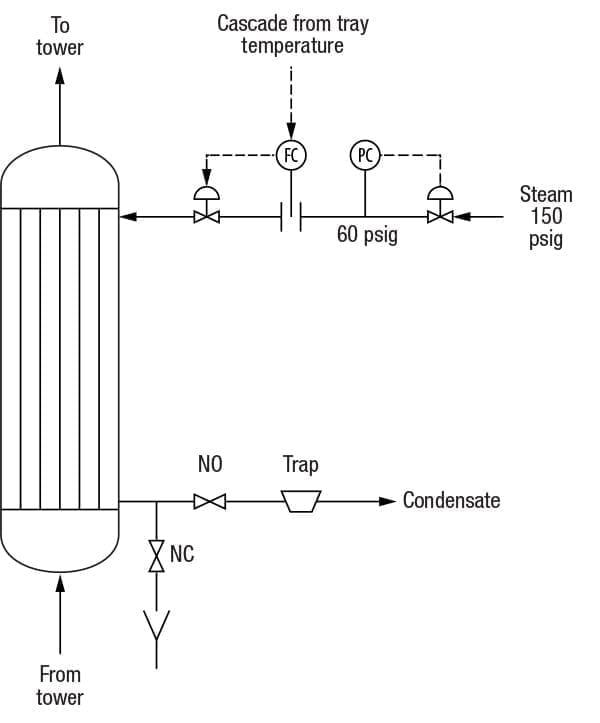
Figure 6. The steam-inlet control scheme is shown with a pressure regulator
Tube leaks
In many cases, small tube leaks from the heating side (typically steam) to the process side can be tolerated, but even a small leak from the process side to the heating side cannot. In others, the converse applies. When choosing the preferred reboiler control scheme, the possibility of a tube leak must be considered.
With the valve in the condensate outlet, the pressures on the heating and process side are fixed and known, so the leak direction is usually known. However, the quantity leaking will depend on the degree to which the hole is submerged. If the leak is from the heating side above the liquid level, it will be mostly vapor, and the quantity leaking will be small, due to its low density. On the other hand, if the leak is below the liquid level, it will be liquid, and its quantity can be several orders of magnitude larger (liquids have higher density). This can make all the difference between a minor, almost unnoticeable, leak and one that leaks many gallons of liquid.
With the valve in the vapor or steam to the reboiler, it is often difficult to tell which way the leak will go. At high rates, the heating-side pressure may exceed that on the process side, while at turndown, or when a reboiler is excessively surfaced, the pressure on the heating side may fall below the process pressure. When the tower trays are replaced by packings (lower pressure drop), the process-side pressure may fall below the heating-side pressure. The author is familiar with a tower where leaks normally proceeded from the steam side to the process side (these could be tolerated). However, when a new, larger reboiler was installed, the next leak reversed itself, the process chemical entered the steam system and was hydrolyzed into acidic components that corroded the steam/condensate system.
Flashing and hammering
The inlet valve scheme (Figure 1a) releases boiling point condensate into the condensate header. This condensate can be at higher pressure than that of the header, which will generate flash steam. The condensate drain line downstream of the trap or control valve must take this flashing into account [12,14,17]. A line undersized for flashing can lead to premature stall in the reboiler. One case [12] was reported of condensate backup in the reboiler due to flashing in the condensate line that was unaccounted for. That reboiler could only be operated when the condensate was diverted to the sewer (this is not a good practice, as mentioned above). The flashing checks should take into account any rise in elevation — the condensate may be water when it exits the trap, but may flash upon pressure reduction as it rises up a vertical line. Several such cases were reported [12]. Lieberman [12] mentions two solutions that effectively solve the problem of stalling due to flashing at elevation: enlarging the line size (best solution), or injecting cold water at the base of the riser (this may cause a water-quality problem).
Hammering occurs when flash steam due to line flashing, blowing the condensate seal, or a steam trap stuck open, contacts subcooled condensate from the header or from another source discharging into the header.
The inlet-valve scheme is compatible with a condensate system that contains boiling point condensate. If sent into a condensate system containing significantly subcooled condensate, the flash steam from the reboiler condensate may hammer as it collapses onto the subcooled header condensate.
