By intensifying cooperation between process designers and cost engineers in the conceptual stage of plant projects, better-informed decisions can be made on the economic viability of plant projects
The global economic environment is competitive, demanding and fast-paced, and becoming more so. The world has become more integrated through the expansion of trade, investment and communications, leading to more international competitive pressure [1]. This effect also leads to a continuous shortening of project lifecycles; decreasing profit margins make it imperative that new plants move quickly into operational mode. This trend requires a change in how to approach the cost engineering for new potential projects.
To succeed in these challenging times, chemical process industries (CPI) companies, among others, need to be able to identify economically viable projects as early in the design process as possible, thereby minimizing time and money spent on potentially non-profitable endeavors. In order to remain competitive and maximize business performance, optimal process designs must therefore be identified quickly with the minimum risk of rework, because design changes further in the project-development cycle come at the expense of higher cost and more effort (Figure 1).
![Figure 1. The cost of design changes rise as plant projects progress [2]](https://www.chemengonline.com/wp-content/uploads/2015/12/12.jpg)
Figure 1. The cost of design changes rise as plant projects progress [2]
Process design and cost
The challenge of quickly identifying optimum process designs reflects on two very different disciplines involved in a project. On one side, there are the process designers, responsible for process optimization, in terms of throughput rate, process yield and product purity. They must also take into account factors such as reliability, available space and safety concerns. Of course, capital cost will certainly be considered, but it is not their main concern. Cost engineers, on the other hand, are less involved in the actual design of the process, but rather with how much it is going to cost. Their findings can be compared to the business case drawn up by the project’s owner to assess the viability of that particular project design.
In order to assess a design for its costs, process engineers and cost engineers should work closely together during the economic analysis of the different solutions.
During conceptual and front-end engineering and design (FEED) project stages, process engineers should aim to accomplish the following objectives:
- Informed decision-making. Analyze and evaluate the different process alternatives early in the project lifecycle in order to make a substantiated decision to “do the right project,” in terms of its economic viability
- Engineering time and cost savings. Allowing engineers to quickly and easily determine the cost implications of their process design choices will reduce the number of man-hours spent on evaluating expensive process configurations and validating data to support decision trade-offs.
- Re-use of (cost) engineering knowledge. When process engineers are more involved in the cost aspects of projects, it will become much easier to re-use information about cost objects (equipment groups) when preparing the process design, resulting in more cost-effective solutions.
To achieve this, the process engineer and cost engineer need to intensify their cooperation during the conceptual phase. This article explores how this cooperation can be organized to allow for informed decision-making during the conceptual design and FEED phases.
Fostering communication
In many companies, the engineering disciplines that are involved in realizing a project (such as process-, mechanical-, piping- and cost engineering) are segregated. This is often done to increase effectiveness within each discipline, but usually leads to reduced interdepartmental cooperation, since the exchange of information tends to follow an “over-the-wall” principle, where personnel from different disciplines are not fully aware of each other’s concerns and priorities.
It is important to have a robust and open communication platform between these disciplines, because they are closely related to each other. For example, the placement of the equipment items determines to a large extent the costs of the main pipelines. The complex task to come to an optimal plot plan requires close interaction between the different disciplines.
In order to evaluate the cost implications and economic viability of a project, the cost engineer should assess the different design alternatives. This requires an optimal flow of information between process engineers and cost engineers.
Fortunately, the automation and digitalization of most activities within these disciplines enables us to share and access useful information, although both process engineers and cost engineers have their own (software) tools to respectively design and estimate the project. This arrangement, by the way, is a good thing — specializations like these truly need dedicated tools, specifically designed for their purpose. But the potential gain of enabling easy exchange of information is evident; it can prevent the evaluation of the cost implications of each design alternative from becoming a complex and especially time-consuming task.
