Atmospheric Storage Tanks
This refers to the [Engineering Practice] article “Designing Atmospheric Storage Tanks” [March 2017, pp. 77–82]. It is interesting and informative. Please convey my congratulations to the author. Some of the suggested methods may lead to expensive designs and are not needed, based on my experience in the industry.
The statement “tank heights do not exceed 1.5 times the tank diameter” may be true only for sites where land is not at premium… The API codes do not prohibit tank height versus diameter ratio.
Large diameter, low height (squatter) tanks end up with much higher dead volume as compared to tall (slim) tanks… With economics tightening, refiners seek the least dead inventory, as large dead inventories in storage tanks do not generate revenue. [Also], in the case of blanketed tanks, the inert gas inventory and consumption increases due to [a] large gas-space at [the] top for large diameter tanks…..
A tall tank may require heavy foundation. However, the cost evens out due to smaller footprint. Similarly, tank weights even out…..
Gopal Murti, P.E., senior consultant
The Augustus Group, Montgomery, Texas
Author’s response
It feels great that the author [of the above letter] has taken time to go through my article and share his comments.
The exact statement as given in the article (p. 80) is “In general, tank heights do not exceed 1.5 times the tank diameter.” The prefix “In general”….sufficiently points out that no specific scenario is being spoken about. Also, no prohibitions about L/D [height-to-diameter ratio] nor any reference to API is suggested in this regard….
It is indeed correct that dead inventories below floating roof (known as tank heel) do not generate revenue. However, this [was] a specific example where allowances for jet mixer and floating roof add to the requirement. Lowering the minimum operating level of the floating roof increases the tank net-working capacity and reduces associated vapor emissions. The goal is to reduce the roof landing position for reduced heel operations.
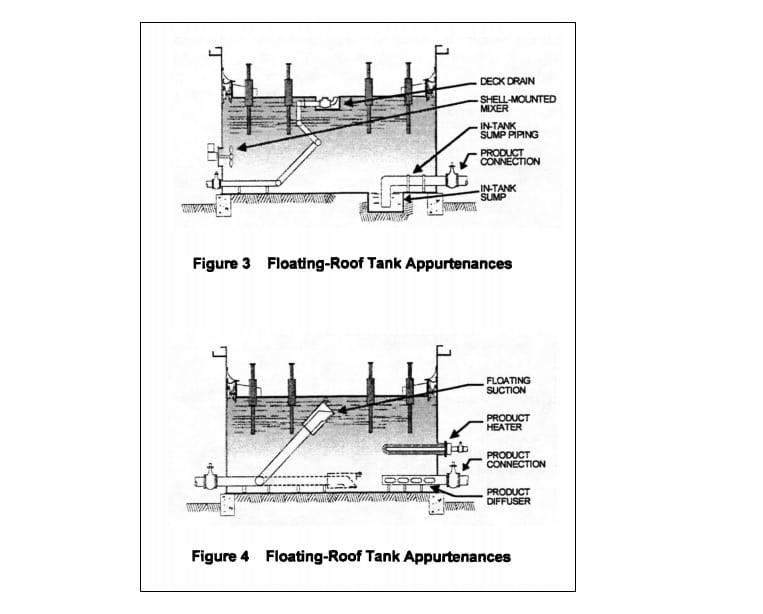
[In a project involving a tank farm of a refinery in the Middle East], there was a heel pump (rotary pump) to drain out the tank with its suction pipe dipped in the tank sump to empty it out as much as possible… This heel pump transferred its contents to a re-run tank.
The reference to tank foundations is restricted only to a single sentence…. Also it is clearly stated (p. 79) that “To obtain an economical unit, it is the tank manufacturer who will choose the number of courses and plate widths to obtain the height required for a given diameter. Hence a process or mechanical design engineer does not necessarily specify the number of shell plate courses.”
It is considered that the revision status of the datasheet is preliminary (on p. 80) and will be updated as engineering progresses….
Prasanna Kenkre
Jacobs Engineering
Editor’s note: The two letters above are exerpts. The following is the original letter and response:
This refers to the [Engineering Practice] article “Designing Atmospheric Storage Tanks” [Chem. Eng., March 2017, pp. 77–82]. It is interesting and informative. Please convey my congratulations to the author. The author made certain statements to substantiate his design. Some of the suggested methods may lead to expensive designs and are not needed, based on my experience in the industry.
- The statement “tank heights do not exceed 1.5 times the tank diameter” may be true only for sites where land is not at a premium. In most places, land is at premium and owners do not prefer large diameter tanks, occupying large footprints. We can see tall and slim (almost like a pencil) type tanks, particularly in the refineries located near consumer centers. The API codes do not prohibit tank height versus diameter ratio.
- Most tanks pump out the liquid through a pump. A typical pump requires, say, a minimum of 1 m of fluid level above its suction line (NPSHr). Large diameter, low height (squatter) tanks end up with much larger dead volume as compared to tall (slim) tanks. For example, consider a 40-m dia. by 10-m high tank. Assuming the bottom 1 m of liquid cannot be pumped, the dead volume = 1,257 m3 (10%). The same capacity tank can be made using 30-m dia. by 17.78-m height. The dead volume in this case would be only 707 m3 (5.63%). With economics tightening up, the refiners like to have least of dead inventory, as large dead inventories in storage tanks do not generate revenue.
