Electrolysis-based lithium refining presents a promising alternative to conventional approaches, offering benefits related to reduced reagent consumption and effluent production, higher-purity products and an improved environmental footprint
Electrolysis, a process that uses electric current to drive non-spontaneous chemical reactions, has a well-established industrial precedent in the chlor-alkali industry, where it is used at scale to produce chlorine, hydrogen and sodium hydroxide from sodium chloride brine. This mature application demonstrates the feasibility of using electrochemical processes to convert simple feedstocks into valuable chemical products with high purity and controllability. Drawing on decades of experience and infrastructure from chlor-alkali operations, developers are now adapting similar principles to the extraction and refining of lithium — particularly for the direct production of battery-grade lithium hydroxide (LiOH).
Lithium resources are primarily found in two main forms: lithium-rich brines and hard rock deposits, with smaller contributions from clay and other unconventional sources. Brine resources are typically located in arid regions, such as the Lithium Triangle of South America, spanning Chile, Argentina and Bolivia, where lithium is traditionally extracted from salt flats through solar evaporation (Figure 1). Hard rock deposits, mainly composed of spodumene, are concentrated in countries like Australia, Canada and China, and are mined and processed using thermal and chemical methods. While brines tend to offer lower production costs and larger reserves, hard rock operations are often more flexible and faster to bring online. Emerging sources, such as lithium-bearing clays and geothermal brines, are under active development and may offer more sustainable alternatives in the near future. As global demand for lithium continues to surge, diversifying resource types and extraction methods will be critical for ensuring long-term supply security and environmental responsibility.

FIGURE 1. Much of the Earth’s brine-based lithium resources are found in salt flats in South America
Battery recycling is also an emerging source of lithium and other critical battery materials, offering a way to recover valuable materials from end-of-life lithium-ion batteries while reducing reliance on raw resource extraction. Through processes such as pyrometallurgy, hydrometallurgy or direct recycling, lithium can be extracted alongside other metals like cobalt, manganese, nickel and copper. Although current recovery rates and purity levels vary, advancements in recycling technology are improving efficiency and economic viability. As battery volumes grow, recycling is expected to become a significant contributor to lithium supply, supporting circular economy goals and reducing the environmental impact of lithium production.
To understand the potential of electrolysis in lithium hydroxide production, it is essential to examine how this technology can be integrated into the processing flowsheets of different lithium resources. Each resource type — brine, hard rock, clay and recycled batteries — has distinct chemical compositions and processing requirements, which influence where and how electrolysis can be applied effectively. This article provides a resource-specific analysis, outlining opportunities for electrolysis integration, the technical considerations involved and the potential benefits in terms of efficiency, sustainability and product purity.
For more information on the economics of electrolysis-based lithium refining, please read the companion piece to this article, Lithium Hydroxide Production: How Does Electrolysis Stack Up on Cost?
Hard-rock lithium deposits
Hard-rock deposits, primarily composed of spodumene, currently account for approximately 60% of global lithium production [1], making them a major source alongside lithium brines. Australia is the leading producer of hard-rock lithium, contributing a significant portion of the global supply through large-scale open-pit mining operations. Hard rock extraction involves mining, crushing and concentration of spodumene ore, followed by thermal conversion and chemical processing to produce lithium hydroxide or carbonate. Although generally more energy-intensive and costly than brine extraction, hard rock operations offer faster project development timelines, greater production flexibility and geographic diversification — key factors that have driven their rapid growth in recent years.
Spodumene concentrate produced in Australia, typically containing around 6% lithium oxide (Li2O), is traditionally shipped to Chinese refineries for further processing and conversion into battery-grade lithium chemicals such as lithium hydroxide and lithium carbonate. As of 2022, China accounts for 72% of global lithium processing capacity [2]. These refineries typically convert the spodumene concentrate to lithium carbonate through a high-temperature, chemical-intensive process. After calcination at around 1,000°C to transform the spodumene into a more reactive ß-phase, the material is roasted with sulfuric acid, producing lithium sulfate. This is then acid leached, filtered and purified to remove impurities such as iron, magnesium and calcium. The lithium-rich solution is treated with sodium carbonate, causing lithium carbonate to precipitate out. This stage also generates a sodium sulfate waste stream. To produce lithium hydroxide, preferred for high-nickel cathode batteries, the lithium carbonate is further processed by reacting it with lime (calcium hydroxide), yielding lithium hydroxide and calcium carbonate as a byproduct. This additional step adds complexity and cost to the refining process and highlights the industry’s interest in more direct, efficient production routes, such as electrolysis.
