The size and size distribution of particles are important determining factors in the design and operation of many process operations involving dry particles and powders. Follow this guidance to understand the impact of these key characteristics
Bulk solids are dry particles with particle sizes that range from a few millimeters to a few nanometers. The characteristics of bulk solids change with particle size and particle-size distribution. As such, particle size is one of the key parameters in powder characterization [ 1].
Information about the particle-size distribution of a powder is also an important step in many chemical process operations, and improper particle-size analyses can result in poor product quality and high rejection rates, which leads to economic losses. Particle size and its distribution also have a significant effect on the bulk density, mechanical strength, and electrical and thermal properties of the finished product [ 2]. Meanwhile, particle-size distribution determines a variety of important physical and chemical properties such as mechanical bulk behavior, surface reaction, taste, miscibility, filtration properties, and conductivity [ 3]. Based on 1993 British Standards [ 4], any discrete particles whose sizes are less than 1,000µm are called powders.
Understand these key attributes
The importance of particle size and particle-size distribution in various bulk-solids-handling operations is discussed further here, and then discussion of several measurement techniques of particle size follows.
Storage and flow.Particle size influences the flowability of a material. Flowability is the ratio between the cohesive forces acting on the particles (which make them stick together) and the normal forces (which are trying to break them apart) [ 5]. For example, for a material that has two particle sizes (D50 = 30 μm and 40 μm), there will be significant variance in flowability. Finer particles have higher cohesive strength compared to coarse particles.
The flowability of each sample can be determined by measuring the flow-function ( FF) characteristics of the material using a ring-shear tester. FF is defined as the applied normal load divided by the unconfined yield strength, according to Equation (1):
 (1)
(1)
Higher unconfined-yield-strength values yield lower FF values (which signifies a difficult material, in terms of its flowability). Lower unconfined- yield-strength values create higher flow-function values (which signifies an easy or free-flowing material), as shown in Figure 1.
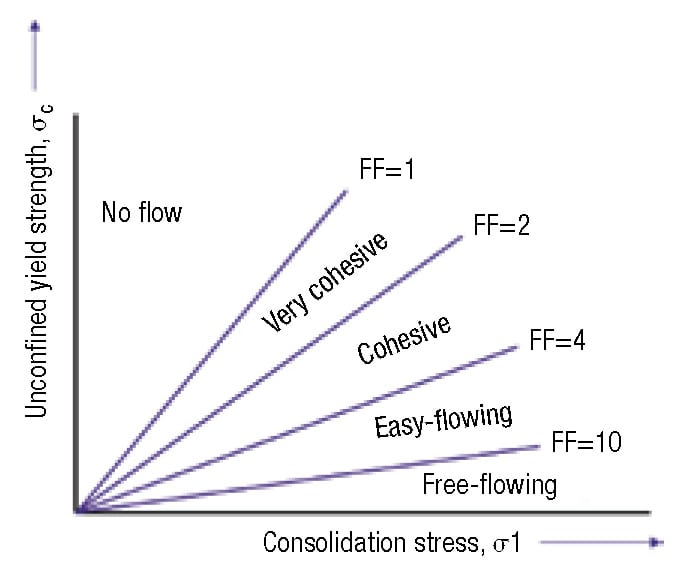
FIGURE 1. Shown here are flow function values for easy-flowing materials (higher flow-function, or FF, values) and cohesive or difficult-flowing materials (lower FF values)
For example, for a normal stress of 4 kilo Pascal (kPa), easy-flowing materials have an unconfined yield strength between 0.4 and 1 kPa, which yields FF values between 10 and 4. By contrast, difficult materials have an unconfined yield strength between 4 and 2 kPa, which yields FFvalues between 1 and 2.
For the same material, if the particle size decreases, its cohesive strength increases, reducing its flowability. During the design of a mass flow hopper, the flow-function (flowability) determines the ideal hopper angle, and dictates whether its walls are steeper or more shallow, as well as the ideal outlet dimension (opening size). Mass flow behavior refers to “first-in, first-out” material flow in a hopper. Easy-flowing materials with a higher FF value require the hopper angle to be more shallow, whereas materials with a lower FF value (that is, difficult-flowing materials) require a steeper wall angle and wider outlet dimension in order to ensure mass flow during operation.
