Understanding the working principles of scrolling and pushing centrifuges can help when deciding which type to use. Feed properties and other factors also play a role
When looking for a proven solution for mechanical dewatering, you will most likely come across centrifuges. In particular, filtration centrifuges, such as pusher or screen-scroll centrifuges, have made a name for themselves due to their continuous operating mode and their versatile field of application. In this article, we discuss the main differences between these popular centrifuges to help answer the question: “Scrolling or pushing — which filtration centrifuge fits my process?” To find the answer, we introduce the two most common continuous-filtration centrifuges — the pusher centrifuge and the screen-scroll centrifuge — and explain their advantages and disadvantages in order to derive practical decision criteria for using them.
The question of which combination of technologies makes sense, or even which technologies make sense for a particular process step, cannot be answered reliably in a general way. This is because there are, of course, different ways of conducting solid-liquid separation. Many of these ways are not mutually exclusive, but there is a selection of technologies whose reasonable sequencing combines to create a system that works efficiently.
However, some statements can be made that are at least frequently true. In many cases, for energy and budget reasons, it makes sense to provide at least two-stage solid-liquid separation, which is divided into a thermal and a mechanical separation stage. The decision in favor of specific technologies is considerably more complex, because, on the one hand, the material parameters of the system (density, viscosity, particle size and so on) must be observed, and on the other hand, the objective of the separation step, the value of the end product and the local conditions must also be considered.
For non-compressible or moderately compressible solids with average particle diameters larger than 80µm, continuous filtration centrifuges have proven to be an efficient solution, as they allow very good dewatering on the one hand, and a high throughput in relation to the investment costs on the other hand [1].
Technology and operating principles
As shown in Figure 1, there are no significant differences between a pusher centrifuge and a screen-scroll centrifuge at first glance when viewed from the outside.

FIGURE 1. A direct comparison of a pusher centrifuge (left) and a screen-roll centrifuge (right) does not reveal significant differences from the outside
Both machines are filled via a feed pipe, and the solids are ejected at the front, with the filtrate usually leaving the centrifuge tangentially. On the drive side, the machines are also very similar at first glance, as both machines can be designed with one or two drive motors, with the two-motor drive variant still dominating in pusher centrifuges despite the advantages of single-drive systems. Single-drive systems, with a combined drive and pusher motor, such as the commercial pusher centrifuge shown in Figure 1, allow the reserve capacity available for pushing to be used for accelerating the basket during the startup process, while the reserve capacity available for the startup process can be used for pushing during stationary operation [2]. This allows significant savings to be made in electricity consumption and installed power.
However, the inner workings of the pusher and the screen-scroll centrifuge are very different. Pusher centrifuges usually consist of one to three (usually two) baskets, with a plate at the bottom, which is mounted on a pusher shaft running inside a hollow shaft. The pusher shaft is subjected to an oscillating axial movement so that the so-called pusher plate performs a pushing motion at the bottom of the basket, whereby the solid material is pushed through the basket. Figure 2 shows the operating principle of a pusher centrifuge with one basket [3].
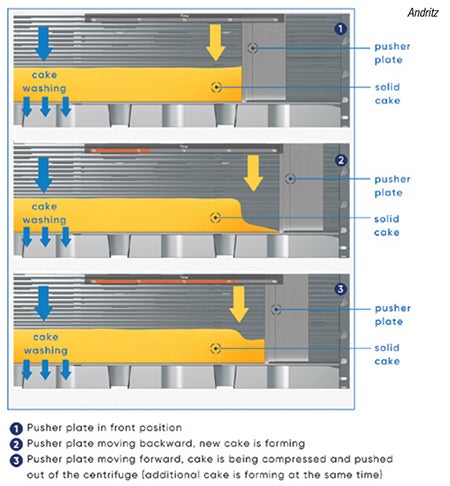
FIGURE 2. The sequence shown here demonstrates the operating principle of a pusher centrifuge
In contrast to this, screen-scroll centrifuges have a single rotating basket, which is usually conical rather than cylindrical. It is also perforated and lined with screens, but inside it, there is a coaxial and co-rotating scroll conveyor that rotates at a slight differential speed to the basket and thus transports the solids out in a controlled way. The differential speed is realized by a gearbox [4].