Conversely, the condensate outlet valve scheme (Figures 1b and 2) releases subcooled condensate into the condensate header. It is compatible with a condensate system that contains subcooled condensate. If sent into a condensate system containing boiling point condensate and flash steam, the flash steam may hammer as it collapses onto the subcooled reboiler condensate. Commonly, a header that picks up condensate from steam traps will contain flash steam, and will hammer when contacting the subcooled condensate. One clever technique that was successful in alleviating the hammering [12] in at least one case is inserting a cone-shape insert with orifice holes into the condensate piping. This insert acts as a dampening brake on the accelerating water. The more restrictive the insert, the better the dampening but also the higher its pressure drop and the greater risk of its plugging.
Condensate accumulation
With the condensate outlet scheme, condensate accumulation in horizontal shells at turned-down conditions can flood most of the exchanger baffle windows and restrict vapor passage through the window. This may result in liquid hammering [27].
It has been suggested [18] that a level indication of the condensate in the reboiler shell is useful for the operator. The arrangements shown in Figures 1–3 can be designed to provide this.
A flexible system
With a condensate pot, a flexible system can be devised. One can hook the steam control either to the valve in the steam line or to the level valve in the condensate line. The condensate drum needs to be designed so that it is about as tall as the reboiler and ends a few feet below the reboiler.
Condensate pots
Figures 2 and 3 depict different condensate pot arrangements. Some of the main considerations in their design and operation are the following:
Consideration No. 1. Condensate drums may be vertical or horizontal.
Consideration No. 2. A pressure-equalizing line must be provided. This is a small line (often 1-in. dia.) connecting the top of the reboiler with the top of the condensate pot. Without this line, it will be impossible to maintain a steady pressure and level in the condensate pot. Setting the equalizing line must consider the pressure balance. One horizontal thermosiphon reboiler (Figure 7a) experienced deficient steam flow, leading to poor stripping in the tower [28]. The measured steam-side pressure drop was 3 ft of water, making the condensate level in the reboiler at least 3 ft higher than in the condensate pot. This was enough to flood some of the reboiler tubes. The flooded height increases with the pressure drop, which in turn increases with the square of the steam flowrate. With horizontal thermosiphons, even a short submerged height can lose considerable condensation area. It was recommended [12,28] to connect the equalizing line to the valve immediately below the lower pass partition baffle (Figure 7b). Engineers wishing to use the valve in the steam line (Figure 7a) should closely watch the pressure balance and pot level and elevation [3].
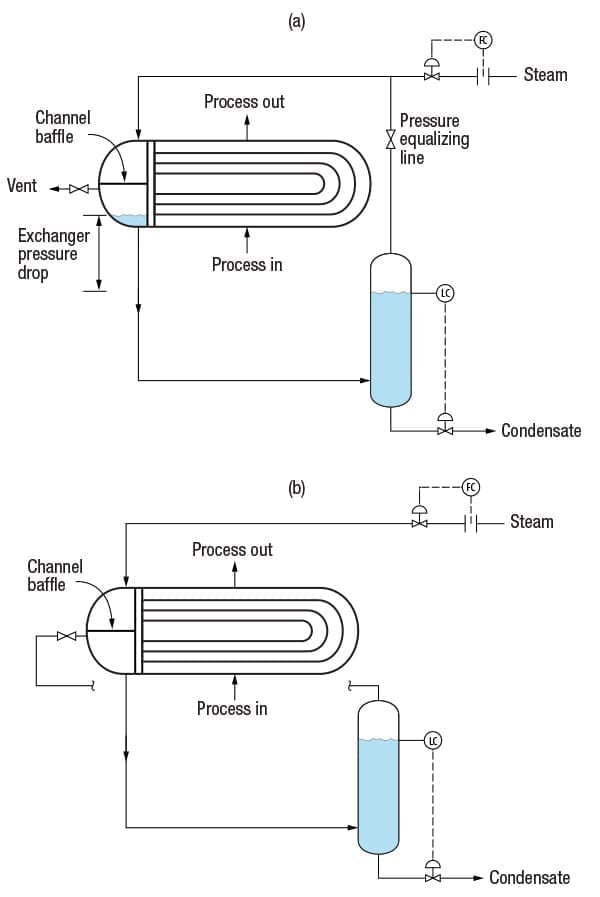
Figure 7. These diagrams show the steam-inlet control scheme with a horizontal reboiler and a condensate pot. In 7a, an equalizing line from steam inlet is shown. 7b has an equalizing line from below the partition baffle
Consideration No. 3. In the Figure 2 and Figure 3c arrangements, the condensate in the condensate pot is subcooled. The subcooled condensate has a vapor pressure that may be an order of magnitude lower than the steam pressure. If this subcooled condensate reaches the liquid surface in the pot, the drum pressure will dive, causing a rush of vapor from the equalizing line, which the equalizing line may not be able to supply. Steam from the equalizing line may collapse onto the subcooled surface, causing instability, inability to control the condensate pot level and hammering. One such case study was described [29] and the author is familiar with others.