Electrolysis can be integrated downstream of acid roasting and leaching, where lithium is present in solution as lithium sulfate. As in the conventional flowsheet, the lithium sulfate solution is purified to remove contaminants. Additional processing steps may be required to produce an electrolysis-grade lithium sulfate solution to prolong membrane and anode coating life. Lithium sulfate electrolysis can take place in a two- or a three- compartment electrolyzer. Figure 2 shows these two cell configurations.
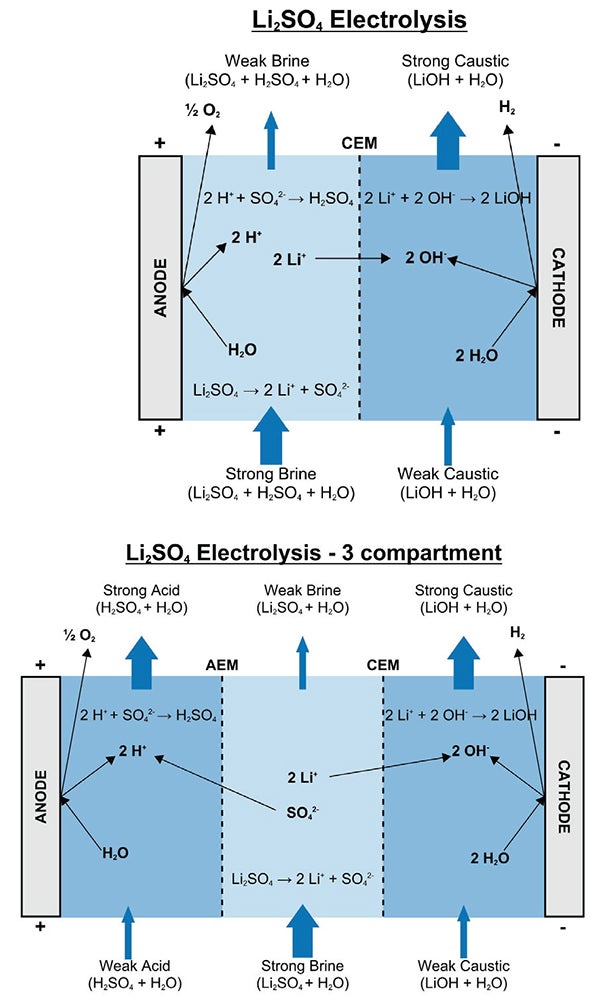
FIGURE 2. Lithium sulfate electrolysis can take place in either a two-compartment (top) or three-compartment (bottom) configuration
Both cell configurations generate a high-purity lithium hydroxide solution (up to 7 wt. %), which is suitable for crystallization to produce battery-grade lithium hydroxide.
In a three-compartment cell, the feed brine is introduced to the central compartment and is separated from the anolyte and catholyte compartments by an anion exchange membrane (AEM) and a cation exchange membrane (CEM), respectively. The presence of the AEM separates the lithium-containing feed from the acid product, allowing production of a pure sulfuric acid (up to approx. 10 wt. %) within the cell. Depending on the overall facility flowsheet, this acid may be used as-is or concentrated to the desired strength for recycle or sale to markets.
By comparison, the two-compartment cell is not intended to, and does not produce a low-lithium acid. Instead, the anolyte product is a mixture of sulfuric acid and lithium sulfate (lithium bisulfate). It is normal to describe the operation of the anode side of a two-compartment salt-splitting cell by the “conversion.” This is defined as the fraction of the sulfate in the product associated with acid, compared to the fraction still in the lithium form. Depending on the cell design and expected current efficiency, a significant conversion or “depletion” is possible.
