The interior surfaces of your storage tanks are constantly at risk. You undoubtedly walk past a tank and do not give thought to what is happening on the inside, but that is because you trust the interior coating to protect not only the storage vessel, but also the product being stored from corrosion that might occur on the tank.
Without a doubt, corrosion is the principal enemy of a storage vessel. It shortens a tank’s lifespan incrementally and increases the possibility of contamination. Dry bulk chemicals are often abrasive to the tank walls, requiring a strong coating to resist scratches and gouges, which expose the steel to corrosion. All liquid products — even water — are corrosive. Unprotected steel can begin to corrode in a matter of hours.
So coating the interior of a tank is essential when it comes to protecting a tank. Dry bulk materials require hard, abrasion-resistant coatings that are slick, ensuring that all material passes out of the tank leaving minimal residue. Liquids require strong, consistent coatings that provide complete coverage without thin or missed spots. Choosing a tank with a high-quality coating that has been tested and proven to withstand these materials means less maintenance over time and less concern for you.
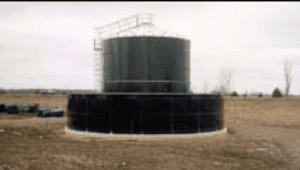
Figure 1. Shown here is a glass fused-to-steel storage tank including a containment tank
Variety in coatings
The quality of a coating and its resistance to corrosion determines the lifespan and quality of the tank. Many different coatings are found on the market today, including the common epoxy, glass-fused-to-steel (Figure 1), high heat coatings, cold weather coatings and coatings designed to withstand high levels of acidity or alkalinity.
The choice of one coating over another should be made depending on the product to be stored. Each product has its own requirements and specifications. Epoxy coatings are commonly found in the tank industry. They are generally tough and chemical resistant, with excellent corrosion resistance. Epoxy coatings can be applied electrostatically, either as a powder or a liquid. On the exterior, epoxy coatings are typically combined with polyurethane topcoats to provide protection against environmental elements.
Glass-fused-to-steel coating, which are commonly referred to as porcelain enamel, are applied in liquid slurry form to specialty steel and fired in a furnace (Figure 2) at 1,500°F to create an inert coatings that are very resistant to dry and liquid chemicals and materials. They are an excellent choice for certain applications where an organic coating may not be compatible with the material being stored, and where a long service life is desired.
Paint-based coatings are very common in the industry. They are factory applied for factory-welded storage tanks and field applied in the case of site-welded tanks. Though generally inexpensive, they do not have the service life that factory applied coatings provide, and extreme care must be taken to ensure the right environmental conditions when site-applying these materials to ensure uniformity and integrity of the final coating.
Regardless of the type of coating used, it is critical that the coating be suited for its intended storage application.
 |
The coating process is critical
While the market offers a variety of coatings, the one true difference in coatings lies in the application process. Coatings themselves may have great selling points and use advanced technology, but if the coating is not applied correctly, the tank wall will be left exposed and vulnerable to corrosion.
The most consistent coating applications are achieved at the factory under electronically regulated and environmentally controlled circumstances. Taken one step further, the most durable tank coatings also are thermally cured at the factory. Some tank manufacturers apply coatings in the factory by hand and then allow them to air-dry and cure with ambient heat, which exposes the cure to environmental factors such as dust and humidity. Other manufacturers outsource the coating process altogether. An optimal coating solution is one that is both applied and thermally cured in controlled factory conditions, such as glass-fused-to-steel processes, before the tank is shipped and erected in the field. Factory welded and bolted tanks often offer this feature.
Field-welded and concrete tanks receive their coatings onsite after the tank has been erected. These tanks may need to undergo a chemical process to protect the coating while the tank is being erected. Once a tank has been erected in the field, there may be areas of the tank that are extremely difficult to sand blast or fully prepare for field coating. Field applied coatings are sprayed on using scaffolding to reach the walls and roof. Even “missing the smallest spots” leaves exposed areas open to corrosion. The thickness of coatings applied in the field cannot be controlled as closely as is possible under ideal factory conditions. Weather and other environmental factors — dust, humidity, temperature and wind — also affect the quality and timeliness of the curing process in the field. Because of the variables in this type of application, you should ensure there are adequate quality control measures listed in the specification by the tank manufacturer, and consider third party inspections.
The application process
Surface preparation is the first step in the application process. It involves both cleaning the surface and achieving a profile on the steel. Regardless of how good the coating is, it must have a clean surface with an adequate blast profile to perform properly, in the same way that the most advanced skyscraper must have a solid foundation to rest upon.
The most common method of surface preparation is abrasive blasting. Different abrasives can be used, including steel grit or shot, garnet, coal slag, and even items such as walnut shells. The type and size of grit should be chosen in accordance with the coating manufacturer’s recommendations. Abrasive blasting may either be done automatically (typically by a centrifugal blast machine) or manually (air blasting). In the case of air blasting, it is critical that the air used for blasting is dry and free of contaminants. The surface should be inspected prior to the coating application to ensure that the proper cleanliness and profile have been achieved.
Powder coatings are applied using powder spray guns that apply an electrostatic charge to the powder particles when they are atomized (Figure 3). This charge draws it to the grounded part. The advantage of electrostatic application is that the charged particles are drawn preferentially to the thinnest areas, which results in a more uniform coating. They are also drawn to edges, which are typically difficult to coat.
