The latest valves are designed to last in challenging chemical applications, increasing uptime and safety
As operational efficiency and safety continue to be top priorities in the chemical process industries (CPI), processors are demanding increased reliability from their equipment, and valves — whether large process control valves or small pilot, pressure reducing or specialty valves — are no exception to this rule. Fortunately more robust valve designs, as well as smarter valves and accessories, are boosting the performance of all types of valves, even in the harshest of environments.
Reliability and safety are obviously important in the CPI, whether it’s small batch processing or continuous processing. “Usually when the batch is small, it’s expensive feedstock they [the manufacturers] are moving, which means the monetary loss is high if there is contamination of the process or leakage and loss of material caused by faulty valves,” says Gabe Boltniew, product marketing manager for Emerson Automation Solutions (Florham Park, N.J.; www.emerson.com). “In large, continuous processes, if a valve fails and causes the process to shut down, there’s very expensive downtime and loss of production associated with that failure, so reliability of valves is a concern for any chemical processor.”
However, while reliability is a top priority, it’s often difficult to achieve due to the challenging chemical processing environment. Not only are processors running highly corrosive or aggressive media, but there may be high temperatures, high pressures and solids content, as well as harsh clean-in-place (CIP) and steam-in-place (SIP) procedures, making it difficult to find a valve solution that will last in these extreme conditions. And, when you throw safety concerns like fugitive emissions or leaks of aggressive media, high pressures and outgassing into the mix, the stakes become higher. “It really comes down to mitigating risk. Failure of valves in the chemical industry can result not only in loss of profit, but also in damage to the environment or death to employees. These dangers exist not just from the chemicals being handled, but also from the violent force that may occur if there’s an explosion,” says Anders Ryan, technical sales manager with Plast-O-Matic Valves (Cedar Grove, N.J.; www.plastomatic.com).
For all these reasons, valve manufacturers are offering new designs and smarter equipment to help enhance reliability of valves, which in turn increases safety, uptime and efficiency within chemical facilities.
More robust valve designs
“There are significant challenges when it comes to longevity of valves in chemical processes,” says Dan Ray, director of EPC, with Cashco (Ellsworth, Kan.; www.cashco.com). “Whether it’s chemical compatibility, pH, velocity or other factors, difficult phenomena exist within chemical plants, making it tough to find a valve that will last in the chemical processing environment.”
Ray says valve manufacturers are rising to the challenge via the use of new materials and designs. “As the chemical industry continues to handle new chemicals and the aggressiveness of those chemicals increases, we are seeing new materials introduced and new designs in valve bodies, allowing valves to become more compatible with these environments.”

Figure 1. Model 521 is a sliding stem, globe-style, bellows-sealed, pneumatically actuated control valve designed to provide long-term performance and maximum corrosion resistance in pure chemical service
Cashco

Figure 2. When the QuadroSphere ball cycles, the recessed surfaces allow solids to be flushed from the cavity, preventing buildup of the solids around the seat rings and bearings
Val-Matic
He points to Cashco Model 521 (Figure 1) as an example. “This valve was designed for processes that deal with very corrosive materials or where permeation is an issue and lined pipes are required,” he says. “However, it’s not a lined control valve, which typically feature a spray-on material or very thin film.” Instead, Model 521 is a sliding stem, globe-style, bellows-sealed, pneumatically actuated control valve designed to provide long-term performance and maximum corrosion resistance in pure chemical service. It is designed so that all wetted internal parts are machined from a solid block of isostatically compacted, virgin tetrafluoroethylene (TFE), ensuring maximum density and the lowest possible permeability. An additional design benefit is that the wall-thickness integrity is ensured as a result of the TFE body being internally machined after it is secured in a cast 304 stainless-steel body shell, preventing distortion problems related to the plastic stability of TFE.
Val-Matic (Elmhurst, Ill.; www.valmatic.com) is also working on designs that enhance performance in difficult applications. “One of the most difficult applications for a ball valve is one that sees grit, solids or abrasive media, as it tends to wear and erode the sealing properties of the valve quickly,” says Stephen Dalton, director of engineering with Val-Matic. In response to this challenge, the company developed the QuadroSphere (Figure 2). “In traditional ball valves, there are certain areas of cavities that tend not to get a lot of flow through them and, therefore, collect fine and abrasive grit, which creates problems. So, instead of a using a traditional sphere-shaped ball, we’ve machined away portions of the ball, creating recessed areas.”
The surfaces of the full-port ball that are non-essential to sealing have been recessed in all four quadrants, creating additional flow paths that allow the flow and particulates to move freely above, below and around the sides of the ball when moving from closed to open position. Seat ring contact to the ball has minimal contact area, which reduces wear and operating torques due to less friction.
The design is self cleaning. Typical ball valves allow liquids and solids to be trapped within the body/ball cavity, which results in solids accumulating around the ball, causing clogging and damage to the seating surfaces. However, when the QuadroSphere ball cycles, the recessed surfaces allow solids to be flushed from the cavity, preventing buildup of the solids around the seat rings and bearings.
New designs are also being developed to enhance safety, as well as reliability. “When you’re dealing with very aggressive chemicals, safety is a priority in the plant. If you get a leak of aggressive chemical, it could harm the environment and/or the operators using the system. So valve safety often translates into having as few potential leak points into piping, connectors and valves as is possible,” says Jeff Borchers, industrial team leader and industrial product manager with GEMÜ, USA (Atlanta, Ga.; www.gemu-group.com).