By way of example, consider two samples of fluegas-desulfurization gypsum with 11% moisture, one with a D50 median particle size of 25 μm and the other 35 μm. The 25-μm particle size demonstrates higher unconfined yield strength compared to the sample with 35-μm particle size [ 5]. This means that, to ensure mass flow, the 25-µm size particles would need a steeper hopper angle, compared to that required for the 35-µm size particles.
Particle-size distribution also has a major effect on the wall-friction angle, which also determines the hopper angle that is required to ensure mass flow. Higher wall-friction angle correlates to difficult-flowing material (those with lower FF values). For example, in Ref. 5, when the same samples described above were used to study the wall-friction angle on a mild steel plate, it was demonstrated that 25-μm particle required a higher wall-friction angle, compared to that of the 35-μm particle size sample.
As the particle size decreases, the effect of van der Waals forces and liquid bridges increases. This happens because the increase in the number of particle contacts that occurs with shrinking particle size leads to an increase in the overall cohesive strength of the material.
Pneumatic conveying. Particle degradation during conveying is one major problem that is associated with dilute-phase pneumatic conveying. Dilute-phase pneumatic conveying systems refer to those systems that provide pneumatic conveying at relatively high velocity (greater than 4,000 ft/min) and relatively low pressure (on the order of 5–15 psi). At this high velocity, conveying material impacts on the elbows, resulting in particle degradation. For instance, when conveying granulated sugar in a dilute-phase system, the material impact on piping elbows often causes many of these particles to be degraded into a finer powder form.
Operators in many industries want to keep particle-size distribution constant during pneumatic conveying. However, in many instances, bulk solids experience an increase in particle-size distribution as a result of impact-force degradation. One way to monitor and analyze particle degradation is to track the particle size before and after conveying.
The pick-up velocity is an essential aspect to consider during the design of dilute-phase pneumatic conveying systems. This velocity is influenced by the mean particle size of the material. The higher the mean particle size of the material, the higher the pick-up velocity, and vice versa. Similarly, the particle size also influences the feedrate of the material in a particular size pipeline. Mills [ 6] found that if the mean particle size of flyash was reduced from 110 to 75 μm, the capacity would be increased one-fold.
Segregation. Particle size and its distribution also determine the segregation tendency of the products. Wider particle-size distribution typically results in higher segregation based on the differences in particle size and density. Different types of segregation — such as sifting, percolation segregation, fluidization and dusting — occur as a result of the material’s particle-size distribution.
- Sifting segregationoccurs during silo filling and chute discharge, as larger particles tend to move away from the discharge point and finer particles tend to settle near the discharge point
- Percolation segregation(Figure 2) occurs during transportation, when larger particles tend to move up and finer particles tend to settle at the bottom of the vessel
- Fluidization and dust segregationcauses larger particles to settle due to greater density, and finer particles tend to move to the top of the vessel
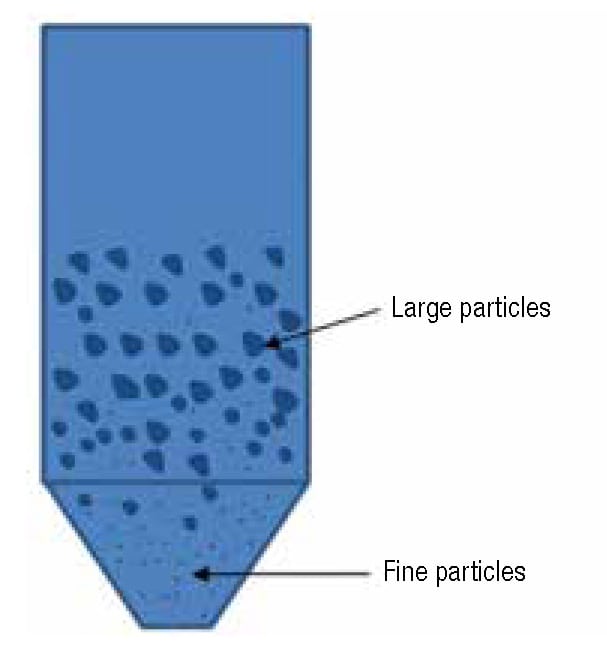
FIGURE 2. This diagram shows what happens when particle-size differences lead to percolation segregation inside of a hopper or vessel
Production processes. During chemical-manufacturing processes, the particle-size distribution of bulk solids are typically analyzed at different stages in the production process. The process faces the risk of significant production losses if the particle-size distribution is not monitored accurately to ensure an optimal value or range. During the manufacturing of powders, and during grinding and sieving operations, routine analysis of particle-size distribution must be carried out until the material has reached the final acceptable quality required by the final product.
