Understanding pump internals, especially the various sealing and coupling arrangements, is a critical step in selecting the optimal pump
There is a significant risk for operators associated with the pump selection process. Economic issues, such as procurement and operating costs, as well as matters of safety, environmental protection and proper design must be considered. More recently, the issue of energy efficiency has become more prominent. In the chemical process industries (CPI), the complex interactions between the media to be pumped (for instance, very acidic or alkaline solutions, as well as toxic, corrosive, abrasive, gas-laden or extremely valuable substances) present particular challenges that can be difficult for some types of pumps to master. Painful experience from practice illustrates the problems that are caused by non-functioning pumps. Up to 90% of damage to pump systems is the result of deficiencies in design or operating errors. Often, the damage involves problems such as the occurrence of cavitation or the seal and bearing unit running dry. The associated production downtime quickly leads to high costs. On top of this, there are the time requirements for repairs, all of which impact the total cost of ownership (TCO).
In order to ensure fault-free pumping, it is necessary for new purchases or retrofits not only to include a precise description of the medium to be pumped — the exact data of the system and the circumstances of the installation location are also important.
Introduction to sealing schemes
Centrifugal pumps are considered quite robust, and account for up to 90% of the pumps used in the CPI. In contrast to displacement pumps, they are suitable for media containing solids, which are frequently encountered in CPI facilities. Among centrifugal pumps’ main benefits are their ability to function without closed pumping spaces and the fact that they can work without valves. Their functional principle is based on hydraulics, with an impeller, a casing and the seal and bearing unit. The task of the sealing system is to seal off the rotating shaft against the surrounding environment. The selection and combination of a suitable seal and bearing unit is highly important. The important factor here is the hazard potential that the pumped media represents for the surrounding environment.
For non-hazardous media, suitable seals include the following: stuffing-box packings made from various materials and lubricated with water, grease or graphite; hydrodynamic seals with downstream standstill seals; or labyrinth seals that are open to the environment and have pumping and blocking fittings.
When using shaft seal rings and simple mechanical seals, which are typically lubricated with the product to be sealed against, serious problems can result when there is contact with difficult media. Double mechanical seals can be used, but only if they are isolated and lubricated with a medium that is non-hazardous for the surrounding environment and compatible with the pumping medium. Canned motors and magnetic couplings are likewise in use, where the bearing of the shaft is designed as a plain bearing running in the medium, and where no shaft feedthrough is present.
For media with moderate to high hazard potential, the following sealing systems are suitable: double mechanical seal; magnetic coupling; and canned motor. In the case of mechanical seals, double mechanical seals are differentiated from liquid-sealed or gas-sealed versions. Despite major disadvantages, liquid-lubricated seals are used frequently. The disadvantages include the complex, but necessary, sealing systems, which incur higher maintenance costs. More difficult pumping tasks are performed by another variant, which has proven particularly effective with vertical pumps: the gas-lubricated mechanical seal. These seals are suitable because of the simple gas supply, and are characterized by low operating and maintenance costs. In terms of safety, and particularly where there is a risk of materials escaping into the atmosphere, magnetic couplings and canned motors are the preferred choice.
Hermetically sealed pumps
Pumps with canned motors and magnetic couplings are hermetically sealed pumps, with a comparatively reliable sealing. A rotating magnetic field is used to transfer the torque through the closed, thin, typically metallic wall to the pump shaft. This element is also described as the containment cup or can. In the canned motor pump, the pump and motor form a single unit. The rotor and impeller are mounted on a single shaft. In contrast to the double mechanical seal (which is sealed using a separate medium), the canned motor pump does not operate independently of the pumping medium. A further disadvantage of canned motor pumps is that in order to pump gas-laden or magnetizable media and solids, certain additional measures must be included, such as external flushing.