In both cases, the solids are dewatered during transport through the centrifugal field and can be washed as needed to enhance product quality. Similarly, the solids are discharged continuously in both centrifuges.
Thus, the fundamental difference between these two types of centrifuges is the method of solids transport. In fact, all machine and process specifics can ultimately be traced back to the solids transport and the associated differences in the structure of the filter cake. This is explained in more detail in the following two sections.
Feeding conditions
In both types of centrifuge, the product to be processed is fed into the machine centrally via a rotating feeding system. The product is pre-accelerated before it hits the screen, which retains the solids while allowing the liquid (filtrate), to pass through.
Pusher centrifuge. In the pusher centrifuge, a ring of solids (cake ring) is formed, which is pushed in the direction of the discharge by the pusher plate. The empty space that is left when the pusher bottom is retracted is again filled with new product, allowing a new cake ring to form that pushes the previous one onwards during the forward motion (Figure 2). To provide continuous transport of the product, the pusher centrifuge requires a constant supply of product.
Certain minimum requirements must be met so that the cake ring is suitable for pushing. First, some preliminary dewatering is necessary so that the cake is not too wet and the next cake ring can be pushed forward. If the cake moisture content was too high, the cake would splash forward, causing channeling and vibration in the machine. The speed of preliminary dewatering depends on the particle properties, such as shape and size, as well as on the properties of the liquid, especially viscosity. Basically, the smaller the particles and the higher the viscosity, the higher the filtration resistance. High filtration resistance calls for slow pre-dewatering and, therefore, limited machine capacity.
Second, the solids must be able to form a solid cake. Solids that are compressible, fibrous or unstable under pressure often do not meet the criteria, so they cannot be processed at all or only in a special version of the pusher centrifuge.
Screen-scroll centrifuge. Looking at the screen-scroll centrifuge, the situation in the feed area is completely different. A filter cake is also formed, but it slides in the direction of the solids discharge right from the start due to the conical shape of the basket. The result is that no cake ring in the proper meaning of the term is formed. Usually the scroll in the feed area initially acts as a brake to prevent solids from sliding down uncontrollably. This results in a significantly lower cake height, and the conditions for transporting the filter cake, such as adding further suspension and pre-dewatering the cake, are no longer needed.
In practice, this means that screen-scroll centrifuges can run with higher liquid quantities and higher viscosities, and also that even strong fluctuations in the centrifuge feed, up to and including interruptions in the feed, can be tolerated. Solids that are compressible, fibrous or unstable under pressure are also easier to process.
All in all, the feed conditions for pusher centrifuges are more demanding than for a screen-scroll centrifuge, and even technical innovations, such as the prefiltration stages [5], are not always able to completely eliminate this difference.
Cakes, moisture & washing
The previous section showed that the structure of the filter cake in the two types of machines is very different. But what role does this different structure play in the quality of the solids at the discharge? Compact, relatively high cake rings are formed in the pusher centrifuge that are pushed through the machine by newly forming cake rings. In the screen-scroll centrifuge, a compact, uniform cake covering is only formed in absolutely exceptional cases due to the interaction of sliding and conveying. Viewed in cross-section, its filter cake has a roughly triangular profile (Figure 3), while the one from the pusher centrifuge has a roughly rectangular profile (Figure 2). In addition, the cake height is significantly lower with the screen-scroll centrifuge than with the pusher centrifuge, as mentioned before.

FIGURE 3. This cross sectional view shows the various components of a screen-scroll centrifuge
Dewatering. It not only takes increased centrifugal acceleration but, above all, time to dewater the solid material. In its simplified form, this residence time is calculated from the cake volume in the machine divided by the solids volume flow to the machine. Since the filter cake in the screen-scroll centrifuge has a much lower cake height than in the pusher centrifuge, the overall cake volume is smaller and thus the residence time is much shorter. While it is not uncommon for pusher centrifuges to have a residence time of 20–40 s, it is more common for screen-scroll centrifuges to have a residence time of 2–6 s. This effect is weakened by the fact that a lower cake height has a positive effect on the dewatering behavior, because the liquid in the upper layers of the cake only has to travel a short distance to be removed by centrifugal force. However, it remains to be said that, all other physical conditions being equal, better dewatering can be achieved on pusher centrifuges than on the screen-scroll centrifuge. To compensate for this effect, screen-scroll centrifuges are usually operated at higher speed than pusher centrifuges.