To prevent this, it is important to feed the subcooled liquid near the bottom of the drum or into the drum outlet line and to prevent it from rising to the surface. Figure 8 shows the design and shielding baffle [29] used to solve the hammering and instability issue described above.
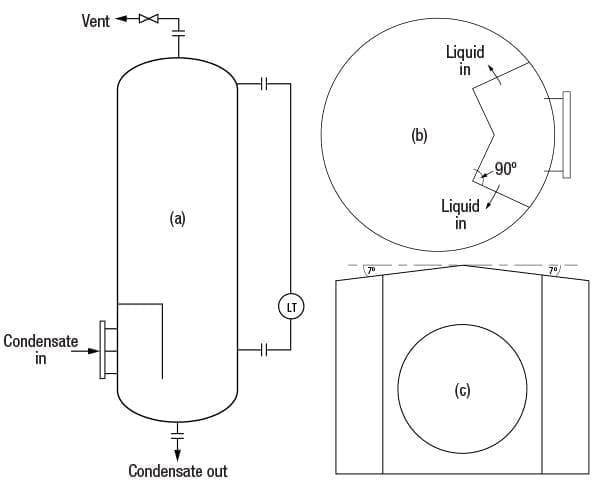
Figure 8. These diagrams show a condensate pot with a channel baffle directing the subcooled condensate away from the pot liquid surface. In 8a, it is at elevation; 8b shows the view from the top of the channel baffle; and 8c depicts the view from the inlet nozzle
Consideration No. 4. Arrangements 2a, 2b, and 3c require a sufficient surge volume in the condensate pot in order to prevent reboiler level variations from flooding or draining the pot. In arrangement 3a (with or without a pump) and 3b, a lower volume is adequate. Here, the main consideration is providing sufficient seal height to avoid vapor breakthrough. In this arrangement, liquid level is kept below the reboiler bottom.
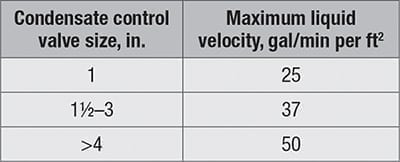
Consideration No. 5. Bertram [30] has discussed sizing condensate pots. The paper presents a sizing chart and a few examples, but no firm guidelines. Based on the author’s interpretation [1] of the information presented by Bertram, the following guidelines can be inferred:
For all arrangements depicted in Figures 2 and 3):
- The maximum recommended liquid velocity through a vertical drum is generally a function of the condensate valve size, as shown below:
- Allow at least 6 in. above the upper-level nozzle and below the lower-level nozzle to mechanically accommodate the nozzles
- Allow a vapor space of 12 to 24 in. between the highest liquid level expected and the upper level nozzle. This space serves as a safety margin and could help in accommodating a high-level alarm
For a large condensate pots (Figures 2 and 3c only):
- Allow at least 12 in., or 20% of the total range of the level instrument (whichever is greater) between the bottom of the tubesheet and the lower nozzle
- Increase drum size to provide the required surge volume in the drum as per consideration 4 above
For small condensate pots (Figures 3a and 3b only)
- A height of 32 in. is usually a satisfactory range for level control.
- A drum about 4 ft high, with the midpoint about the same height as the bottom reboiler tubesheet, is often satisfactory [18]
For a level condensate pot (Figure 3c only; author’s guideline):
Set the highest liquid level to match the expected liquid level in the reboiler under the most severe turndown conditions required. Keep in mind that these may occur under startup conditions, when the reboiler is clean and the heat-transfer coefficient is high.
Consideration No. 6. In steam reboilers, a small atmospheric vent should be provided on top of the condensate drum and always left cracked open [18] (except when steam-chest pressure dips below atmospheric pressure). This will prevent noncondensable gas buildup, which may reduce reboiler efficiency; if CO2 is one of the noncondensable gases, it can also cause corrosion. Similarly, when a heating medium other than steam is used, adequate condensate drum venting is required.
