Advanced materials and sustainability efforts are driving the evolution of modern pigment and coloration technologies
The complex chemistries that enable pigments to provide bright colors also open up much potential for advances in production and performance. Although pigments from nature have been used for centuries, synthetic pigments continue to evolve, and in some cases, mimic their biological predecessors. Some advances in pigment technologies, as well as the industry trends that support more sustainable operations, are presented here.
Globally sustainable operations
As with countless other industries, globalization trends are impacting pigments producers. “The leading paints and coatings manufacturers have become increasingly international in their activities ever since the onset of market globalization. Consequently, pigment suppliers are now expected to grow worldwide along with them, and to make pigments of consistent quality available everywhere in the world,” explains Hans-Peter Baldus, head of Lanxess AG’s (Cologne, Germany; www.lanxess.com) Inorganic Pigments business unit in North America. At the same time, consolidation is bringing about change as well, specifically in the global industry for the production of synthetic iron-oxide pigments, which are produced in red, yellow, brown, black and a wide variety of additional shades in between. “This effect is most noticeable in China,” explains Baldus, where production capacities have shrunk considerably and a significant number of small- and medium-sized producers have exited the market since 2014. Baldus attributes this trend to the recent establishment of environmental restrictions by Chinese authorities.
To address the environmental implications of the Penniman Red process — the traditional production technique for yellow-red iron-oxide pigments in China — Lanxess developed an alternative production method that is more efficient and sustainable. The company employed this production process for the first time earlier this year at a plant in Ningbo, China (Figure 1). The hallmark of the technology is the comprehensive waste-gas treatment process, which eliminates harmful nitrous oxide emissions. Furthermore, Lanxess’ patented Ningbo Process integrates an efficient water-treatment system and also incorporates precise control of the formation reaction and altered synthesis of the starting materials. “This process,” says Baldus, “sets new standards worldwide in sustainable iron oxide production.” Beyond the environmental benefits, the process also results in pigments with extremely high chromaticity, says the company, allowing for the production of the classic color range of yellow-red pigments, as well as new, stronger reds not previously available (Figure 2). The plant is built for a capacity of 25,000 metric tons per year (m.t./yr) of iron oxide pigments. At the same site, the company also operates a mixing and milling plant for pigments with an annual capacity of 70,000 m.t. For more information on the Ningbo production facility, please see “A Greener Route for Making Red Pigments,” Chem. Eng., Feb. 2016, p. 9.

Figure 1. Lanxess recently employed a new production technique for yellow-red pigments at a site in Ningbo, China Lanxess

Figure 2. The Ningbo Process produces a wide range of yellow and red pigments in a more environmentally friendly manner than traditional
techniques
Lanxess
In terms of volume, Lanxess’ largest pigment demand comes from the construction industry. The company has achieved certification from third-party environmental program SCS Global Services (Emeryville, Calif.; www.scsglobalservices.com), meaning that recycled material makes up to 94% of the iron raw materials used in the production of its pigments. Pigments from SCS-certified suppliers comply with Leadership in Energy and Environmental Design (LEED; www.usgbc.org/leed) certification, making them approved for sustainable building applications.
In May, Huntsman Corp. (The Woodlands, Tex.; www.huntsman.com) opened a new pigments production plant in Augusta, Ga. The facility, which produces 30,000 m.t./yr of yellow, red and black iron-oxide pigments, sources its iron raw materials from the waste streams of neighboring sites. According to the company, the $172-million plant also boasts advanced process automation and the elimination of a drying step that is typically required for standalone pigments plants, making the pigment-production process more efficient.
Huntsman produces several pigment products that are designed to address specific environmental challenges. For instance, the company has developed a line of infrared reflecting pigments, called Altiris, that are specifically designed for use on surfaces that are exposed to solar energy. The pigments’ reflective properties allow for structures to stay colder in the sun, decreasing the energy consumption for cooling. The cooling capability is especially important for polymer materials, which tend to warp and can even fail when exposed to high heat levels. Huntsman is also investing in the development of pigments that are designed specifically for paints that are low in volatile organic compounds (VOCs).
The new black
The chemistry of creating vibrant colors occupies much of the work being done in the industrial pigments sector, but there is equally complex technology for creating those colors that are seemingly the simplest — black and white.
A new polymer-derived ceramic material M-Tone from PicOnyx Inc., a spin-out company of Melior Innovations (Houston; www.meliorinnovations.com) aims to provide black pigmentation with added performance benefits and without some of the inherent challenges in use and processing typically associated with traditional black pigments (Figure 3).