Nevertheless, it should be noted at this point that the remaining residence time will of course no longer improve the residual moisture, if the minimum residual moisture of a product is reached after only six seconds at a certain centrifugal acceleration, and thus in special cases, the residual moisture that can be achieved with the two technologies may be the same. This is often the case with very coarse particles, which are easy to dewater.
Another special case in which the above statement does not apply is in applications involving sticky solids or solids with liquid inclusions. The scroll conveyor of the screen-scroll centrifuge breaks up such structures to a greater extent, which can sometimes result in lower residual moisture than expected in screen-scroll centrifuges.
Washing. The second common quality criterion for solids discharge is product purity. This can be influenced by cake washing, because the aim of cake washing is to wash residues of mother liquor or other impurities out of the solids as efficiently as possible. To make this possible, the filter cake must be penetrated as completely and uniformly as possible by a washing liquid. Since liquid is known to follow the path of least resistance, it is forced to flow through the thinner areas of the cake in the screen-scroll centrifuge, whereas there is less flow through the thicker side of the cake (Figure 3). Accordingly, the cake is not washed very thoroughly on the thicker side — if at all — because there is very little or no contact with the washing liquid.
Compared to the pusher centrifuge, which has a mostly flat cake, the same amount of wash water achieves much higher washing efficiencies.
However, the advantages of washing in the pusher centrifuge go even further. As a rule, there is an optimum point combining washing efficiency and residual moisture. Due to the design, the washing positions can also be adjusted in pusher centrifuges already installed so that they can be set to the optimum. Screen-scroll centrifuges require washing through an opening in the scroll, and in a machine already in operation this opening can only be moved by using a new scroll.
Filtrate quality
In many applications, the quality of the filtrate is also important. A key factor here is the proportion of solids in the filtrate. The solids usually consist of the fine fraction. In order to keep this low, two measures can be implemented within the machine. First of all, particle breakage should be kept as low as possible. If there are fewer fines, less solid matter can pass through to the filtrate. And secondly, the filter cake should be as compact as possible, as this prevents the fine fraction from finding its way into the filtrate.
When it comes to particle breakage, the feeding system is of central importance because uneven acceleration of the suspension leads to particle breakage and wear on the machine. It is often argued that the screen-scroll centrifuge of the same dimension produces less particle breakage in the feeding zone because it is fed to a smaller diameter and therefore accelerates to a lower peripheral speed. On closer inspection, however, this is not the case as, on the one hand, there is less time for acceleration and, on the other hand, the screen-scroll centrifuge is usually operated at a higher speed. Hence, pusher and screen centrifuges do not differ significantly in terms of particle breakage in the feed zone, and the efficiency of the feeding systems is more dependent on the different systems used by the individual suppliers.
Particle breakage can also occur during transport of the solids within the basket. In pusher centrifuges, the filter cake is pushed forward by the next filter cake, with the result that particle breakage during transport is very low, often even negligible. In the screen-scroll centrifuge, it is not possible to prevent a certain fraction of the particles from entering the gap between the scroll and the screen and being crushed. This effect can be mitigated by specifically reducing the gap between scroll and screen [ 6], but it cannot be eliminated. Another area of particle breakage is the solids discharge, but this is irrelevant to solids loss and therefore will not be discussed here.
As already mentioned above, significantly thicker and largely compact cake layers are created in pusher centrifuges. This results in less fine particles passing through, as the filter cake already formed retains the fine particles. With the screen-scroll centrifuge, the filter cake immediately slides out of the feeding zone, with the result that a thinner cake is formed, whereby more fines find their way into the filtrate. In a way, the disadvantage of the pusher centrifuge for highly viscous and compressible solids turns into an advantage for the clarity of the filtrate here.
Maintenance and operation
The operating conditions described above indicate that in some cases both pusher centrifuges and screen-scroll centrifuges can be used. The decision criteria in such cases are ease of maintenance, operational stability and investment costs. The issue of investment costs is complex and can only be seriously considered on a case-by-case basis because one or the other type of centrifuge may have to be oversized in certain applications and thus become unattractive in terms of cost, despite possible advantages in process performance.