- In the case of blanketed tanks, the inert gas inventory and consumption increases due to large gas-space at top for large diameter tanks.
- A tall tank may require a heavy foundation. However, the cost evens out due to the smaller footprint. Similarly, tank weights even out. The author of this letter has developed a computer program that does cost comparisons of tanks with 25 combinations of tank diameter and height for a given tank volume. Tank internal and external coating costs and tank insulations costs are also compared.
- The author says the tank diameters are standardized based on shell-plate lengths, but tank heights are never standardized. It is other way round. An economical and good practice is to standardize tank height and keep the diameter varying. Many engineering companies do this mistake of standardizing tank diameter and then working out the height. They invariably end up top course of partial width. Please be aware that tank plates are available in 10-, 8- and 6-ft widths. With this availability, we standardize the height in multiples of even feet. Any height in multiple of 2 ft can be constructed using full-width plates of the available sizes. We found tank vendors offering a 24-ft tall tank cheaper than a 23-ft tall tank specified in process data-sheets. The contractor saves cutting of 1 ft of width and associated costs of weld-edge preparation. The leftover 1-ft wide plate has a scrap value. As stated in the article, we do not round off shell height to a nearest meter. We round the height to nearest 2 ft (to make use of full plates). From an engineering point of view, too, early information of the tank height helps the process engineers to fix the pump elevation, and so on.
- To improve the readability, it is recommended to use one set of units (either Metric or Imperial) consistently. The other unit may be used in brackets for clarity, if needed. The article has mix of units, such as psig and kPa.
Gopal Murti, P.E., senior consultant
The Augustus Group, Montgomery, Texas
The author responds
It feels great that the author [of the above letter] has taken time to go through my article and share his comments.
- The exact statement as given in the article (p. 80) is “In general, tank heights do not exceed 1.5 times the tank diameter.” The prefix “In general,” at the very beginning of the statement sufficiently points out that no specific scenario is being spoken about. Also, no prohibitions about L/D [height-to-diameter ratio] nor any reference to API is suggested in this regard.
On one of the previous projects I worked, an IFRT was used to store intermediate ClO2 solution used for bleaching in the paper-and-pulp industry. This was an EPCC project, but the limitations on tank height and diameter were provided by the client very early in the kick-off meeting of the project itself. (see additional notes below)
- It is indeed correct that dead inventories below a floating roof (known as tank heel) do not generate revenue. However, this is a specific example where allowances for a jet mixer and floating roof add to the requirement. Lowering the minimum operating level of the floating roof increases the tank net-working capacity and reduces associated vapor emissions. The goal is to reduce the roof landing position for reduced heel operations.
I remember one of the projects executed in 2011 involving the tank farm area of a refinery in Middle East. There was a heel pump (rotary pump) to drain out the tank with its suction pipe dipped in the tank sump to empty it out as much as possible. This heel pump transferred its contents to a re-run tank.
The figure below shows two simple arrangements that can be made to empty out the tank heel (from Galligher, Terry A. and others, “Floating-Roof Tank Heel Reduction Options and Heel Turnover Emissions,” International Pipeline Conference — Vol. 1, ASME, 1998; downloaded from http://proceedings.asmedigitalcollection.asme.org).
- The reference to tank foundations is restricted only to a single sentence in the whole article as I truly understand that this is out of scope of the article and also out of scope of process design. No details about costing, value engineering or reliability engineering are given anywhere in the article, as this is not the purpose. Also, it is clearly stated (p. 79) that “To obtain an economical unit, it is the tank manufacturer who will choose the number of courses and plate widths to obtain the height required for a given diameter. Hence a process or mechanical design engineer does not necessarily specify the number of shell plate courses.” Furthermore, the design in the article (p. 80) has considered a filling ratio of 85%, which may be varied.
- Only for the values of vapor pressure and its application I have used the unit kPa and not elsewhere. This is only for ease of memory (the rule-of-thumb on p. 77), as remembering 10 kPa would be simpler. For pressure, the unit psig is consistent throughout.
- It is considered that the revision status of the datasheet [presented in the article] is preliminary (p. 80) and will be updated as engineering progresses.
Additional notes:
Engineering companies have an interface with the following:
- The design team of the client (chemical company for which the tank is being designed): The client team provide the designer of the engineering company with live data or data based on previous experience necessary for design. Further all the requirements of a client are always detailed out in their design basis or technical guidelines, which they share with the designer whom they work with. For example, Shell has its own guidelines, which are well known in the industry as Shell DEP (Design Engineering Practice).
At those occasions when some clients do not have such guidelines, the engineering companies will hold meetings with the client prior to starting work and understand client’s expectations completely. Also, designers have their own/company database and experience from previous jobs for support.
- The tank manufacturer/vendor: The vendor supplies engineering companies with the final design documents and general assembly drawings. Thus, where manufacturing is involved, vendor input is a must for correct design because the logistics of material come into play. Also, the vendor-supplied documents are reviewed and checked for conformance against project requirements as a part of engineering activity.
As these factors are always backing the designer, he or she meets the necessary requirement and produces a successful design as required (without compromising the project cost or schedule — a prime requirement). To produce a design you have to first start somewhere from scratch.
Prasanna Kenkre
Jacobs Engineering