There may be certain applications where the acidic lithium sulfate product from two-compartment electrolysis can be recycled to upstream processes without the need for additional processing. However, for most flowsheets, lithium will need to be rejected from the solution and the acid concentration increased. This is true for integrating electrolysis into spodumene concentrate processing, where there is a requirement for concentrated acid for efficient operation of the acid roasting stage. Electrolysis can be coupled with evaporation to remove water and crystallization to reject lithium, which can be recycled to the electrolysis feed. Through a combination of evaporative and crystallization techniques, an acid solution with less than 5% water can be achieved, and a large portion of the lithium rejected as lithium sulfate monohydrate, which can be recycled upstream of electrolysis.
The acid product from a two-compartment cell, even after evaporative crystallization or concentration, will still contain a significant fraction of lithium. Whether or not the upstream process for recycling can tolerate this is typically one of the main considerations for selection of two- or three-compartment electrolysis.
One of the benefits of the electrochemical conversion to lithium hydroxide is that it does not produce a sodium sulfate byproduct. In conventional spodumene processing, for every ton of lithium hydroxide produced, two tons of sodium sulfate are produced. Sodium sulfate has limited commercial value, and the market for it (used in detergents, paper pulping and glass) is relatively small and saturated. It is difficult to manage due to its high solubility, which allows it to leach into groundwater and disrupt local ecosystems. Improper disposal can lead to soil salinization and harm aquatic life, raising serious environmental concerns. Regulations regarding sulfate emissions are becoming increasingly stringent, which results in higher costs associated with treatment and disposal of sodium sulfate effluent. There are examples of projects being delayed due to inadequate sodium sulfate effluent management approaches. For instance, in 2024, a Finnish court halted the opening of a BASF battery materials plant in Harjavalta, after their environmental permit was challenged, specifically their plan to discharge treated wastewater containing sodium sulfate into a river [3].
Figure 3 shows process diagrams for the integration of two- and three-compartment lithium sulfate electrolysis into hard-rock processing flowsheets.
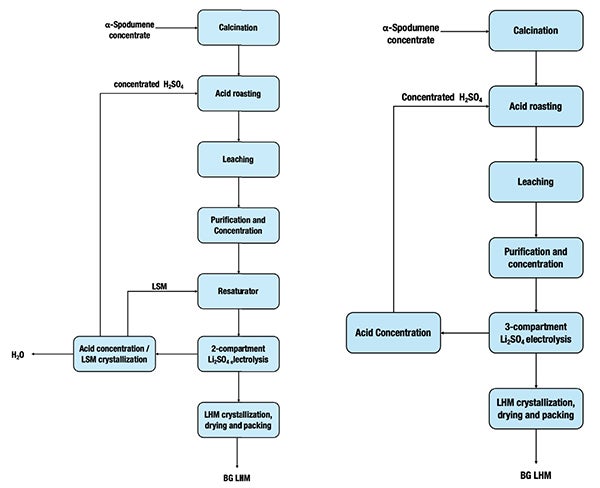
FIGURE 3. In hard-rock processing flowsheets, there are slight differences between two-compartment lithium sulfate electrolysis (left) and three-compartment lithium sulfate electrolysis (right)
Brine resources
The second primary source of lithium is lithium-rich brine, typically found in salt flats (salars) in arid regions, such as the Lithium Triangle. Processing lithium from brine is a cost-effective and less energy-intensive method compared to hard rock mining. Sociedad Química y Minera de Chile (SQM; Santiago; www.sqm.com) is known for having one of the lowest cost positions in the industry due to its access to large, high-quality lithium brine deposits in the Salar de Atacama, Chile.
Brine processing from salars is a well-established industry and has historically used the conventional solar-evaporation process. Lithium-rich brine is first pumped from underground aquifers to the surface, and is stored in a series of shallow ponds, where it is left to evaporate using sunlight over 12–24 months, until a concentration of typically 6 wt. % lithium chloride is achieved. As the brine evaporates in sequential ponds, various salts, such as sodium, potassium, magnesium and calcium, precipitate out at different concentrations. However, some impurities, especially magnesium, calcium and boron, remain in solution and must be chemically removed before further processing. Impurity removal stages include solvent extraction for boron, lime or soda-ash addition to form insoluble calcium and magnesium precipitates, and ion exchange for final polishing. Once the brine is purified, lithium is recovered by carbonation. In this step, soda ash is added to the purified lithium-rich brine, causing lithium ions to react with carbonate ions to form lithium carbonate, which is only sparingly soluble in water and precipitates out as a solid. Some flowsheets include a conversion of lithium carbonate to bicarbonate, which is much more soluble. This allows for further impurity removal before heating to decompose back to carbonate, which precipitates from solution. The lithium carbonate is then filtered, washed and dried to produce battery-grade or technical-grade lithium carbonate.