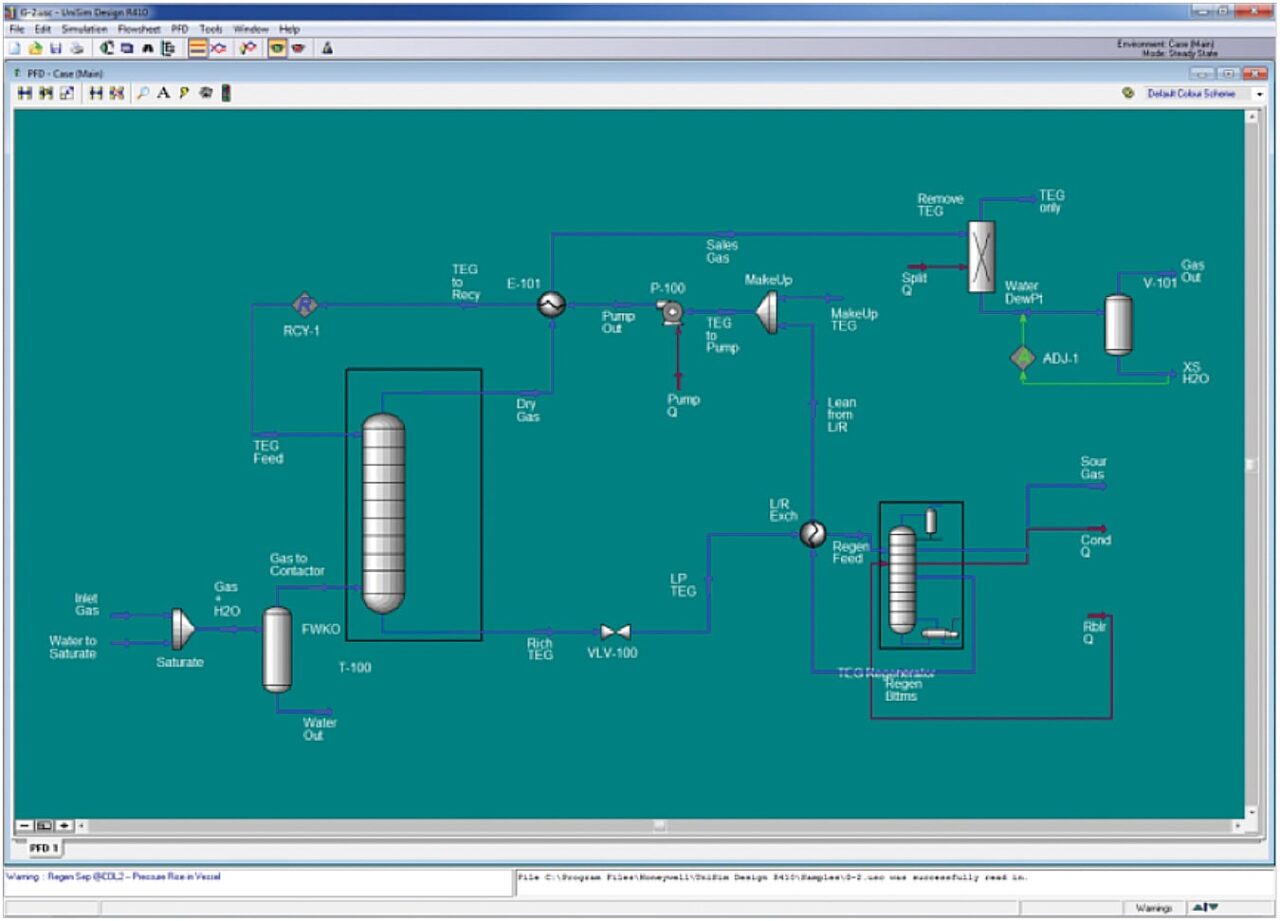
Figure 2. Modeling with process flow diagrams allows the use of equipment groups called “cost objects”
Evaluating alternative scenarios
In order to determine the required information that should be transferred between the process design and cost engineering groups, it is important to understand the cost estimating methodology that is commonly applied during the conceptual and FEED phases of a project.