The aspects of energy efficiency and lifecycle costs highlight further severe disadvantages. From an energy-efficiency perspective, the canned motor pump is an obsolete model. Its overall efficiency is typically unsatisfactory by today’s more rigorous standards. Over 30% of the drive energy is lost through heat generation, or heats the pumping medium. One reason for these poor values is the larger gap between the stator and the rotor. The eddy-current losses in the can and friction losses of the rotor in the pumping liquid are additional factors contributing to these pumps’ inefficiency. Apart from the high energy losses from induced eddy currents (in the containment cup or can) and viscosity effects, the high maintenance and operating costs are an important factor when considering lifecycle costs. Compared to the procurement and installation costs (30% of the overall costs), the running costs are extremely high, at approximately 70%.
In contrast to canned motor pumps, a magnetically coupled pump’s motor is not in the pumping medium. In the block design, the motor shaft carries the external magnet rotor, which transfers the magnet forces through the containment cup to the internal magnet rotor. Permanent magnets are located on the drive and pump shafts. The medium flows around the containment cup and plain bearing in the magnetically coupled pump (Figure 1).
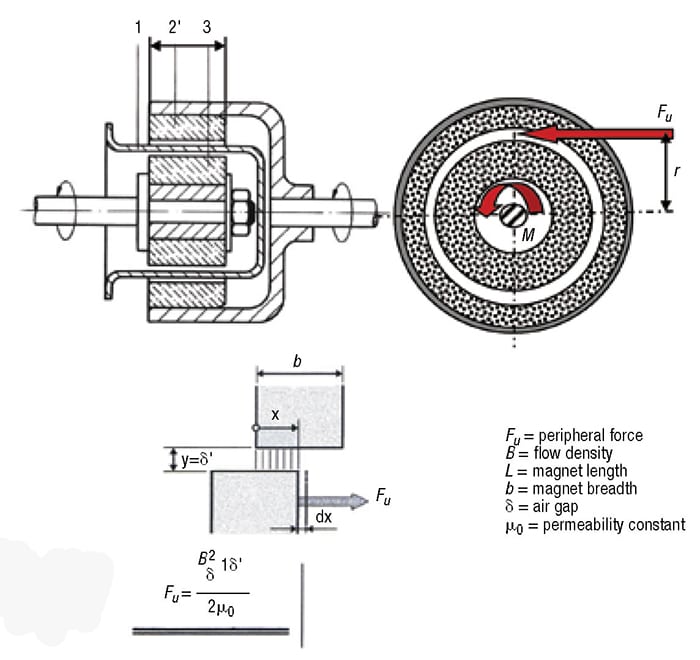
FIGURE 1. Modern magnetic-drive technology facilitates torque transmission without a shaft passing through
Both pump types operate without leakage and satisfy even stricter requirements, because the containment cup or can guarantees a hermetic seal against the surrounding environment.
Magnetic coupling functions
The magnetic coupling is characterized by torque transmission without shaft feedthrough. Up to 15% of the drive energy is lost through eddy current losses in the metallic containment cup or through friction losses of the internal magnet rotor in the pumping liquid. Worth emphasizing, however, is the lower heat transmission into the pumping medium when compared to canned motor pumps. Particularly with media that have critical boiling points, the relatively high heat transmission from the motor to the pumping medium, which is typical of canned motor pumps, can lead to complications. If the efficiency of the drive motor of the magnetically coupled pump with a metallic containment cup is incorporated into the analysis, an efficiency advantage of approximately 5% is achieved for the magnetically coupled pump when compared to the canned motor pump.
Media with critical boiling points and a proportion of solids represent a further area of consideration. Solids impair the plain bearing and containment cup, and can even disconnect the can. The greatest hazard potential for magnetic couplings relates to the fracture of the containment cup. If fracture occurs, liquid under pumping pressure can then escape into the atmosphere unimpeded.
When the liquid is directed through the bearing arrangement in a magnetic coupling configuration, the flushing flow is directed either from the outer diameter of the impeller through the casing wall, or from the pressure port to the bearing arrangement. The prerequisite here is that the difference between the flushing pressure (PD) and the suction pressure (PS) must be sufficiently high to generate an adequate flushing flow to transport away the heat. The flushing pressure of the bearing is higher than the boiling pressure of the pumping medium, and should be higher than the suction pressure of the bearing.