Conversion of lithium carbonate produced from salar brine to lithium hydroxide is typically carried out in refineries in China using the causticization process. Lime (calcium hydroxide) is added to a lithium carbonate solution, which reacts to form lithium hydroxide and insoluble calcium carbonate. The solution is filtered and crystallized to produce lithium hydroxide. Multiple crystallization stages are typically required to produce battery-grade lithium hydroxide monohydrate.
Conventional brine processing not only results in relatively low lithium-recovery rates, but also consumes significant land and water resources and can negatively impact local ecosystems and communities, especially in water-scarce areas. Lithium brine processing is transitioning from conventional solar evaporation methods to direct lithium extraction (DLE) technologies due to growing pressure for faster production, environmental responsibility and better resource efficiency.
DLE technologies use advanced chemical, physical or adsorption-based processes to selectively extract lithium ions directly from the brine. These systems operate in closed-loop setups, often reinjecting the spent brine back underground with minimal alteration, significantly reducing water loss and environmental disruption [4]. DLE also shortens processing time from months to hours or days and achieves much higher lithium-recovery rates — often above 80% — making lower-concentration brines or unconventional resources economically viable.
For DLE processes, lithium-rich brine is first extracted from underground reservoirs. Depending on the DLE technology adopted, the brine may be pre-treated to remove impurities before feeding the DLE stage. A number of different approaches can be used for selective lithium extraction from the brine, including adsorption, solvent extraction, ion exchange and membrane technologies. The extracted lithium is then processed through a number of stages to concentrate and refine, to produce a concentrated, high-grade lithium salt solution (typically lithium chloride), which is further converted into the desired lithium product. Lithium-depleted brine is re-introduced to the environment by reinjection into the reservoir or other means.
Figure 4 shows the integration of lithium chloride electrolysis into a DLE flowsheet for the production of battery-grade lithium hydroxide. Using adsorption-based DLE as an example, lithium-rich brine is passed through a solid sorbent that selectively binds lithium ions while rejecting other salts. After saturation, the adsorbent is regenerated using a desorption solution, which strips lithium from the sorbent and produces a purified lithium chloride (LiCl) solution. Following further purification and concentration, the eluate is well-suited for downstream lithium chloride electrolysis for conversion to lithium hydroxide.

FIGURE 4. Lithium chloride electrolysis in a brine refining process results in battery-grade (BG) LHM
Figure 5 shows the cell configuration for two-compartment lithium chloride electrolysis. As with lithium sulfate electrolysis described in the previous section, lithium chloride electrolysis produces a high-purity lithium hydroxide solution, up to 7 wt. %, suitable for crystallization to produce battery-grade lithium hydroxide.
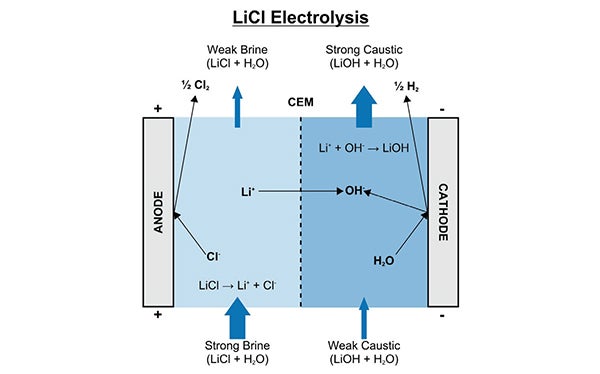
FIGURE 5. A lithium-chloride electrolysis process is shown with a two-cell configuration
Chlorine and hydrogen are also produced in the cell, via chloride oxidation on the anode and water reduction on the cathode, respectively. For most flowsheets, these gases are routed to a HCl synthesis unit to produce hydrochloric acid for recycle or for sale, as depicted in Figure 4. In this example, HCl is also recycled back to the electrolysis stage, where it is used for pH control of the anolyte circuit. It may also be used in the DLE process as a desorption solution to strip lithium from the sorbent, and for regenerating ion-exchange resin in the purification section, creating a closed-loop system that significantly reduces the need for externally sourced reagents. Additionally, any excess hydrochloric acid produced beyond internal demand can be sold as a valuable industrial chemical, creating a potential revenue stream. This kind of integration improves overall process sustainability, reduces logistical complexity and enhances the economic viability of lithium production.