Traditionally, equipment-factored methodologies, or simply “factor estimating,” is applied during the conceptual and FEED phases of a project. This method uses the correlation between the total equipment costs and the costs of related disciplines (piping, civil, electrical and instrumentation and so on) to estimate the total installed cost (TIC). For each type of process equipment, different factors are used to reflect the differences in the costs of piping, foundations, cables, instrumentation and so on. Although this is a commonly accepted estimating methodology during early phases of project development, the accuracy of the TIC estimate strongly depends on obtaining the correct cost values for all equipment. This, in turn, requires precise and correct information about equipment parameters, such as sizing, metallurgy and capacity. Cost estimating software can use these equipment parameters as an input to parametric equipment models (based on cost-estimating relationships) to come up with an accurate estimate for the equipment.
To quickly screen and compare different project designs on costs and economic viability, a cost engineer needs to get the equipment parameters as an input from the process engineer to make a factor estimate.
This is where the integration between process-design tools and cost-estimating tools can deliver its value. When it becomes possible to feed the process data directly from the former to the latter, these data can be automatically mapped with cost models to produce a cost estimation for the simulated project scope. This way, the cost of process designs can be estimated in less time, allowing for the estimation and consistent comparison of multiple design alternatives. Examples of the combination of two software solutions offering this functionality are now available, and together, the two can cover the entire project lifecycle, from preliminary process design to project execution.
As a result, only the (most) profitable designs will be developed further, reducing the amount of (re-)engineering effort.
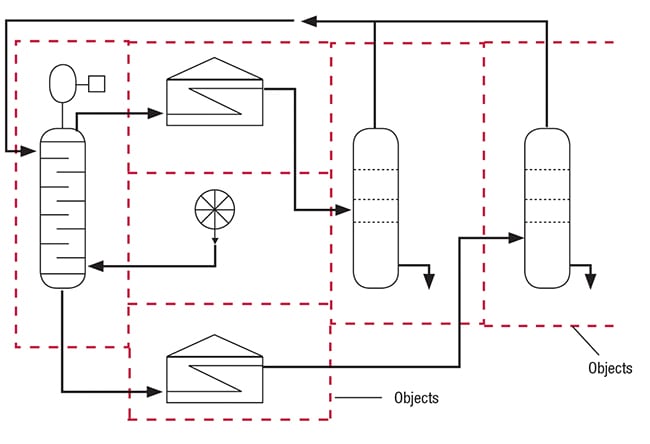
Figure 3. Recent software developments allow integration between process design and cost engineering
Object-oriented estimating
Of course, such a high-level factor estimate of a process design might get you through the first “go/no-go” decision gate, but it is in no way sufficient to actually build the plant. The next step is the more advanced estimating methodology: object-oriented estimating.
Based on data from previously executed projects, it is possible to identify characteristic values from those projects. Characteristic values are metrics used for object-oriented estimating in order to determine the expected project quantities, without having to involve a full design team to determine these quantities. Some examples of characteristic values are:
- An average of 150 m pipe per equipment
- An average size of 4.5-in. pipe
- An average of 0.9–1.2 control valves per equipment
- An average of 5.5 field instruments per equipment
These characteristic values can be used to create “cost objects” — combinations of characteristic values for each discipline, representing the associated scope (Figures 2 and 3). A cost object can be, for example, a pump with associated foundation, piping, instrumentation and electrical work. The cost objects are driven by the quantities of the characteristic values. These quantities (the generic equivalent of material take off (MTO) quantities) can be priced using historical data, to derive the total project cost. One of the main advantages of focusing on quantities, rather than costs, is that quantities are better understood by the engineers and designers. This approach, thus, can improve communication.
It is clear that object-oriented estimating requires more time, effort and (historical) knowledge than factor estimating. However, since projects often have multiple go/no-go stages, it can be a suitable supplement if, of course, the required data are available. The method increases accuracy not only by accounting for a larger number of variables, but also through the possibility of fine-tuning specific components (for example, the pipe length associated with a storage tank). A factor-estimating approach succeeded by object-oriented estimating thus further enhances the evaluation process of the different design alternatives.
Focus on cost analysis
When, after careful consideration, a project advances to the detailed engineering phase, the added details of the plant design as created by the process-engineering team will eventually result in a (bulk) MTO.
Until not so long ago, it was common practice to manually translate such an MTO into a cost estimate. Thanks to modern technology however, it is now possible to speed up that process through an automatic analysis of the MTO based on commonly used terms; a cross-reference with historical data, possibly supplemented by publicly available market data or preliminary quotes, can result in a fairly accurate estimate.