In the typical porcelain enamel processes such as glass-fused-to-steel, a liquid-slurry of glass frit and proprietary chemicals is applied in multiple coats covering the sheets and exposed edges. A chemical bond is created during firing in the furnace where the steel and the glass coating meet.
It is important that the coating thickness be measured throughout the application process to ensure that the manufacturer’s recommended thickness is achieved. If the coating is too thin, the steel may not be adequately covered and pinpoint rusting can soon occur. If the coating is excessively thick, it may crack from internal stresses or a loss of flexibility.
Testing the coating
Because the coating is such an important consideration, it is equally important that the quality-control tests used are up to standard. A wet sponge detector is commonly used by tank manufacturers. A wet sponge with an electrical charge is moved across the surface of the cured coating. The metal behind the coating also receives a charge. Wherever the wet sponge touches a “missed spot” or bare metal, a current is completed and the holiday is made known by either an audible or visual indicator. However, this test is accurate only for bare spots. It does not test for thinly applied coatings.
A more accurate test — the high voltage spark detector — also shows where coating does not meet minimum thickness requirements (Figure 4). Both a wand and the tank wall receive a charge and where the coating is bare or less than minimal thickness required, a spark appears showing the exact location of the holiday. Determining thin spots in the coating is vital because a thinly applied coating may allow for premature corrosion of the tank wall.
 |
 |
The safety factor
Coatings play a role in safety. It is unsafe to use an old storage tank to hold a product that it was not designed and tested for. If you are considering recycling a used tank for storing a new product, be sure to first have the tank professionally evaluated for safety and corrosion resistance. Also keep in mind that the coating for tanks used for storage of food should meet U.S. Food and Drug Administration (FDA) guidelines, or equivalent local standards.
Moving and expansion
If you would ever consider moving or relocating a tank, think about the coating. Tanks featuring factory-applied coatings usually are moveable without a follow-up recoat, as panels are individually coated in the factory and easily taken apart and reassembled. Coatings that are field applied will tear or break when the tank is dis-assembled and pieces are moved, creating seams where corrosion can start. It is important to consider whether you plan to expand your tank before it is built if at all possible. A bolted tank with factory applied coating to individual panels, when properly designed, will allow for adding rings (think upward) without affecting the coating on the original tank. A tank with a field-applied coating would require complete recoating after the expansion is completed.
‘Green’ tank coatings
The process of applying coatings after construction to field-welded and concrete tanks may also present challenges to the environment. Tanks constructed in the field must undergo sandblasting to prepare the surface. The field application of coatings includes the possibility of overspray and the release of volatile organic compounds (VOCs) into the environment. Safety measures must be taken to capture the VOCs. Bolted panel (Figure 5) and factory welded tanks that receive their coatings at the factory present less challenge to the environment because sandblasting particles and coating overspray are captured in highly efficient particle filtration systems.
Bolted tanks generally require less space in the field to construct. Onsite welding and concrete construction require a significant footprint in order to stage materials and construct the tank. This will require destruction of trees and local habitat that cannot be easily replaced after completion. Bolted steel tanks have been constructed in certain sites with as little as 5 ft of buffer between the tank and the environment around them.
Inspection and maintenance
Once a year, tanks should be inspected both inside and out to make sure they are in good shape. Any corroded areas should be properly prepared and touched up with a suitable maintenance coating. All sealants should be reviewed and reapplied wherever needed. One common rule of thumb is that a tank should be considered for repainting when it shows rust on 1% of its surface. A tank that is neglected will be susceptible to product contamination, extensive maintenance and recoating, safety hazards and significant downtime. Contact the tank manufacturer for recommendations, and make sure that the chosen maintenance coating is compatible with the stored product and environment.
Corrosion significantly shortens the life of a tank, so a good quality coating and application process during the manufacturing process often means less maintenance and less chance of the need to recoat the tank.
Locating an experienced vendor
To ensure the best quality coating on your tank, ask tank vendors to provide testing data and case histories about durability and how the coating performed against corrosion and abrasion with a product like the one to be stored. Ask how long the company has been fabricating tanks, what type of coating it uses, whether its coatings are factory applied and thermally cured (or field applied and cured by ambient air), what are the quality control measures, what is the volume sold, in what countries, and into which markets. Also consider tank manufacturers with third party accreditation, such as the ISO Quality Certification.
Authors

David Wheat is director of inside sales at CST Storage, a division of CST Industries (2101 South 21st Street, Parsons, Kan. 67357; Email: dwheat@cst-storage.com), a company that specializes in the design, fabrication, factory coating and construction of tanks and covers for dry bulk and liquid storage applications. He holds a B.S.E.E. from Yale University (New Haven, Conn.) and has more than 18 years of experience in liquid and dry bulk storage.

Tony Thill is vice president of CST Industries, Inc. (9701 Renner Blvd., Lenexa, Kan. 66219; Email: tthill@tanks.com), a global leader in providing complete storage and cover solutions for all types of applications. Thill has more than 25 years of experience in growing businesses and product lines for many different industries and applications. He leads efforts in new market and product development, distribution development, international expansion, acquisitions and joint ventures and go-to market strategies for all CST divisions. Prior to CST, Thill spent the bulk of his career with GE Energy’s Environmental services division eventually leading the Dry Filtration business segment formerly known as BHA Group, Inc. Thill holds a B.S. from The University of Kansas.