The heat balance also must be considered. Eddy-current losses and hydraulic losses increase the discharge temperature of the pumping liquid. This heating of the medium must be transported away with the pumping flow; the minimum flowrate is calculated from this.
In order to secure against the risk of a containment cup fracture, double-walled containment cups with leakage sensors or sealing systems downstream of the containment cup are used. By contrast, the canned motor is a secure hermetic seal, because after a can fracture, the liquid is first caught by the can, and does not escape into the atmosphere.
Through the use of appropriate sealing or flushing liquids, which are fed into the bearing area, and through complete monitoring of the operating parameters, every hermetically sealed pump can also be equipped for pumping difficult pumping media, such as media containing solids.
Hermetic sealing disadvantages
Hermetically sealed pumps of the kind described here bring about further disadvantages in practice. Firstly, as mentioned before, solids in the medium can block the cooling channels to the containment cup or destroy the bearing arrangement. This increases the wear of the containment cup. Gas components (from inadequate venting or cavitation), boiling or outgassing substances and low-viscosity liquids can interrupt the lubrication of the plain bearing and lead to stalling. Finally, the heating of a partial flow (by the coupling) can result in undesirable or even dangerous heating of the medium.
In order to achieve safe operations while dry running, further measures are required, which are complex and cost-intensive. For example, filters with a coupled differential-pressure monitoring system must be installed upstream of the pump or in a bypass flow. Fault-prone sensors are used for monitoring the containment cup, as well as the bearing and medium temperatures, and gas sensors or protection signals are used for monitoring dry running. Furthermore, to ensure a minimum volume flow, special control technology is additionally used, which again is subject to its own monitoring, and generates additional costs.
Overall, the impairment of the engineering processes is significant. The contamination of the pumping medium with flushing liquids, significant heating of the medium and the high effort dedicated to monitoring mean that a satisfactory result is difficult to achieve.
Dry-running safety
To approach some of the concerns described above, operators may ask how the efficiency of the magnetic torque transmission can be improved without impairing the safety or the bearing arrangement. Furthermore, how can a magnetic-field transmission be effected irrespective of the pumping medium?
First, an understanding of the concept of dry-running safety must be established. Dry-running safety is the ability of a pump to handle difficult operating situations without damage or causing a dangerous situation.
These difficult situations may include pumping processes in which there is only a little or even no pumping medium inside the pump casing, or where gas components occur in the pumping medium.
The solution: the “dry-running” of a magnetic coupling is only possible if the containment cup between the internal and external magnet rotors permits eddy-current-free magnetic-field transmission. This is only possible through the use of electrical insulators, such as plastics like polyetheretherketone (PEEK) or a sandwich design of carbon-fiber-reinforced polymer or polytetrafluoroethylene (PTFE). Ceramics also work well for this purpose. Because of the eddy currents, a metallic containment cup would quickly heat up to high temperatures. Disastrous consequences can follow — first, comes demagnetization, and then after a few minutes, the total destruction of the coupling and bearing.
The logical conclusion is to use a dry-running bearing arrangement. This solution appears to be possible using ceramic roller bearings, which are manufactured in small unit numbers. They are suitable for a short period of dry running. They will not withstand continuous dry running under high mechanical loads from the hydraulic pump forces. Fundamentally, even plain bearings survive a brief period of dry running, but with extended dry running, there is quickly a risk of the plain bearing overheating. This is associated with the problem that the intake of the cooler pump liquid makes the rupture of the bearing shells unavoidable.
Subsequent development processes thus led to grease-lubricated roller bearings, which operate in a closed gaseous atmosphere. In this extremely clean environment, they achieve a long service life. The sections below describe some dry-running safety characteristics for various types of magnetically coupled pumps.
Conditionally dry-running magnetically coupled pumps. These pumps use special plain bearings that can survive extended dry running. Examples include diamond-coated bearings or ceramic roller bearings.