Measuring size and distribution.The measurement of particle size is very complex, because most fine particles have a shape that is neither regular nor uniform (Figure 3). Therefore, for these types of irregularly shaped particles, size is often expressed in terms of a circle or a sphere (as a simplifying assumption), which is deemed to be equivalent to the irregularly shaped particle; it is called the equivalent spherical diameter. This means the volume or surface of irregular shape is converted to an equivalent volume or surface of sphere or circle and expressed as an equivalent spherical diameter.
FIGURE 3. Particles typically have an irregular shape; to measure particle size and size distribution, simplifying assumptions must be made using spherical shapes as a proxy measurement
For example, an irregularly shaped particle has a surface area of 0.002 mm 2, its equivalent diameter is 0.05 mm. Particle-size distribution is defined as the size and frequency of particles in a population and dimensional measurement of irregularly shaped particles [ 7]. It is also expressed as D10, D50 and D90 terms. D10 is the diameter of particle at which 10% of a sample’s mass is comprised of smaller particles in that sample size; D50 is the diameter at which 50% of a sample’s mass is comprised of smaller particles in that sample size and D90 is the diameter at which 90% of a sample’s mass is comprised of smaller particles in that sample size.
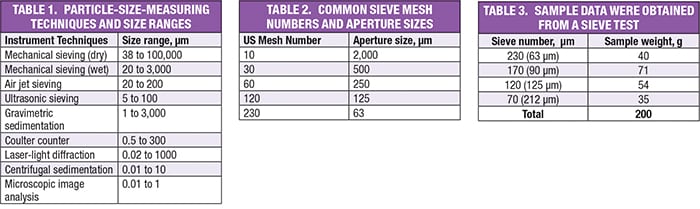
There is no single standard method to measure particle size; each method has its own pros and cons. Some of the standard methods that are used to measure particle size and size ranges are shown in Table 1, and several of them are discussed next.
Mechanical sieving
Mechanical sieving is one of the oldest methods for measuring particle size and carrying out size-distribution analysis of free-flowing, dry bulk solids and powders. It is the most widely used method since it provides reliable results. This approach involves shaking or vibrating a sample through a series of woven-wire sieves of known mesh size.
Sieve analysis is done by passing a known weight of sample material through a set of sieves that is arranged from coarse mesh at the top to finer mesh at the bottom of the stack. The amount of material retained on each sieve is weighed to determine the percentage weight in the size fraction retained on each sieve. Some of the common mesh numbers and aperture sizes are provided in Table 2. The mesh number system is a measure of the number of openings per linear inch in a screen; the higher the number, the lower the mesh opening size.
Based on the data collected after sieving (as shown in Table 3), the mean particle size is calculated using the formula in Equation (2):
 (2)
(2)
Where:
d pm = Arithmetic mean of adjacent sieve sizes
D M =Summation of sample mass collected in each sieve
d p = Mean particle size of the sample
For example, if the following data were obtained from a sieve test (Table 3), the mean particle size is calculated using Equation (3):
 (3)
(3)

Note that this method is only applicable for particles larger than 0.038 mm (38 μm). Since the length of the particle does not affect its passage through the sieve opening, the particle size goes with the maximum width and maximum thickness of the particle, which may not represent its actual size. This is one drawback to using sieving technology.