Some DLE adsorption processes use sulfuric acid as a desorption solution, which produces a lithium sulfate eluate. This eluate would also be suitable for electrochemical conversion to lithium hydroxide. As described previously, lithium sulfate electrolysis can take place in either two- or three-compartment electrolysis systems and careful consideration must be given to the wider plant flowsheet when selecting the most appropriate configuration. Figure 6 shows an example flowsheet for incorporating three-compartment lithium sulfate electrolysis into a brine extraction and refining flowsheet. In this example, the low-strength sulfuric acid generated in the anolyte compartment is suitable for use as sorbent-stripping solution without concentration, reducing the need for externally sourced acid.

FIGURE 6. Three-compartment lithium sulfate electrolysis can be applied for brine refining
Battery recycling
Lithium recovery is a crucial component of end-of-life battery recycling. Legislation for lithium recovery from end-of-life batteries is being increasingly implemented worldwide to promote sustainable resource use and reduce environmental impact. These laws mandate the collection, recycling and proper disposal of lithium-ion batteries, often placing responsibility on manufacturers through extended producer responsibility (EPR) schemes. The E.U.’s battery legislation has set targets of 50% and 80% lithium recovery from waste batteries by end of 2027 and 2031 respectively, while also mandating minimum levels of recycled lithium in new batteries at 6% by 2031, increasing to 12% by 2036 [5].
Hydrometallurgical (hydromet) processing is being increasingly adopted over pyrometallurgical technology and is generally seen as the preferred method from both a resource and an environmental perspective, with lower energy consumption, emissions and higher metals recovery [6]. While pyrometallurgical processes are typically unable to recover the lithium from the black mass, high recovery rates are achievable in hydromet processing, and technologies are in development to improve lithium recovery rates further.
A typical hydromet black-mass flowsheet starts with leaching the black mass to dissolve the valuable metals, most commonly in a sulfuric acid solution. Impurities are then removed from the pregnant leach solution, such as iron, fluoride, aluminum and so on. The valuable metals, including manganese, cobalt, nickel and lithium, are then successively removed. In this approach, lithium is generally recovered from the leach solution at the end of the process, though recently a number of flowsheets are adopting a lithium-first approach, where it is recovered at the start of the process to improve recovery rates.
When recovered at the end of the process, lithium will be in the form of a salt of the leaching acid used, in most cases, as a lithium sulfate solution. This solution can be further purified and fed to an electrolysis system for conversion to battery-grade lithium hydroxide. In the case of lithium sulfate, this can be carried out in a two-compartment or a three-compartment cell. As in the hard-rock processing section, the choice between a two- and three-compartment cell is very much dependent on the wider plant flowsheet, and particularly whether there is tolerance for recycling lithium to the upstream process. Figure 7 shows an example flowsheet for processing a lithium sulfate leach solution from a black-mass refining process, which employs an evaporative crystallizer to recycle some of the lithium in the mixed acid/lithium product back to the electrolyzer feed, and return the acid to the upstream leaching process.
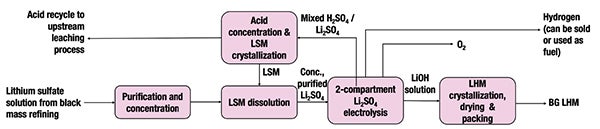
FIGURE 7. Lithium sulfate electrolysis can be applied for lithium recovery from end-of-life batteries and scrap in a black mass refinery
In some flowsheets, the mixed acid/lithium product from electrolysis can be used directly upstream, without the need to concentrate/remove lithium sulfate monohydrate. For example, Tenova Advanced Technologies (www.tenova.com) has developed solvent-extraction and electrolysis processes that can be applied to both battery recycling and DLE brine processing [7]. When these technologies are integrated in the same flowsheet, the mixed acid/lithium product from electrolysis is used to strip lithium from the purified solvent. The acid is consumed in stripping the lithium off the organic and exchanges lithium into the solution, fortifying it close to saturation. This enriched lithium sulfate solution is then the feed to the electrolysis stage.
