Best-efficiency point (BEP), the flowrate at which a pump operates at its highest or optimum efficiency for a specific impeller diameter, is a key consideration when assessing pump performance. While most pumps do not consistently operate at their exact BEP, a pump that is properly sized will maintain a flow near peak efficiency (85–105% of BEP).
Operating a pump “off-BEP” means that the flowrate is either too far above or below the BEP for a sustained period of time, resulting in a number of negative consequences. This article outlines the consequences of operating pumps away from their BEP for extended periods, as well as the key questions to ask when assessing off-BEP pump operation.
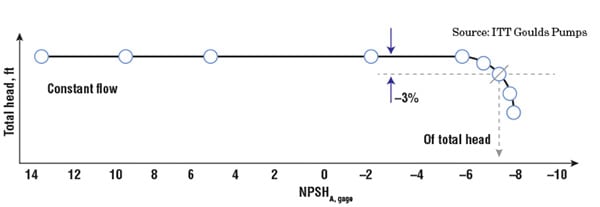
Figure 1. Shown here is an example of an NPSH test plot used to determine a pump’s NPSHR
Consequences of off-BEP operation
Vibration and noise. Noise and vibration can occur when a pump operates too far to the right of BEP, generating high-velocity eddy currents that contribute to the imbalance of pressure and shaft deflection. The resulting stress on the pump’s internal components can lead to poor pump performance, excessive wear and increased risk of failure. The ideal noise/vibration point is approximately 90% of BEP.
Cavitation. Cavitation occurs when vapor bubbles continuously form and collapse, creating intense pressure (up to 10,000 psi) and shock waves (Figure 2). This is caused when the net positive suction head required (NPSHR) increases beyond the NPSH available (NPSHA), or when the NPSHA drops below the NPSHR. In determining reliability, if the NPSHA in the system drops below the NPSHR by the pump, the pump will experience cavitation — eroding the impeller, vibrating the bearings and casings, and causing damage that can be quite severe. The fatigued metal breaks away, creating pitted surfaces, which become concentration points for further bubble collapse. NPSHR is typically based on test standards established by the Hydraulic Institute (www.pumps.org); the definition of it is based on a 3% total head drop (Figure 1). At that 3% ratio, a pump is already cavitating. That is why there are common practices in the industry that require a certain margin to be in place to make sure a pump is not running right at the NPSHA, and thus, by definition, cavitating.
Bearing and seal failure. Bearing and seal failure accounts for more than 80% of all premature centrifugal pump failures, and occurs when a pump experiences increased radial and thrust loads during off-BEP operation. Pumps that have a single-volute casing design normally experience a rapid increase in impeller radial and thrust loads as the flow declines below BEP flow. Dual-volute casing designs help to balance radial loads and are essential for reliability when a pump must operate for a substantial period of time at flows considerably below its BEP flowrate. Modified concentric volute-casing designs are an alternative to single volutes — offering reduced radial loads in off-BEP operation, but giving up a little bit of pump efficiency in the process. The impeller loads that develop during off-BEP operation can lead to shaft deflection and mechanical seal failures, or overload the bearings with increased temperatures.

Figure 2. Cavitation can be created for demonstration purposes using a venturi
Discharge and suction recirculation.
Discharge and suction recirculation happens when fluid does not flow through the pump as it was designed, causing small flow instabilities called eddies. The damage caused by eddies mirrors cavitation and can lead to catastrophic pump failure when portions of the impeller inlet or discharge vanes fatigue and fail by breaking off.
Temperature rise.
Temperature rise is one of the more severe effects of off-BEP operation, because at its most extreme, human life can be lost. If a pump is allowed to run at shut-off for an extended period of time, enough energy can be applied to the fluid to cause the pressure in the pump to build to a point where it’s greater than the yield strength of the casing, thus causing an explosion. Such explosions have been known to throw motors through concrete block walls. The chances of this happening are remote, yet real.
Key questions
- The following application-related questions should be considered when assessing off-BEP pump operation:
- What type of damage can occur if a pump is run below the BEP?
- What type of damage can occur if a pump is run above the BEP?
- How does off-BEP operation affect a pump’s mechanical seal?
- Why does vibration increase in off-BEP operation?
- What are some ways pump manufacturers use hydraulic design to minimize loads on bearings and increase bearing life?
- Are proper operational controls in place to prevent a catastrophic event?
In pursuit of peak efficiencies and increased reliability (longer mean time between failures), pump adjustments are often made to align their BEP with the duty point of the pumping systems. Consider testing a pump if you are uncertain about its BEP for a specific application. ■
Editor’s note: Content for this edition of “Facts at your Fingertips” was contributed by Rich Nardone, global product manager at ITT Goulds Pumps (Seneca Falls, N.Y.; www.gouldspumps.com).