As noted, the particle-size distribution is calculated by tabulating the sieve size and the amount of sample that is retained in the sieve. Then the cumulative mass percentage is calculated in terms of sieve size and cumulative mass percentage. These data are plotted in a graph, such as the one shown in Figure 4. From the graph, the particle sizes for D10, D50 and D90 are calculated by correlating the particular cumulative mass percent and particle size. D10, D50 are the particle sizes correlated at 10% and 50% cumulative mass percentages and so on. Figure 4 shows the particle-size distribution of bentonite powder. The particle sizes of bentonite powder at the D10, D50 and D90 cumulative mass percentages of that sample size are 47µm, 80µm and 127µm, respectively.
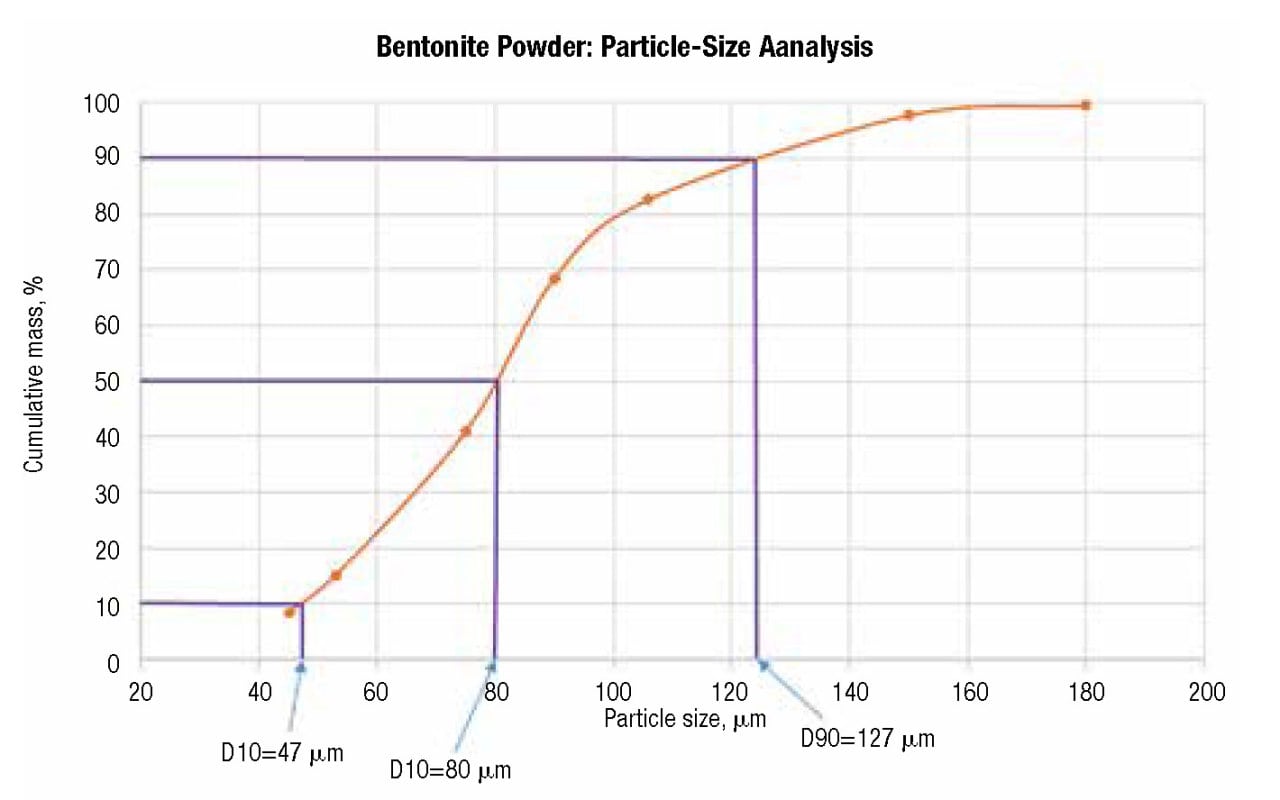
FIGURE 4. Particle-size distribution of bentonite powder with D10, D50, and D90 sizes
Sieve options
Dry mechanical sieving. Dry mechanical sieving systems can be operated in two different ways — with a vertical or horizontal orientation. Similarly, two types of vertical sieving systems are available, in terms of mechanism of action — vibrational sieving and tapping sieving. With horizontal sieving, the sieves move in horizontal circles in one plane [ 3]. This type of sieve is widely used.