Zero-flowrate-safe magnetically coupled pumps. In the event of zero flowrate or stalling, the magnetic coupling is supplied by the static flushing pressure from the pressurized side. Pumps that use the liquid reservoir and the static pressure in the pressure line to lubricate the plain bearings in the event of zero flowrate against the open pressure line may include self-regulating centrifugal pumps. The following prerequisites are necessary here:
- The difference between PD and PS is approximately 1 bar, adequate heat removal is available (vapor return) and the flushing pressure of the bearing is higher than the suction pressure PS
- Internal throttling ensures that the bearing flushing pressure is higher than the vapor pressure
Continuously dry-running magnetically coupled pumps. Pumps equipped with a continuously dry-running magnetic coupling and a dry-running roller bearing arrangement include the special centrifugal pumps similar to the one illustrated in Figure 2.
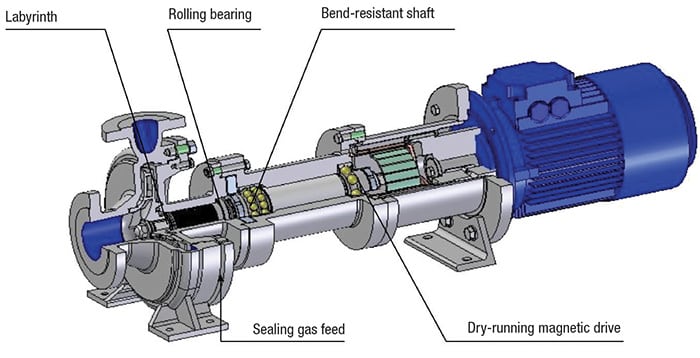
FIGURE 2. In situations with zero flowrate, it is imperative to ensure that the pump and its bearing can properly handle the ensuing conditions
Dry-running centrifugal pumps
Dry-running, hermetically sealed centrifugal pumps (Figures 3 and 4) have proven to be reliable, because the sealing and bearing technology used works independently of the pumping medium. They are far superior to conventional magnetically coupled pumps in terms of the flexibility to permit solid and gas components in the pumping medium. There are also benefits when handling toxic media with these pump types, due to the dry-running, depressurized magnetic coupling.
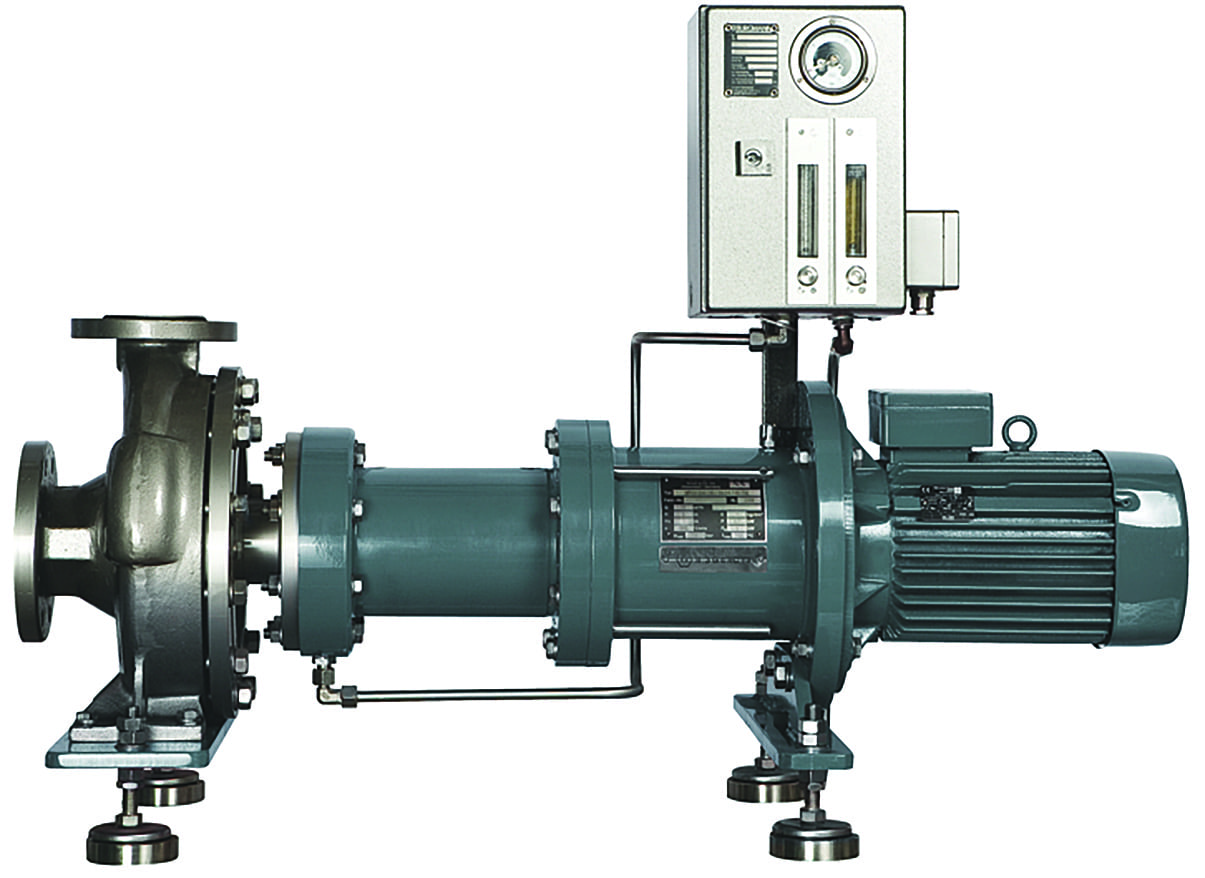
