Improved understanding of differential pressure (DP) flowmeter operation, along with best calibration practices, reduces maintenance errors
Utilizing an orifice plate installed in a pipe and accurately measuring the differential pressure (DP) to calculate flow is one of most common methods in the chemical process industries (CPI) (Figure 1). DP technology is unique among flow measurement technologies in that the relationship between the flowrate is the square root of the input pressure. This phenomenon presents some challenges to both the vendors that supply DP transmitters and to the technicians that need to calibrate these transmitters.
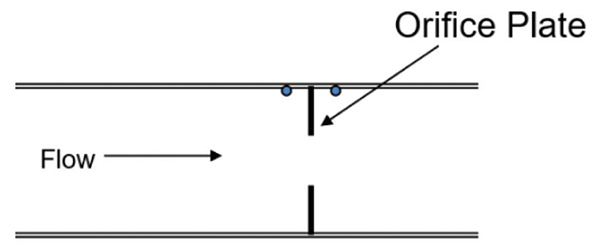
Figure 1. Differential pressure (DP) flowmeters measure the velocity of fluids by reading the pressure loss across a pipe constriction, such as an orifice plate like the one shown here
While new technology available to measure flow can deliver amazing results, and differential pressure flow measurement is widely utilized across many industry sectors, proper use and calibration of these instruments remains important (Figure 2). An improved understanding of the basics of DP flow measurement technology, along with knowledge about the suggested best practices for calibration, will help minimize maintenance mistakes and calibration errors in the field.

Figure 2. Following best practices for calibrating DP flowmeters allows plants to take advantage of the capabilities of new flow-measurement technologies
Flowmeter requirements
In DP flow measurement, obtaining an accurate result involves more than simply taking the pressure measurement and calculating the output. The accuracy of a DP flow measurement is based on the entire flow-measurement system, including the following: straight runs (upstream and downstream); flow element (orifice plate in good condition); and transmitter (consider “low-flow cut-off” and proper test points).
A “straight run” within the piping upstream of the orifice plate is required for a homogenous and stable flow of fluid through the plate. Likewise, a downstream “straight run” is also required. The orifice plate itself must be clean, with sharp edges and no distortions — inspection of the element should be conducted to verify it is in good condition. The mounting of the plate itself must be carried out with care to ensure a repeatable measurement. Assuming that these physical components are sufficiently addressed, the focus can shift to reviewing the calibration of the DP transmitter to make sure it is accurate.
Normally, a pressure transmitter operates in a linear mode from zero to 100% (as an example, at the 50% input pressure level, the output is 50%, or 12 mA).
However, a DP transmitter operates in a square-root mode. A common method to verify that a DP transmitter is operating in the square-root mode is to look for a 50% output (12 mA) when the input pressure is 25% of range, using the relationship shown here:
√0.25 (input) = 0.50 (output) -or- 0.25 (input) = 0.50 2 (output)
Keep in mind that the square-root calculation is sometimes done in the DCS with the transmitter programmed in a linear mode. So make sure the square root is not being taken twice: once in the transmitter and again in the DCS. Check for that scenario if the numbers are not adding up.
Low-flow conditions
One other issue to consider is when there are low-flow conditions. When the flowrate drops below 10% of the output range of a transmitter (5.6 mA), the input pressure becomes so low (less than 1% of range) that any small change or noise in the pressure input is amplified by a factor of 10 or more. Due to this characteristic, DP flow measurement is not accurate below this level (Figure 3). Stated another way, the output rises much more rapidly in the initial 0 to 1% of the input, and the signal is very unstable. This situation is the “enemy” of the technician — no quality calibration can be performed in this case.
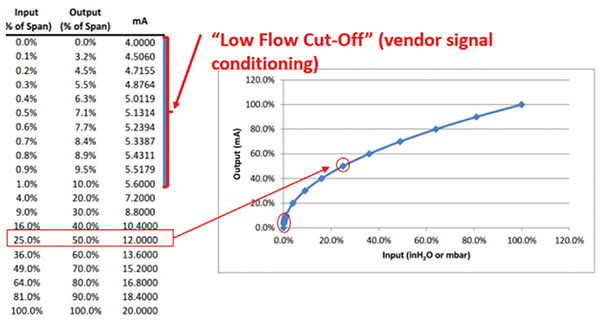
Figure 3. When the flowrate drops below 10% of the output range for a transmitter, as highlighted in the graph, DP flow measurement is no longer accurate
Another item to note is when using DP flowmeter technology, the normal flowrate is usually much higher than 10%, or there is simply no flow at all (the valve is shut off). DP transmitter manufacturers have had to deal with this low-flow issue and all vendors do some kind of signal conditioning between 4.0 to 5.6 mA. If technicians check with their control engineers, they will likely learn that a “low-flow cut-off” value is programmed into the system. This means that when the transmitter detects somewhere below 10% of the flowrate, the flow is forced to zero.
Based on these facts, when calibrating a DP transmitter, there is no reason to test below 1% of the input range (or 5.6 mA of the output range). In fact, when connected to this type of transmitter, it is very noticeable how the stability “improves” once the pressure is above 1% of the input range.