This method further supports the objective of identifying the most cost-effective design, since it simplifies making slight design alterations while seeing the impact on costs in almost realtime.
Become a learning organization
By no means does an approved project estimate represent the end of a project — it is at the execution phase that the estimate is challenged by reality. Some might argue that, at this point in time, the project is out of the hands of the cost engineer, but this is actually a perfect opportunity to learn. Cost engineers should be sure to stay involved throughout the project until the very end. Every finished project can have a learning effect, through reusing the data of executed projects in early type estimates for a future project during conceptual design, creating a continuous improvement cycle.
Multidisciplinary approach
Getting good insight into the cost implications of process designs is not the only advantage of the link between process- and cost-engineering tools. Because process engineers can almost directly see the cost impact of changes in the process design, their cost awareness will improve. From a technical perspective, it could be a perfect solution to double the size of a heat exchanger, but perhaps it will be more cost-effective to have two separate items to achieve the same result. Eventually, the process engineer will be able to recognize those designs that are optimally cost-effective before effort and time are actually expended to develop less effective designs.
The reverse benefit is also realized by linking process and cost engineering — the cost engineer will get a better understanding of the process engineer’s thoughts. This will improve the communication between the two disciplines. Keep in mind that it is not recommended to make the process engineer responsible for the cost estimate, or vice versa. But in the end, by combining each other’s knowledge, the synergistic effect will result in an optimal technical and economical solution for the project.
Concluding remarks
CPI companies should strive to make better decisions earlier in the project development stage. To achieve this, good, early insight into the technical, as well as the economic, viability of a project during the conceptual and FEED phases is required. Recent software developments allow for a tight integration between process design and cost engineering software, making it possible to compare design alternatives and choose the most profitable solution (Figure 4). This will result in the following:
Informed decision-making. By having a clear understanding of the cost implications of process-design alternatives, better informed decisions can be made. Even during the conceptual phase, engineers will be better able to choose the “right” project, based not only on technical factors, but also economic ones.
Engineering cost and time savings. The collaboration between process designers and cost engineers will significantly reduce the time required to estimate the different process alternatives, while at the same time, the number of re-engineering hours will be reduced, because unprofitable process designs are identified early on in the project development stage.