Strengths and weaknesses of each scheme
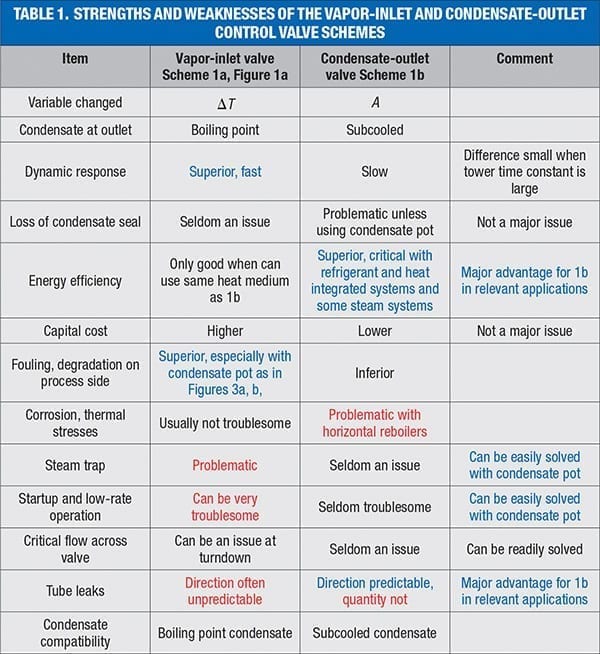
Table 1 provides a summary of the strengths and weaknesses of the two schemes. In the table, blue print represents major strengths, while red points out major weaknesses.Scheme 1a has major advantages of fast dynamic response and handling fouling and thermally degradable systems. The advantage in thermally degradable and fouling systems can be enhanced with judicious condensate-pot and pumped-condensate design. Its drawbacks are the steam trap and the ability of getting rid of the condensate at turned-down operation, but both can be overcome with a good condensate-pot design.
Scheme 1b offers the energy-efficiency advantage, which is a controlling consideration when the reboiler is heated with refrigerant vapor, or with the overhead of another tower, or when using Scheme 1a will require increasing the steam pressure. Scheme 1b can be problematic with corrosion and tube leaks in horizontal reboilers, especially with high subcools.
The direction of a possible tube leak and its impact needs to be considered. With the 1a scheme, the direction is not always predictable, which may be a major issue. With the 1b scheme, a small tube hole in the submerged portion of the tubes can leak gallons of liquid instead of a tiny amount of vapor. Last, but not least, compatibility with the condensate header needs be considered to minimize hammering.
If after reading this, you are still not sure which scheme to prefer, this article has good news for you. With a condensate pot, a flexible system can be devised. One can hook the steam control either to the valve in the steam line or to the level valve in the condensate line. The condensate drum needs to be designed so that it is about as tall as the reboiler and ends a few feet below the reboiler. With a well-designed flexible system, you can try them both out, and choose the one that works better for your reboiler.
Edited by Scott Jenkins
References
1. Kister, H. Z., “Distillation Operation,” McGraw-Hill, New York, 1990.
2. Mathur, J., Performance of Steam Heat-Exchangers, Chem. Eng. Prog., September 3, 1973, p. 101.
3. Smith, C.L. “Distillation Control,” Wiley, Hoboken, N.J., 2012.
4. Shinskey, F.G., “Distillation Control for Productivity and Energy Conservation,” 2d ed., McGraw-Hill, New York, 1984.
5. Tolliver, T.L., and L.C. McCune, Finding the Optimum Temperature Control Trays for Distillation Columns, InTech 27(9), p.75, 1980.
6. Papastathopoulou, H.S., and W.L. Luyben, Design and Control of Condensate Throttling Reboilers, Ind. Eng. Chem. Res., 27, p. 2,293, 1988.
7. Kister, H.Z., “Distillation Troubleshooting,” Wiley, Hoboken, N.J., 2006.
8. Kister, H.Z., and T.C. Hower, Jr., Unusual Case Histories of Gas Processing and Olefins Plant Columns, Plant/Operations Prog. 6(3), 1987, p. 151.
9. Shah, G.C., Troubleshooting Reboiler Systems, Chem. Eng. Prog. 75(7), 1979, p. 53.
10. Rademaker, O., J.E. Rijnsdorp, and A. Maarleveld, “Dynamics and Control of Continuous Distillation Units,” Elsevier, Amsterdam, 1975.