Figure 3. Multi-port block valves tie in all the connectors, piping and two-way valves to create a modular block design, increasing safety and reducing potential leak points
GEMÜ, USA

Figure 4. Series CARD releases air at startup and then closes it so the system can safely and effectively operate
Plast-O-Matic
“For this reason our multi-port block valves are becoming popular,” says Jared Godfrey, team leader and product manager for the semiconductor division of GEMÜ, USA. “We can tie in all the connectors, piping and two-way valves to create a modular block design. Not only does this increase safety and reduce potential leak points, but combining functions in one block reduces the residual volumes of media in the system, optimizes flow and improves drainage, which is also beneficial in high-purity applications, such as semiconductor manufacturing (Figure 3).
Often used as safety mechanisms in process plants, air release, pressure relief, backpressure and degassing valves are also getting design renovations to further enhance safety and performance. “There are several challenges associated with piping and valve systems for the chemical industry,” says Plast-O-Matic’s Ryan. “One would be outgassing of a fluid. If you get air into your piping system, you create transient pressure bubbles that can then move around, find the weakest point and cause the piping systems to fail. Also, air can impede the flow of fluid and decrease productivity. Pressure-relief valves, pressure regulators and backpressure valves are designed to reduce risk and mean time between failures, as they were made to control pressure and outgassing of rogue air in a piping system, thus eliminating major safety risks.”
For this reason, Plast-O-Matic offers a variety of redesigned air release/degassing valves. Among the newest offerings is a combination valve. Series CARD (Combination Air Release and Degassing Valve) releases air at startup and then closes so the system can safely and effectively operate (Figure 4). In addition, the valve is designed to release trace amounts of air that occur during operation. “Air might become entrained in the fluid or be sucked in from a pump or the chemical will outgas itself and this air can cause problems,” says Ryan. “This combination valve will distinguish between the liquid and the gas and allow the gas to escape. It’s a little valve that does the work of two separate valves.”
Specialty valves also are seeing redesigns that make them more reliable and efficient. “The hold up volumes and clean-ability of hygienic valves used in the biopharm industry are extremely critical, because these applications use living organisms so it’s very important that the systems, including the valves, are very sterile.”

Figure 5. The EnviZion valve eliminates the effects of thermal cycling. The active sealing technology, which employs a thermal compensation system, provides a reliable seal that won’t degrade over time
ITT Engineered Valves
Most systems in this industry are designed for clean-in-place and sterilize-in-place processes. “This means valves used in these applications must be able to withstand not only the process, but the variety of chemicals and thermal cycling associated with CIP and SIP. This requires materials of construction and valve architecture that will allow for these chemicals and temperature ranges,” explains Rick Kovacs, director of research and development, with ITT Engineered Valves (Lancaster, Pa.; www.engvalves.com). “The other challenge is, operationally, hygienic diaphragm valves are critical but they won’t last forever, necessitating periodic replacement. But, maintenance for diaphragm valves can be lengthy and people tend to make mistakes, increasing the likelihood of failure.”
To handle the chemicals, thermal cycles and maintenance challenges, ITT Engineered Valves developed the Pure-Flo EnviZion valve (Figure 5), says Paul McClune, product manager with the company. The valve was designed to help users install, operate and maintain their valves more efficiently via a mount-and-turn design that allows for quick and easy valve disassembly. No tools are required for valve installation and diaphragm replacement and fasteners have been eliminated. The EnviZion valve also eliminated the effects of thermal cycling. The active sealing technology, which employs a thermal compensation system, provides a reliable seal that doesn’t degrade over time. The seal is maintained over varying operating conditions, eliminating the need to adjust fasteners after thermal cycling. In addition the valve improves clean-ability by reducing the potential for fluid entrapment. The valve body and diaphragm create a seal on the leading edge of the D-section, preventing fluid from getting into an area, which would otherwise be difficult to clean and possibly lead to process contamination.
Smarter valves and accessories