FIGURE 3. Simplified maintenance is a major advantage of dry-running, magnetically coupled centrifugal pumps; no complex modification work is required for pump replacement or commissioning
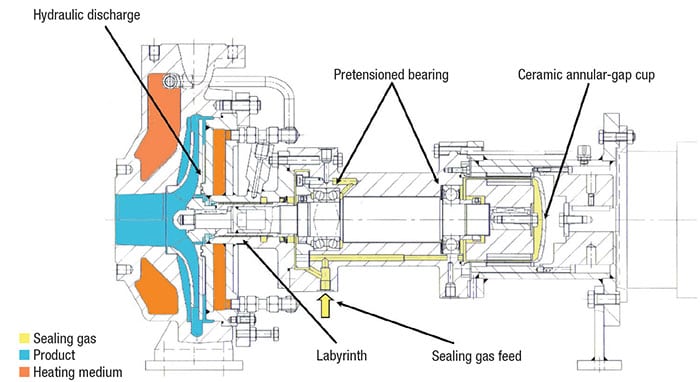
FIGURE 4. A heated variant of a dry-running magnetically coupled centrifugal pump is shown
The bearing mount consists of a shaft with grease-lubricated roller bearings, which can increase the efficiency compared to conventional magnet pumps with plain bearings.
The shaft seal arrangement promotes safer operations as well. The hydraulic depressurization at the impeller and balancing holes reduces the shaft gap pressure to equal the feed pressure. The special labyrinth seal, which is filled with sealing gas between the impeller and the shaft bearing arrangement, separates solids so that they cannot enter into the bearing area. The lip seal ring upstream of the bearing arrangement comes into use if the nitrogen supply fails. The ceramic containment cup, the actual hermetic seal, is thus subject only to low pressures and operates without product contact. The eddy-current-free magnetic field transmission allows significant energy savings.
Low energy consumption is increasingly important, as environmental considerations and rising energy prices are encouraging companies to save energy — particularly in pumping operations. The use of roller bearings and a ceramic containment cup are responsible for these pumps’ energy savings in a significant measure. With a realistic runtime of 8,000 operating hours and 10 KWh power consumption, compared to normal magnetic pumps with plain bearings and a metallic containment cup, this adds up to savings in the range of 80,000 KWh per year.