As far as operational stability is concerned, both technologies can be run stably in continuous operation. However, stable feed conditions are essential for this purpose in the pusher centrifuge. If these conditions are present, it is in no way inferior to the screen-scroll centrifuge in terms of stability. However, if feeding conditions are not stable or the feeding flow to the machines has to be stopped several times a day, screen-scroll centrifuges have clear advantages, because they are much more robust in the face of fluctuations upstream.
As far as ease of maintenance is concerned, it is similar to the feeding system. Although it tends to be the case that screen-scroll centrifuges suffer greater wear on the screens and are operated more frequently at high speeds, which leads to more wear, the vibration level is lower compared to the pusher centrifuge, which puts the above effects into perspective. However, the differences overall are minor, and it is the design of the machine and hence the supplier that are important. When selecting a centrifuge in terms of maintenance, it is important to ensure that the screen is easily accessible as it is a common replacement part, and that the entire rotating unit can be removed from the machine in one piece because this is the only way to minimize downtime for major maintenance work. A proven solution for the latter is the so-called cartridge design (Figure 4), which is nowadays available for both pusher centrifuges and screen-scroll centrifuges.
FIGURE 4. The cartridge design enables faster cartridge change, and thus simplifies maintenance
Concluding remarks
In practice, both the pusher and the screen-scroll centrifuge have proven to be efficient solutions for non-compressible or moderately compressible solids with average particle diameters larger than 80µm. Since the fundamental difference between the two technologies lies in the form of solids transport and the resulting different structure of the filter cake, particular attention must be paid to the advantages and disadvantages arising from this.
Due to the compact and high filter cake, pusher centrifuges score primarily in terms of the quality of the solids and filtrate produced, while screen-scroll centrifuges prove to be more flexible, especially with regard to process stability, due to the low cake heights and continuous movement of the solids. Screen-scroll centrifuges can be run with higher liquid volumes and higher viscosities and can cope better with fluctuations in the feed. Pusher centrifuges can normally achieve better degrees of dewatering at the same physical conditions if the materials processed are neither compressible, fibrous, nor unstable under pressure. Similarly, due to the nature of cake transport, the intensity of particle breakage in a pusher centrifuge is minimal, while a certain degree of particle breakage cannot be prevented on a screen-scroll centrifuge due to its design. In terms of maintenance, screen-scroll centrifuges suffer greater screen wear but have lower vibration levels, so there are no significant differences. The cartridge design, which is now available for both technologies, simplifies the maintenance on both machines.
Both technologies come with their own advantages and disadvantages, which makes a precise analysis of the specific application and operating situation, as well as the operator’s priorities, indispensable.
References
1. Schmidt, Peter, Filtration Centrifuges — An Overview, Chem. Eng., December 2010, pp. 34–38.
2. A detailed explanation of the combined motor used in pusher centrifuges can be seen in the following animation: https://youtu.be/hyzbk18sRu0.
3. The operation of a pusher centrifuge is explained in the following animation: https://youtu.be/WelAIeeE99Y.
4. The operation of a screen-scroll centrifuge is explained in the following animation: https://youtu.be/g_kS7nCsMuo.
5. A detailed explanation of prefiltration technology is described here: https://youtu.be/k-6UdYF8JO4.
6. Smigerski, Marl, Grinding Effects of Centrifuges, Aufbereitungs-Technik 10, 1978, p. 48.
Authors
Malte Junker is product manager for continuous filtering centrifuges at Andritz Separation GmbH (Industriestrasse 1-3, 85256 Vierkirchen, Germany; Phone: +49-172-52-30-321; Email: malte.junker@andritz.com). After receiving his Ph.D. in chemical engineering in the field of aerosol centrifugation at the University of Stuttgart, Germany, he joined Andritz in 2014 as a project engineer for product management. Since 2016 Junker has been product manager for continuous filtering centrifuges and specialized in pusher centrifuges, as well as screen-scroll centrifuges.
Peter Schmidt is global product manager for filtering centrifuges at Andritz Separation GmbH (Industriestrasse 1–3, 85256 Vierkirchen, Germany; Phone: +49-8139-80299-113; Fax: +49-8139-80299-150; Email: peter.schmidt@andritz.com). He has been with Andritz Separation since 1997, first as a student intern. From 2000 to 2008, he was project manager for pusher centrifuges, and from 2008 to 2012 sales engineer. Schmidt has a Diploma in mechanical engineering from the Berufsakademie Ravensburg, Germany.