With vibrational sieving, an electromagnetic drive creates vibrational motion that is transmitted to the stack of sieve trays. The amplitude of vibration varies from 0 to 3 mm. With tapping sieving, the tapping motion is achieved using the mechanical eccentricity (Figure 5).

FIGURE 5. In this tapping-type mechanical sieve, mechanical eccentricity is used to create a tapping motion that forces the particulate material to pass downward through the stack of sieve trays
Advantages of a mechanical sieve include the following:
- Easy to operate
- Low equipment cost
- Reliable and repeatable
Disadvantages of a mechanical sieve include:
- May result in agglomeration of fine powders (this can be avoided by using wet sieving if the material is not hygroscopic)
- In many cases, the particle sizes are too small for separation by sieving
- Below 38-μm sieve size, it will be very difficult to get material to pass through
- The amount of energy used to sieve the sample is arbitrarily determined
- Over time, the sieving operation may cause attrition of the particles and increase the particle-size distribution, while insufficient time of operation may fail to break down loose agglomerates, which can alter the actual results in both cases. Therefore, observing an optimum time of operation is essential, which can be established by experiment.
Chain, brushes and rubber cubes are often used as sieving aids for materials that are sticky in nature due to electrostatics and additives [ 3].
Air-jet sieve analysis. This type of sieve analysis is used for powdered materials that require sufficient dispersion and de-agglomeration [ 8]. This equipment consists of a rotating slotted nozzle, which is placed underneath the sieve and lid (Figure 6). A negative pressure (vacuum) pneumatic system is designed to generate a strong jet of air that allows the particles to disperse and be sucked through the slotted nozzle.

FIGURE 6. The rotating nozzle in an air jet sieve helps to minimize agglomeration for powdered materials that are susceptible to it
(Source: Hosokawa)
Air-jet sieves operate differently than mechanical sieves. In a mechanical sieves, large particles are separated first, followed by next smaller, and finally the very finest-mesh particles. However, in air-jet sieving, very fine particles are removed first, followed by next bigger and finally the largest particles.
The material that has a particle size smaller than that of the mesh size of the sieve is conveyed to the solid-gas separation unit by either a cyclone or air filter system. The material that is larger than the sieve mesh is retained, weighed, transferred to next sieve in line for air-jet stream operation. This keeps fine particles from agglomerating.
ASTM International (American Soc. for Testing Materials, West Conshohocken, Pa.; www.astm.org) E11 — Standard Specification for Woven Wire Test Sieve Cloth and Test Sieves, and ISO (International Organization for Standardization; Geneva, Switzerland, www.iso.org) 3310 Test sieves [ 9] provide technical requirements for the sieves and appropriate testing methods for sieve analysis.
Laser-diffraction techniques. Another important, widely used method to measure particle size is based on laser-diffraction techniques. This method is particularly well-suited for measuring particle size less than 38µm. However, it can be used to measure particle size between 0.1 and 3,000 μm. The equipment tends to be costly, however (on the order of $50,000 or more).
The principle of measurement is the “halo” of the diffracted light produced when a laser beam passes through a dispersion of particles suspended in air. The light that is scattered at various angles by different size particles is measured by a multi-element detector, and the magnitude of the scattered light intensities are recorded [ 7]. Large particles scatter light at small angles relative to the laser beam, while small particles scatter light at larger angles.
The angular-scattering intensity data are analyzed to calculate the size of the particles that are responsible for creating the scattering pattern, using the Mie theory of light scattering. The particle size is then reported as a volume-equivalent sphere diameter [ 9], using sophisticated data-processing methods and automation. This generates a continuous measurement for analyzing process streams.
