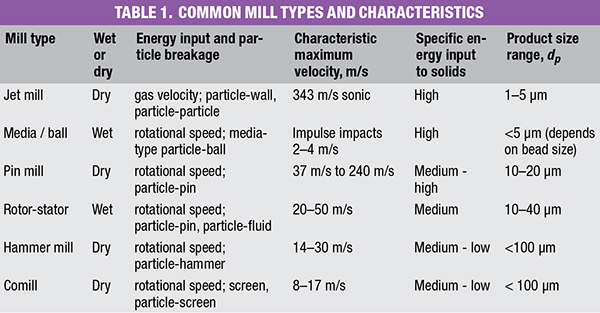
Milling is a common technique for controlling particle-size distribution (PSD) in solid products through size reduction and surface modification. Broadly, mills can be categorized as wet or dry mills, and these two categories are each further subdivided by how comminution is achieved. Wet mills use liquid as their working fluid, whereas dry mills use gas. Common mill types and their characteristics are shown in Table 1. This one-page reference provides a brief review of wet milling versus dry milling.
Wet milling
In wet milling, a slurry containing crystals is directly milled in a rotor-stator device prior to filtration and isolation of the product. The wet mill rotors and stators are composed of walled disks with gaps, called “slots” or “teeth,” on the walls. When spinning at a high tip speed, the rotor acts like a centrifugal pump, which moves the solid material in the solvent slurry through the mill and forces flow through the narrow slots, creating transient highly turbulent eddies that constitute the mechanical energy source for particle breakage. Breakage is likely due to force moments transferred from the liquid media to the particles.
Rotor-stator wet mills have historically been used as emulsifiers for water-oil blends, such as for the food or cosmetic industry, but recently have been also utilized for size reduction of active pharmaceutical ingredients. Rotor-stator wet mills often generate fine particles via attrition, with potential negative impact on the filtration rate and broadening of the PSD.
Other examples of wet mills include media mills and cavitation mills. Media mills use spherical beads made from ceramics, such as zirconia oxide, or polystyrene (PS), to reduce particle size. This mechanism involves a sort of grinding, polishing attrition-type action, where the dense and viscous liquid acts to lubricate the beads, as well as to help dissipate the frictional heat generated from the grinding mechanism.
Cavitation mills generate mechanical energy via the dramatic pressure drop that causes cavitation. Extremely rapid evaporation generates transient gas bubbles, which then collapse violently, causing shockwaves to propagate through the adjacent liquid phase to fracture the suspended particles.
Most wet milling, whether rotor-stator or media, is conducted in recycle mode, where the batch slurry is recirculated from the holding vessel through the mill, often for multiple batch turnovers, until the PSD reaches a pseudo-steady-state minimum.
Dry milling
Dry mills operate in a gaseous environment — usually an inert gas like N2 being either a carrier stream for the pin mill, or providing the mechanical energy for the particle collisions, as in the case of jet mills. Under milling conditions, these gases are at significantly lower density than liquids and are also compressible, so viscous dissipation and dampening forces are lower, allowing particle collisions (with other particles or mill walls) to be the major particle-fracture mechanism.
While this allows for more efficient energy usage, the particles also absorb most of the heat generated by the collisions, which could be problematic for crystals that either have a low glass-transition temperature (Tg)
Milling in a dry environment can also result in more static buildup on the particles, since inert gas is not an effective conductor or carrier of electrostatic charges that are created by the collisions.
Although most dry mills are constructed from metallic materials, some residual charge on milled particles could make them cling to the walls or clump together.
Pin mills have metal pins on both the rotor and stator. And while the rotor spinning at high tip speeds will also cause a vacuum draw and pumping effect that, combined with centrifugal force, transports the particles suspended in nitrogen through the array of pins, the primary mechanism of action is particle collision with the pins.
Jet mills utilize high-pressure gas streams to suspend and accelerate the particles to cause particle-particle and particle-wall collisions.
Although internal geometries and flow patterns differ, jet mills generally share the same mechanism of action: particles in the mill continue to impact the raceway until they are small enough to traverse the path without wall collisions and then leave the mill.
Dry milling exhibits product loss (mostly due to fines entrainment into dust bags and physical losses to the equipment internal surfaces and charging devices like hoppers) of about 5–10%, which is a significant yield reduction.
Dry milling is often conducted in single-pass mode, regardless of mill type. It is difficult for dry mills to set up a recycle-type loop like that for wet mills. The preferred strategy is to select a higher-energy dry mill, such as a pin mill or jet mill when a smaller size is required.
Editor’s note: The content for this column was adapted from the following article: Lee, I., Sirota, E. and Moment, A., Milling in the Pharmaceutical Industry, Chem. Eng., October 2022, pp. 27–33.