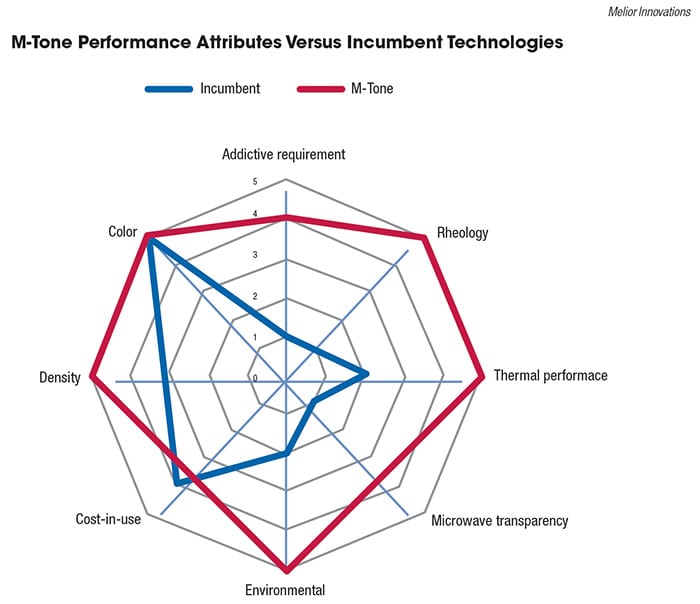
Figure 3. The ceramic nature of M-Tone pigments gives them beneficial properties and capabilities when compared to traditional black pigments
Produced via Melior Innovations’ proprietary polymer-to-ceramics process, M-Tone pigments are amorphous ceramics that contain free carbon within the ceramic structure. “The free carbon performs as the chromophore, so pigmenting to black with carbon is where the similarity between M-Tone and carbon black ends” says David Bening, vice president of corporate development for Melior and acting chief operating officer of PicOnyx. This unique chemistry brings with it many benefits, both environmentally and operationally. M-Tone’s extremely inert nature allows it to provide color without interfering with the properties of the materials it contacts. This makes it especially suitable for use with thermoset systems, where other pigments can interfere with curing mechanisms, impacting color uniformity and dispersion. M-Tone pigments are also resistant to thermal oxidation at temperatures greater than 600°C.
Another major advantage is the fact that M-Tone is a non-dusting particulate pigment. This means that users may avoid risks stemming from airborne exposure to residual hydrocarbons or heavy metals present in the incumbent traditional black pigment systems. “M-Tone may be used dry without the traditional health, safety and housekeeping challenges associated with competing materials,” explains Bening. He cites the ability to be used dry, as a stir-in pigment, or as a highly loaded dispersion paste, as an economical benefit, since no expensive high-shear mixing or milling processes are required for dispersion. There are also no issues with settling or reagglomeration, and, unlike carbon black, which can require periodic re-dispersion, M-Tone pigments remain well dispersed in both aqueous and organic solutions. Furthermore, M-Tone pigments may be loaded into liquid polymer systems without incurring the significant viscosity increase common to carbon blacks. It is non-thixotropic, and therefore does not require viscosity management through the use of rheology additives or diluents. These attributes make M-Tone suitable for use across a breadth of diverse polymer and diluent systems in the plastics, inks, coatings and adhesives industries, explains Bening.
M-Tone pigments are created from a family of proprietary polymers. The polymers are cured and subsequently produced at temperatures greater than 1,000°C. Then, they undergo processing steps to manage particle size and geometry. The manipulation of the polymer precursor allows for precise control over the finished material’s properties. For instance, the electrical and thermal conductivity M-Tone pigments can be “tuned” by manipulating the polymer chemistry and the processing parameters. PicOnyx is currently producing M-Tone pigment grades at industrial capacities at qualified third-party manufacturing sites.
PicOnyx has also demonstrated that M-Tone materials can, in addition to providing black pigmentation, act as a functional reinforcing additive that can potentially enhance hardness, stiffness and impact resistance. Its performance in polymer-matrix systems is currently being evaluated by PicOnyx. “M-Tone, due to its ceramic nature and compatibility across many chemistries,” emphasizes Bening, “has great potential to be positioned as a performance-enhancing additive.” PicOnyx is also actively engaged in developing M-Tone’s application in black effect pigments that impart luminescence and sparkle into coatings, inks and plastics.
Another innovation in black coloration comes from Surrey Nanosystems (Newhaven, U.K.; www.surreynanosystems.com), the manufacturer of Vantablack (Vertically Aligned Nanotube Array black), a black thin-film coating material made of carbon nanotubes (Figure 4). Light radiation is rapidly absorbed by the material as it bounces between the equally aligned nanotubes, unable to escape, making Vantablack materials distinctively dark. The light energy is reflected between tubes until it dissipates as negligible heat. Vantablack can be applied as a coating to a diverse variety of surfaces, including aluminum alloys, cobalt, copper, silicon and stainless steel. A sprayable version became available in March of this year. Created via a chemical-vapor-deposition process, the nanostructure of Vantablack imparts resilience to shock, vibration and thermal cycling. However, due to its intricate arrangement of nanotubes, the material is susceptible to abrasion and breakage.