The volume of sealing gas required for the labyrinth seal is approximately equivalent to that of the gas-sealed double mechanical seal. Thanks to the hydrodynamic depressurization of the shaft gap, the required sealing-gas pressure at atmospheric feed conditions is generally no higher than 3 bars gage.
As a result of the minimal load on the containment cup, which works under low pressure in a gas atmosphere and without product contact, a high safety standard is achieved. A potential failure of the sealing-gas supply, which triggers an alarm, represents no immediate danger for the bearing, because a dry-running emergency seal between the labyrinth and the bearing arrangement can operate for a number of hours without sealing gas.
The design of the pump’s roller bearing also facilitates pump operation without any liquid filling, eliminating hydraulic bearing forces, making this pump type unconditionally capable of dry running. In contrast to standard magnetically coupled pumps, these pumps can be used for virtually all pumpable liquids without any additional measures. The only monitoring requirements for the pumping system are for the sealing-gas flow. The prevention of operating errors is inherent in the system. As a result of the eddy-current-free magnetic-field transmission and the grease-lubricated roller bearings, this type of pump is among the most efficient standard pumps with single plain bearings.
Specific properties
The low-pressure loading of the containment cup (approximately 3.5 bars gage), which operates in a gas atmosphere with zero product contact prevents explosive mixture s from forming. Because the ceramic or plastic containment cup does not run in the liquid, there is also no electrostatic charging. Furthermore, the drive process and magnetic-field transmission do not cause any heating of the medium. Both of these features represent particular advantages during the pumping of media with critical boiling points.
Maintenance is also an important consideration, and dry-running magnetically coupled pumps have several characteristics that simplify maintenance demands. For instance, the feed pressure is applied only to the labyrinth seal, which operates with zero friction. The sealing-gas atmosphere contains no oxygen, moisture or solids. The grease-lubricated roller bearings have a long service life and may require no maintenance during this period. The bearing grease also has an extremely long service life, and is exposed to virtually no aging processes. In the internal sealing-gas atmosphere, the grease-lubricated roller bearings run free from contamination and moisture, and without oxygen. Because the sealing gas lifts up the lip seals, the pump operates without filters. The labyrinth is cleaned by sealing gas. There are very few sensors required for monitoring, removing some of the most frequent fault sources.
In practice, this type of special centrifugal pump has proven its effectiveness, even in extremely hot applications, such as those with liquid melts. The thermal compartmentalization permits extremely high product temperatures of up to 400°C.
Flexibility of media is another crucial benefit. Because neither the bearing nor the magnetic coupling has direct contact with the pumping medium, and because various impeller geometries can be used, the pump can be used almost completely irrespective of the liquid, even toxic media.
Dry-running, hermetically sealed centrifugal pumps have proven to be reliable problem-solvers, because the sealing and bearing technology used works independently of the pumping medium. Furthermore, they can handle solid and gas components in the pumping media.
Edited by Mary Page Bailey
Authors
 Frank Bungartz is the director of centrifugal pump developer and manufacturer Paul Bungartz GmbH & Co. KG (Düsseldorf Straße 79, 40545 Düsseldorf, Germany; Email: bungartz@bungartz.de). Employed at Bungartz since 1999, he is the third generation to work at the family-owned company since its inception in 1947. After the university entrance exam and training as an industrial mechanic, Bungartz completed his studies in mechanical engineering with a specialization in international project management. He is an active member of associations and organizations, including the VDMA, the BVMW, the Society of Mechanical Engineers’ Association of Pump Manufacturers and Dechema e.V.
Frank Bungartz is the director of centrifugal pump developer and manufacturer Paul Bungartz GmbH & Co. KG (Düsseldorf Straße 79, 40545 Düsseldorf, Germany; Email: bungartz@bungartz.de). Employed at Bungartz since 1999, he is the third generation to work at the family-owned company since its inception in 1947. After the university entrance exam and training as an industrial mechanic, Bungartz completed his studies in mechanical engineering with a specialization in international project management. He is an active member of associations and organizations, including the VDMA, the BVMW, the Society of Mechanical Engineers’ Association of Pump Manufacturers and Dechema e.V.