Figure 6. Fisher 667 size 30i through 76i actuators incorporate an integral air passage that eliminates the need for external tubing and fittings when paired with a DVC2000 or DVC6200
Fisher Valves for Emerson

Figure 7. The 546 PRO ball valve features a sensor in the ball that allows users to see what’s going on inside the valve itself, not the actuator, for accurate pressure and temperature measurements
GF Piping & Valves
Recently, there has been an introduction of smarter, more automated valves and accessories, such as positioners and limit switches, which allow users to open and close those valves from a central control room, says Jim Sullivan, valve divisional director with Wolseley (Newport News, Va.; www.wolseleyindustrialgroup.com). “The accessories are often simple to plug in or wire back to a control room and provide data to the user so they know how many times that valve has opened or closed. This information is used to increase reliability because it provides data that can be used for diagnostic purposes. For example, users can study the data and identify trends, so they know that at the millionth cycle, it’s time for them to tighten packing or replace the valve during the next turnaround.”
Nathan McCormick, director, chemical process industries with Fisher Valves for Emerson Automation Solutions (Marshalltown, Iowa; www.emerson.com), agrees: “Valves are becoming smarter as improvements in sensors, diagnostics and predictive algorithms allow us to capture more of the behavior of the device and provide information on both relative health and concrete steps that can be taken to correct any issues.”
He adds that valves form a critical part of Emerson’s industrial internet of things (IIoT) strategy due to their direct contact with and impact on process fluids. “For example, there are dozens of diagnostic and information parameters available from every control valve equipped with a digital valve controller, such as the DVC6200,” he says (Figure 6). “The biggest issue in capitalizing on that information in plants today is the sheer amount of data available. At Emerson, we have new services available to provide valve condition monitoring on an ongoing basis, allowing users to cut through all the data and get detailed, actionable reports from our valve experts on the exact condition of all their monitored assets, which leads to better maintenance decisions, improved process uptime and efficiency.”
Other valve manufacturers, such as GF Piping Systems (Irvine, Calif.; www.georgfischer.com) are adding “smarts” to their valves and accessories, as well. For example, the EA25 electric actuator has been upgraded to include the newest sensing technology. “This actuator uses an inductive sensor that tells the actuator the position instead of using cams that can corrode. The addition of solid-state control allows for pushbutton end stop adjustments and a seven-segment display shows fault indication,” says Jon Parker, market segment manager, chemical process industry, with GF Piping.
The company also released the 546 PRO ball valve (Figure 7). “We added a sensor in the ball that allows users to see what’s going on inside the valve itself, not the actuator,” says Jeff Sixsmith, product manager for valves and actuation, with GF Piping. “This latest technology allows users to read pressure and temperature inside the valve, as well as the position of the valve.”
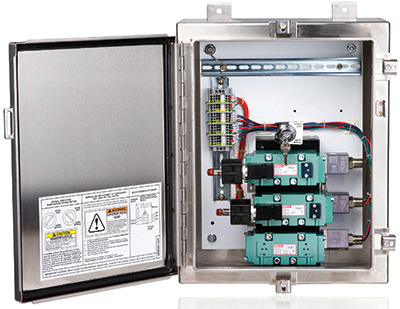
Figure 8. The Redundant Control Systems (RCS) provides complete functional safety with enhanced reliability. It is a pilot valve system with no single point of failure that could result in unwanted closure of the process valve
ASCO for Emerson
And, intelligence has also been added to valves to increase safety and reliability in critical applications, says Emerson’s Boltniew. “In critical applications, reliability of the valve is important. If the valve is open and it should be closed, it could be a major safety or process issue, so they need to monitor that information in the control room, which means they need reliable products that provide feedback.”
For such applications, ASCO’s Redundant Control Systems (RCS) (Figure 8) provides complete functional safety with enhanced reliability. It is a pilot valve system with no single point of failure that could result in unwanted closure of the process valve. The system achieves a high level of process safety and reliability by using a redundant, fault-tolerant architecture, high diagnostic coverage and automated testing. The RCS is fit for use in SIL 3 applications and helps to reduce trip rates.