Calibration test points
Most DP flow applications utilize a low-pressure range input (typically using in. H2O or mbar as the pressure unit) that is calculated based on the size of the orifice plate and the diameter of the pipe. A typical example could have a range of 0 to 145 in. H2O with a 4–20-mA (square root) output. A normal five-point calibration would have input test points of 0, 25, 50, 75 and 100%. However, dealing with the square-root relationship makes calibration more difficult. The expected output signals would be 4, 12, 15.3, 17.9 and 20 mA. Finally, “low-flow cut-off” should be considered, and the initial test point should be 1% (rather than zero), with an expected output of 5.6 mA. Table 1 shows a summary calibration test point series.
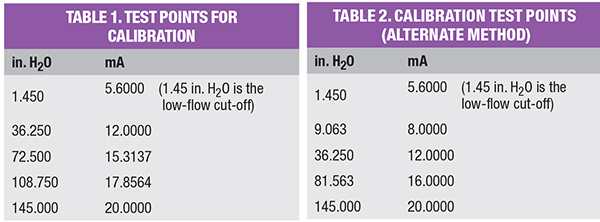
Note that you could also calculate the odd pressure test points that provide an even 25% output step as an alternate method (Table 2; either one is fine).
Figure 4 shows the real calibration data for this example transmitter, with a tolerance that is±0.5% of span.
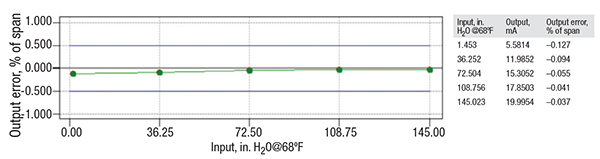
Figure 4. Calibration data are shown for an example transmitter. with a tolerance of ±0.5% of span
This calibration is well within the tolerance (±0.5% of span) with a maximum error of –0.127% of span that occurred at the zero test point. This slight “zero shift” (refer to the graph where the first test point is below the line) only has a 25% significance of the tolerance (0.127% ÷ 0.5%) and no adjustment is recommended. If a lower trim is to be performed, it should be done at the 1% input / 10% output level (not zero).
It is possible that the zero point of the calibration could have been exactly at zero, and the error could have been introduced at one of the middle points of the calibration, or even the span at 100%. The fact that it’s a zero shift is irrelevant to the overall calibration, and it is the overall error allowed for each point that is critical.
When operating the DP flowmeters, the physical components of the system should be checked regularly (orifice plate inspection), and a proper calibration procedure established that addresses the square-root relationship with an initial test point that is slightly above zero to accommodate the “low flow cut-off.”
Edited by Scott Jenkins
Acknowledgement
The authors wish to acknowledge David Spitzer, principal at Spitzer and Boyes for contributions to this article. David has more than 40 years of experience in various aspects of instrumentation, and is a leading expert on flow-technology application. For more information about David, visit www.spitzerandboyes.com. To quote David, the problem is, “you cannot put a gallon/minute in your pocket, take to the field and throw it through the flowmeter to check the calibration of the entire flow-measurement system.”
Authors
 Ned Espy, technical director at Beamex (2152 Northwest Parkway, Marietta, GA 30067; Phone: (770) 951-1927; Email: ned.espy@beamex.com), has been promoting calibration management with Beamex for over 25 years. Espy has helped develop best practices for calibration, with a focus on pressure, temperature and multivariable instruments. He is a consistent editorial contributor to leading industry publications, and has received significant recognition within the automation industry. Currently, Espy teaches calibration best practices and provides technical support to end users, as well as to the Beamex sales team in North America.
Ned Espy, technical director at Beamex (2152 Northwest Parkway, Marietta, GA 30067; Phone: (770) 951-1927; Email: ned.espy@beamex.com), has been promoting calibration management with Beamex for over 25 years. Espy has helped develop best practices for calibration, with a focus on pressure, temperature and multivariable instruments. He is a consistent editorial contributor to leading industry publications, and has received significant recognition within the automation industry. Currently, Espy teaches calibration best practices and provides technical support to end users, as well as to the Beamex sales team in North America.
 Roy Tomalino is a professional services engineer at Beamex (same address as above; Email: roy.tomalino@beamex.com). Tomalino has been teaching calibration management for over 20 years. Throughout his career, he has taught on four different continents to people from over 40 countries. His previous roles include technical marketing engineer and worldwide trainer for Hewlett Packard, and application engineer with Honeywell. Today, Tomalino is a Beamex calibration evangelist. His primary mission is to demystify calibration and teach best practices through consultation, training, live webinars and educational videos.
Roy Tomalino is a professional services engineer at Beamex (same address as above; Email: roy.tomalino@beamex.com). Tomalino has been teaching calibration management for over 20 years. Throughout his career, he has taught on four different continents to people from over 40 countries. His previous roles include technical marketing engineer and worldwide trainer for Hewlett Packard, and application engineer with Honeywell. Today, Tomalino is a Beamex calibration evangelist. His primary mission is to demystify calibration and teach best practices through consultation, training, live webinars and educational videos.