Technology maturity
Membrane electrolysis has been used at commercial scale in a number of processes since the 1970s, most notably for chlor-alkali processes and green-hydrogen production. In the chlor-alkali industry, electrolyzer designs and membranes have been refined and optimized over decades, with membrane electrolysis now the dominant processing technology worldwide, overtaking the established mercury and diaphragm cells. While the same broad electrochemical principles of brine electrolysis hold for lithium service, these optimized electrolyzers and membranes cannot be simply adopted with the same level of cell performance expected. However, rather than wholesale reinvention, the differentiating factors between lithium and sodium electrolysis instead require adaptation of the technology and can build upon the decades of chlor-alkali electrolysis experience.
An increasing number of project developers are considering membrane electrolysis for lithium processing. For new technologies, or novel applications of established technologies, a critical part of the commercialization pathway is a demonstration-scale plant. At this stage, the technology is operated under real-world industrial conditions, processing real-life feedstocks and producing commercial-quality product, but at a reduced scale that allows for optimization, risk reduction and data gathering. In recent years, there have been a number of field deployments of demonstration-scale electrolysis plants, for hard-rock, brine and battery recycling projects; two such examples, both utilizing a commercial salt-splitting electrolyzer, are examined below.
Nemaska Lithium. In 2017, Nemaska Lithium Inc. (Montreal, Que., Canada; www.nemaskalithium.com) commissioned their $42-million Phase 1 Plant (P1P) in Shawinigan, Quebec, for converting lithium sulfate into lithium hydroxide using two-compartment electrolysis, with a nominal capacity of 500 metric tons per year (m.t./yr) LHM. The plant operated for a number of years and successfully processed various feedstocks, including synthetic brine, spodumene concentrate and recycled lithium sulfate salts, to produce battery-grade lithium hydroxide product. The demonstration plant achieved its primary objectives of demonstrating an ability to repeatedly produce battery-grade lithium hydroxide to client specifications and to optimize the process and integrate learnings with the commercial facility.
Vulcan Energy. In 2024, Vulcan Energy Resources (Karlsruhe, Germany; www.v-er.eu) commissioned the Central Lithium Electrolysis Optimization Plant (CLEOP) in Frankfurt-Höchst, Germany. The plant takes a concentrated lithium chloride brine feed from Vulcan’s upstream DLE demonstration plant and produces a lithium hydroxide product via electrolysis, with a production capacity of 300 m.t./yr LHM. The first battery-grade product was produced at the plant in January 2025, less than two months after commissioning [8]. Key performance indicators for the electrolysis operation have been validated during plant operation.
Both demonstration plants show that the core electrolysis stack design, membrane integrity, impurity management and product purity requirements have been demonstrated in relevant industrial environments. Proven performance at the demonstration level is laying the groundwork for the first commercial lithium refining facility using membrane electrolysis.
Conclusions
In summary, the integration of electrolysis into lithium-refining processes, across hard-rock mining, brine extraction and battery-recycling applications, presents a promising and innovative pathway to enhance the efficiency and sustainability of lithium production.
As the global demand for lithium grows, particularly for use in electric vehicles and energy storage systems, the need for more efficient and environmentally friendly refining methods becomes increasingly critical. By incorporating electrolysis into various lithium extraction flowsheets, the industry can unlock significant improvements in both operational efficiency and environmental impact, aligning with the growing demand for cleaner, more sustainable and circular production practices. As electrolysis continues to evolve and gain adoption, it has the potential to play a central role in meeting the increasing global demand for lithium while supporting the transition to a low-carbon future. With its promising economic and environmental benefits, electrolysis stands poised to redefine the landscape of lithium refining for years to come. ■
Edited by Mary Page Bailey
Acknowledgement
All figures provided by authors unless otherwise noted
References
1. IDTechEx, Direct Lithium Extraction 2025-2035: Technologies, Players, Markets and Forecasts, 2025, https://www.idtechex.com/en/research-report/direct-lithium-extraction/1026#.