Figure 4. Precisely aligned arrays of carbon nanotubes enable Vantablack’s distinctive light-absorbing behavior
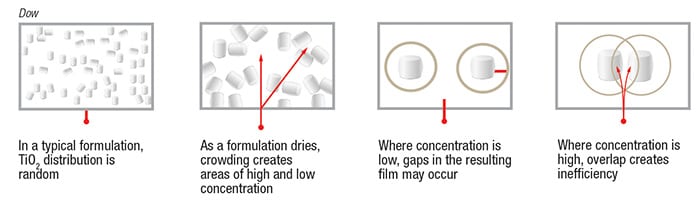
Figure 5. Hollow-sphere polymers interact with titanium dioxide to increase formulations’ efficiency
According to the company, potential applications for Vantablack include infrared cameras, spectroscopy, solar collectors and improving the sensitivity of sensors, but the most attractive area for its use is in space and satellite applications. In May 2016, Surrey Nanosystems announced Vantablack’s first use in space, absorbing light for a satellite positioning-control system.
Taking care with TiO2
Titanium dioxide (TiO2) has been the most commonly used white pigment for decades, but there are some shortcomings to its efficiency. TiO2 particles tend to crowd together, creating regions of uneven distribution, which can impact the performance of a formulation. Also, from a sustainability standpoint, processors are seeking ways to decrease their consumption of natural resources like TiO2. The Dow Chemical Company’s Coatings Materials business (Midland Mich.; www.coatings.dow.com) saw the need to address these TiO2-related concerns in the pigments sector. “Producing TiO2 is an energy-intensive process subject to price fluctuation, and it contributes substantially to the environmental profile of an end product,” says Sylvia Insogna, North America marketing director for Dow Coating Materials.
The company has developed opaque polymer materials that act as an alternative to traditional white pigments, and can augment the performance of TiO2 in formulations. Dow’s Ropaque material is a hollow spherical polymer with light-scattering effects that effectively acts as a pigment. As formulations dry, the polymer develops air voids, which scatter light in a similar manner to TiO2, allowing for the Ropaque polymer to be used as a direct replacement material. “This can benefit formulators who want to improve end-product performance properties that may be negatively impacted by increased levels of TiO2, who want to rely on a resource other than TiO2 when supply is limited and expensive, who would prefer to diversify and rely on two pigment sources, or who are looking to reduce the environmental footprint of their product,” says Insogna. Taking TiO2 enhancement a step further, the company also developed the pre-composite polymer technology known as Evoque, which interacts with a formulation’s remaining TiO2 to optimize performance, improve distribution and further reduce the reliance on TiO2. “Essentially, the technology surrounds the TiO2 molecules and forms polymer-pigment composites that physically separate the TiO2 in a polymer-pigment matrix, which dries into a tight, even film with a polymer-rich surface,” explains Dave Fasano, application scientist for Dow Coatings Materials. These interactions can decrease TiO2 usage by up to 20% by providing efficient light scattering. The technology can also increase stain and corrosion resistance, overall coverage and durability, says Dow.
Getting back to nature
Historically, pigments of every color were derived from naturally occurring sources. Industrial advances brought about fully synthetic pigments, but with recent increased awareness of sustainability, there has been a push for products that contain more bio-based components. Quinocridone pigments — typically pink, red and purple — are now being manufactured using bio-based succinic acid by Clariant (Muttenz, Switzerland; www.clariant.com). Succinic acid is an important raw material for the production of quinocridones, and, according to Clariant, switching to bio-succinic acid supplied by biotechnology company Myriant Corp. (Woburn, Ma.; www.myriant.com) reduces the carbon footprint of these pigments by up to 90%. The bio-succinic acid is sourced from cellulosic materials, including corn husks, leaves and fibrous matter from processed sugarcane.
Molecules of the isoprenoid family are another useful component in the production of various types of pigments. In June, Deinove (Grabels, France; www.deinove.com) received €1.5 million in funding to develop a process for bio-sourced isoprenoids using Deinococcus bacteria. According to the company, the bio-based isoprenoids could be used for the production of specialty pigments, including red, orange and yellow carotenoids. Deinove is currently focused on cultivating bacterial strains that will efficiently produce carotenoids via fermentation. Deinove is said to be the only company currently investigating the industrial use of Deinococcus.
Going forward, a larger emphasis will surely continue to be placed on renewable raw materials in the pigments industry as sustainability efforts drive technological developments.