Sampling techniques
Proper sampling is a very important operation when determining reliable testing options for assessing particle-size distribution. Operators must follow the “golden rules of sampling”
in order to avoid discrepancies in the data. They are as follows:
- A powder should be sampled when in motion
- The whole stream of powder should be taken for many short increments of time rather than part of the stream being taken for the whole of the time
Capturing a representative sample is crucial in particle-size analysis. Improper sample collection may lead to incorrect particle-size distribution, which may lead to lower-quality product and production losses.
Particle-size measurement is essential when handing powders, to minimize both quality and production losses. Particle-size measurement by mechanical sieve gives accurate results if the particle size is more than 38µm. Laser-diffraction equipment is widely used for measuring particle sizes less than 38µm and up to 0.1µm.
Edited by Suzanne Shelley
References
1. Herdan, G., “Small Particle Statistics,” Butterworth, Sevenoaks, U.K., 1952.
2. Jillavenkatesa, A., Dapkunas, S. J., Lum, L. H., Particle Size Characterization. National Institute of Standards and Technology, Special Publication 960-1, U.S. Government Printing Office Washington: DC., 2001.
3. Retsch, The Basic Principles of Sieve Analysis, 2004; Accessed at www.ninolab.se/fileadmin/Ninolab/pdf/retsch/documents/af_sieving_basics_2004_en.pdf
4. British Standards, Glossary of terms relating to particle technology; BS 2955 1993.
5. Schulze, D., “Powders and Bulk Solids: Behavior, Characterization, Storage and Flow,” Springer-Verlag, Berlin and Heidelberg, 2008.
6. Mills, D., “Pneumatic Conveying Design Guide,” Elsevier Butterworth-Heinemann, Burlington, Mass., 2004.
7.Stanley-Wood, N., Particle characterisation in bulk powders, in “Characterization of Bulk Solids” edited by McGlinchey, D., Publisher: Blackwell Publishing Ltd, U.K., 2005.
8. Retsch, Air Jet Sieving Machine AS 200 jet; accessed at www.retsch.com/products/sieving/sieve-shakers/as-200-jet/function-features/, 2017.
9. Malvern, Laser Diffraction; Accessed at www.malvern.com/en/products/technology/laser-diffraction, 2017
Author
 John Lawrence serves as the research director of KSU Bulk Solids Innovation Center at Kansas State University (Email: jlawren@ksu.edu), and manages the research, education, training and testing activities of the center. He is a bulk-solids-handling specialist, focusing in the areas of hopper and bin design, material-flow properties, material quality and processing, and pneumatic conveying and modeling. Lawrence formerly served as the lead researcher and director at IntelliFarms, a grain-management company in Missouri. He holds a Ph.D. in agricultural and biological engineering from Purdue University, and did postdoctoral research at the University of Arkansas and at Kansas State University (Manhattan). Lawrence is also an associate editor for the ASABE journals, and serves as program chair for the PRS 702 group Crop & Feed Processing & Storage of ASABE. He has published many articles and presented his research at several scientific and professional conferences. He is a member of both AIChE and American Society of Agricultural and Biological Engineers (ASABE).
John Lawrence serves as the research director of KSU Bulk Solids Innovation Center at Kansas State University (Email: jlawren@ksu.edu), and manages the research, education, training and testing activities of the center. He is a bulk-solids-handling specialist, focusing in the areas of hopper and bin design, material-flow properties, material quality and processing, and pneumatic conveying and modeling. Lawrence formerly served as the lead researcher and director at IntelliFarms, a grain-management company in Missouri. He holds a Ph.D. in agricultural and biological engineering from Purdue University, and did postdoctoral research at the University of Arkansas and at Kansas State University (Manhattan). Lawrence is also an associate editor for the ASABE journals, and serves as program chair for the PRS 702 group Crop & Feed Processing & Storage of ASABE. He has published many articles and presented his research at several scientific and professional conferences. He is a member of both AIChE and American Society of Agricultural and Biological Engineers (ASABE).