2. Sharma, A., Can the world overcome dependence on China’s lithium supply chain?, In Depth – Mine, Issue 136, Jan. 2024.
3. Blois, M. (2024), BASF battery project delayed because of environmental concerns, Chemical and Engineering News, Feb. 2024.
4. Krishnan, R., Gopan, G., A comprehensive review of lithium extraction: From historical perspectives to emerging technologies, storage, and environmental considerations. Cleaner Engineering and Technology, Volume 20, June 2024.
5. E.U. Regulation 2023/1542 concerning batteries and waste batteries, July 2023, https://eur-lex.europa.eu/eli/reg/2023/1542/oj/eng6.
6. Sharma, V., Jain, S., Singh, V., A comparative analysis of recycling technologies for sustainable extraction of cathodic materials from battery waste: Evaluation of energy, economic, and environmental performance, Journal of Energy Storage, Volume 111, March 2025.
7. Cohen, L., Recovery of lithium hydroxide monohydrate from battery recycling, International Congress for Battery Recycling (ICBR), 2024.
8. Vulcan Energy, Production of battery quality lithium hydroxide monohydrate, January 2025.
Authors
 Clive Brereton is the chief technology officer of NORAM Electrolysis Systems Inc. (NESI; 12920 Mitchell Rd, Richmond, B.C. V6V 1M8, Canada; Email: cbrereton@nesi.tech). He is an experienced chemical process engineer with over 30 years developing new process technologies. He is also Vice President of NORAM Engineering and Constructors. Brereton has a Ph.D. in chemical engineering from the University of British Columbia and was a professor of chemical engineering at the University of British Columbia prior to joining NORAM in 1996. Clive is a Fellow of the Canadian Academy of Engineering, as well as a member of the UBC Chemical Engineering Hall of Fame.
Clive Brereton is the chief technology officer of NORAM Electrolysis Systems Inc. (NESI; 12920 Mitchell Rd, Richmond, B.C. V6V 1M8, Canada; Email: cbrereton@nesi.tech). He is an experienced chemical process engineer with over 30 years developing new process technologies. He is also Vice President of NORAM Engineering and Constructors. Brereton has a Ph.D. in chemical engineering from the University of British Columbia and was a professor of chemical engineering at the University of British Columbia prior to joining NORAM in 1996. Clive is a Fellow of the Canadian Academy of Engineering, as well as a member of the UBC Chemical Engineering Hall of Fame.
 Jeremy Moulson is president and CEO of NORAM Electrolysis Systems Inc. (Email: jmoulson@nesi.tech). He is a Professional Mechanical Engineer with 14 years of experience in the electrochemical process industry with a focus on electrochemical technology development, scaleup, commercialization, and plant commissioning. Prior to the formation of NESI, Moulson was the business division manager of NORAM’s Electrochemical Technology Division. He has worked across the project and technology development space from early-stage concept development, prototyping and testing, mass manufacturing, project funding and financing and operational management of engineering teams and organizations. Moulson has a Master of Applied Science in mechanical engineering from the University of British Columbia.
Jeremy Moulson is president and CEO of NORAM Electrolysis Systems Inc. (Email: jmoulson@nesi.tech). He is a Professional Mechanical Engineer with 14 years of experience in the electrochemical process industry with a focus on electrochemical technology development, scaleup, commercialization, and plant commissioning. Prior to the formation of NESI, Moulson was the business division manager of NORAM’s Electrochemical Technology Division. He has worked across the project and technology development space from early-stage concept development, prototyping and testing, mass manufacturing, project funding and financing and operational management of engineering teams and organizations. Moulson has a Master of Applied Science in mechanical engineering from the University of British Columbia.
 Luke Glynn (Email: lglynn@nesi.tech) is a seasoned process engineer with over a decade of experience spanning process design, development, scaleup, commissioning and plant operations, primarily within hydrometallurgical and electrochemical applications. Glynn has worked at NESI for over four years and currently serves as technical manager for Europe.
Luke Glynn (Email: lglynn@nesi.tech) is a seasoned process engineer with over a decade of experience spanning process design, development, scaleup, commissioning and plant operations, primarily within hydrometallurgical and electrochemical applications. Glynn has worked at NESI for over four years and currently serves as technical manager for Europe.