11. Lieberman, N. P., “Troubleshooting Process Operations,” 4th Ed., PennWell Books, Tulsa, Okla., 2009.
12. Lieberman, N.P., ”Process Equipment Malfunctions,” McGraw-Hill, New York, 2011.
13. Risko, J. R., Steam Heaters Need Complete Condensate Drainage, Chem. Eng., July 1996, p. 114.
14. Gross, P.G., Prevent Exchanger Waterlogging, Hydrocarbon Proc., October 1991, p. 73.
15. Pathak, V.K., and I.S. Rattan, Turndown Limit Sets Heater Control, Chem. Eng., Jul. 18, 1988, p. 103.
16. Armer, A. Operating Steam-Heated Reboilers at High Turndown, Chem. Eng., December 1990, p. 131
17. Fleming, I., Optimizing Steam Systems: Part II, PTQ Q3, p. 53, 2010.
18. Lieberman, N.P., Instrumenting a Plant to Run Smoothly, Chem. Eng., Sept. 12, 1977, p. 140.
19. Risko, J. R. “My Steam Trap is Good – Why Doesn’t It Work,” Chem. Eng. Progr., April 2015, p. 22.
20. Risko, J. R., Handle Steam More Intelligently, Chem. Eng., November 2006, p. 38.
21. Risko, J. R., Steam Trap Management: Do Something; Anything, Please, Chem. Eng. Progr., October 2017, p. 64.
22. Hou, A., and T. Mita, Advanced Steam System Optimization Program, Hydrocarbon Proc., May 2018, p. 45.
23. Kern, R., How to Design Piping for Reboiler Systems, Chem. Eng., August 4, p.107, 1975.
24. Weston, K., and S. White, Steam Reboiler System Operations, PTQ Revamps and Operations supplement, Autumn 2004, p. 27.
25. Helzner, A. E., Operating Performance of Steam-Heated Reboilers, Chem. Eng., Feb. 14, 1977, p. 73.
26. Buckley, P.S., W.L. Luyben, and J.P. Shunta, “Design of Distillation Column Control Systems,” Instrument Society of America, Research Triangle Park, N.C., 1985.
27. Wild, N.H., Noncondensable Gas Eliminates Hammering in Heat Exchanger, Chem. Eng., April 21, 1969, p. 132; and Taborek, J., and N.H. Wild, discussion, Chem. Eng., October 6, 1969, p.7.
28. Lieberman, E., and N.P. Lieberman, “Common Refinery Distillation Design Errors,” Proceedings of Kister Distillation Symposium, Topical Conference at the 2019 AIChE Spring Meeting, New Orleans, La., March 31–April 4, 2019, p. 562.
29. Kister, H.Z., A.J.D. Prestes, and L.M. Jorge, Reboiler Condensate Drums: Silencing Hydraulic Hammer, Chem. Eng., p. 44, September 2011.
30. Bertram, C.G., Sizing and Specifying Level-Controlled Condensate Pots, Hydrocarbon Proc., 60(8), p. 151, 1981.
31. Barnard, H., Use Thermography to Expose What’s Hidden, Chem. Eng. Progr., January 2017, p. 21.
Author
 Henry Z. Kister is a senior fellow and the director of fractionation technology at Fluor Corp. (3 Polaris Way, Aliso Viejo, CA; Phone: 949-349-4679; Email: henry.kister@fluor.com). He has over 30 years experience in design, troubleshooting, revamping, field consulting, control and startup of fractionation processes and equipment. Kister is the author of three books, the distillation equipment chapter in Perry’s Handbook, and over 100 articles, and has taught the IChemE-sponsored “Practical Distillation Technology” course more than 500 times in 26 countries. A recipient of several awards, Kister obtained his B.E. and M.E. degrees from the University of New South Wales in Australia. He is a Fellow of IChemE and AIChE, Member of the NAE, and serves on the FRI Technical Advisory and Design Practices Committees.
Henry Z. Kister is a senior fellow and the director of fractionation technology at Fluor Corp. (3 Polaris Way, Aliso Viejo, CA; Phone: 949-349-4679; Email: henry.kister@fluor.com). He has over 30 years experience in design, troubleshooting, revamping, field consulting, control and startup of fractionation processes and equipment. Kister is the author of three books, the distillation equipment chapter in Perry’s Handbook, and over 100 articles, and has taught the IChemE-sponsored “Practical Distillation Technology” course more than 500 times in 26 countries. A recipient of several awards, Kister obtained his B.E. and M.E. degrees from the University of New South Wales in Australia. He is a Fellow of IChemE and AIChE, Member of the NAE, and serves on the FRI Technical Advisory and Design Practices Committees.