Enhanced flexibility. Process engineers will have the ability to quickly explore the cost impacts of design changes, allowing more flexibility to explore “out-of-the-box” solutions that normally would not be considered.
Transparency. Through the use of the object-oriented estimating method, based on the input of high-level process equipment information, the cost estimate can be given a hierarchical structure, from detailed information, up to the object level. This provides a transparent view on the build-up of the cost estimate.
Communication. The integration of otherwise isolated process- and cost-engineering tools will help to remove communication barriers between the two disciplines.
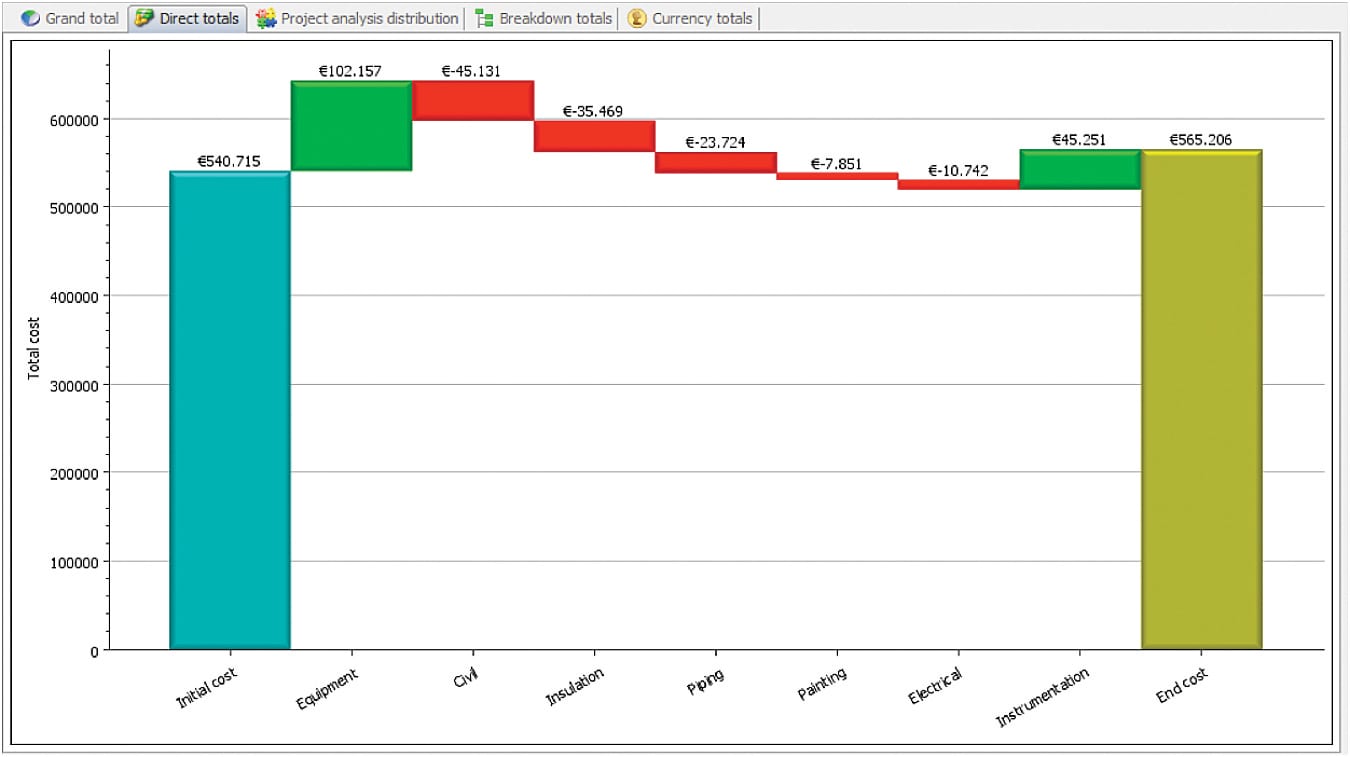
Figure 4 . Cost objects consist of the equipment item and its associated disciplines. Together the cost objects form the complete project
Edited by Scott Jenkins
References
1. Dahlmann, C., Technology, globalization and international competitiveness: Challenges for developing countries. United Nations publications. Accessed from: http://www.un.org/esa/sustdev/publications/industrial_development/1_2.pdf.
2. Chardon, R., Graph of design changes versus cost, Cost Engineering Consultancy, 2015.
Author
 Stefan Bakker is a certified cost engineer at Cost Engineering Consultancy (IJsselmeeer 32e, 3332 EX Zwijndrecht, the Netherlands; Phone: +31 78 620 09 10; Email: SBakker@costengineering.eu; www.costengineering.eu), an independent cost-engineering services and software provider established in 1996. Along with the company, Bakker has helped owners and EPC contractors worldwide in their cost engineering activities on numerous industrial projects. Cost Engineering Consultancy’s main areas of expertise are: cost engineering services (cost estimating, cost control, risk management); cost data development; cost engineering academy; and total cost management software (Cleopatra Enterprise, a cost-management solution that can now be linked to Honeywell UniSim Design software (Honeywell Corp.) in order to get the required process data to provide engineers with a cost estimation of the project.
Stefan Bakker is a certified cost engineer at Cost Engineering Consultancy (IJsselmeeer 32e, 3332 EX Zwijndrecht, the Netherlands; Phone: +31 78 620 09 10; Email: SBakker@costengineering.eu; www.costengineering.eu), an independent cost-engineering services and software provider established in 1996. Along with the company, Bakker has helped owners and EPC contractors worldwide in their cost engineering activities on numerous industrial projects. Cost Engineering Consultancy’s main areas of expertise are: cost engineering services (cost estimating, cost control, risk management); cost data development; cost engineering academy; and total cost management software (Cleopatra Enterprise, a cost-management solution that can now be linked to Honeywell UniSim Design software (Honeywell Corp.) in order to get the required process data to provide engineers with a cost estimation of the project.