New Products & Services
January 2022
 This company has launched two open-path gas detectors (photo) that operate in extreme environments, including heavy vibration conditions and operating temperatures ranging from –55 to 65°C. The Rosemount 935 combustible gas detector uses infrared (IR) technology to detect a wide range of highly combustible hydrocarbon gases, including methane, propane and ethylene. The Rosemount 936 toxic gas detector uses ultraviolet (UV) technology to detect H2S and ammonia — two of the most common toxic gases in industrial facilities. Leveraging xenon flash technology, the Rosemount 936 enables greater installation flexibility versus the tunable diode laser (TDL) technology, which needs perfect alignment between beam and receiver for high reliability. With nearly twice the tolerance for misalignment than TDL, users can save up to 30% of installation time and streamline project schedules, says the company. — Emerson, Shakopee, Minn.
This company has launched two open-path gas detectors (photo) that operate in extreme environments, including heavy vibration conditions and operating temperatures ranging from –55 to 65°C. The Rosemount 935 combustible gas detector uses infrared (IR) technology to detect a wide range of highly combustible hydrocarbon gases, including methane, propane and ethylene. The Rosemount 936 toxic gas detector uses ultraviolet (UV) technology to detect H2S and ammonia — two of the most common toxic gases in industrial facilities. Leveraging xenon flash technology, the Rosemount 936 enables greater installation flexibility versus the tunable diode laser (TDL) technology, which needs perfect alignment between beam and receiver for high reliability. With nearly twice the tolerance for misalignment than TDL, users can save up to 30% of installation time and streamline project schedules, says the company. — Emerson, Shakopee, Minn.
 Together with its cooperation partner Iristick, this company is introducing Visor-Ex 01 smart glasses (photo) — the intelligent wearable that combines high camera quality and reliable communication features in an ergonomic design. The device enables workers to perform all tasks that require hands-free use, as well as communication, in hazardous areas. This can include many digital workflows, such as maintenance procedures under the guidance of a remote support expert, who can give instructions and guidance with precision seeing what is happening through the eyes of the technician. The intrinsically safe smartphone Smart-Ex 02 as a computing unit, combined with a pocket unit with replaceable battery for power supply, creates an intelligent ecosystem for a wide range of applications. Visor-Ex 01 will be certified according to ATEX/IECEx Zone 1/21 and 2/22, as well as EC/CEC Division 1 and 2 and will have protection class IP68. It can be used in a temperature range from –20 to 60°C. — ECOM Instruments GmbH, Assamstadt, Germany
Together with its cooperation partner Iristick, this company is introducing Visor-Ex 01 smart glasses (photo) — the intelligent wearable that combines high camera quality and reliable communication features in an ergonomic design. The device enables workers to perform all tasks that require hands-free use, as well as communication, in hazardous areas. This can include many digital workflows, such as maintenance procedures under the guidance of a remote support expert, who can give instructions and guidance with precision seeing what is happening through the eyes of the technician. The intrinsically safe smartphone Smart-Ex 02 as a computing unit, combined with a pocket unit with replaceable battery for power supply, creates an intelligent ecosystem for a wide range of applications. Visor-Ex 01 will be certified according to ATEX/IECEx Zone 1/21 and 2/22, as well as EC/CEC Division 1 and 2 and will have protection class IP68. It can be used in a temperature range from –20 to 60°C. — ECOM Instruments GmbH, Assamstadt, Germany
CREA is an operational intelligence platform that allows management and optimization of integral wastewater treatment processes using real-time data monitoring of key process parameters. CREA provides intelligent decision support, multiple control strategies and automatic reporting on key data analytics and achieves quality consent limits with reduced operational costs and enhanced reliability. The software incorporates classical mathematical models, fuzzy logic, pattern recognition, machine learning and artificial intelligence (AI) algorithms to analyze real-time data and provide control strategies and decision support dashboards. Key wastewater treatment applications, such as aerobic and anaerobic processes, nutrient removal, anaerobic ammonium oxidation (anammox), sludge digestion and dewatering, can be optimized from the platform. — Te-Tech Process Solutions Ltd, Southampton, U.K.
 LiquiSonic OCR (photo) provides precise real-time readings — without sampling — of oil concentrations in refrigeration lines. The determination of the oil concentration is based on pressure, temperature and sonic velocity measurements in the liquid refrigerant. This measuring principle enables highly accurate and fast adjustment of the desired oil-refrigerant ratio. Because the system monitors in real time, the user continuously has precise knowledge of the ratio of oil and refrigerant. Numerous product data sets (calculation models) can be stored in the controller of the measuring system. This makes it possible to monitor a wide range of refrigerants. The system provides maintenance-free operation and comprehensive documentation options. — SensoTech GmbH, Magdeburg–Barleben, Germany
LiquiSonic OCR (photo) provides precise real-time readings — without sampling — of oil concentrations in refrigeration lines. The determination of the oil concentration is based on pressure, temperature and sonic velocity measurements in the liquid refrigerant. This measuring principle enables highly accurate and fast adjustment of the desired oil-refrigerant ratio. Because the system monitors in real time, the user continuously has precise knowledge of the ratio of oil and refrigerant. Numerous product data sets (calculation models) can be stored in the controller of the measuring system. This makes it possible to monitor a wide range of refrigerants. The system provides maintenance-free operation and comprehensive documentation options. — SensoTech GmbH, Magdeburg–Barleben, Germany
 The new Strongex range of industrial luminaires (photo) is designed specifically for installation in the oil, gas and petrochemical industries. Available for EX Zone 1 or EX Zone 2 applications, the Strongex 1 and Strongex 2 luminaires are said to reduce energy consumption, extend lifecycle and lower maintenance costs. Luminaire housings are made of polymethyl methacrylate (PMMA) and are 100% recyclable. Modules are available with smart sensors to further increase efficiencies. Strongex devices have IP66/IP69K and IK10 ratings and are resistant to both impacts and chemicals, protecting them in harsh installation environments. They also have a special seal that makes them completely gas-tight, protecting units from any atmospheric gases that could damage the electronics. — Zalux, S.A., Zaragoza, Spain
The new Strongex range of industrial luminaires (photo) is designed specifically for installation in the oil, gas and petrochemical industries. Available for EX Zone 1 or EX Zone 2 applications, the Strongex 1 and Strongex 2 luminaires are said to reduce energy consumption, extend lifecycle and lower maintenance costs. Luminaire housings are made of polymethyl methacrylate (PMMA) and are 100% recyclable. Modules are available with smart sensors to further increase efficiencies. Strongex devices have IP66/IP69K and IK10 ratings and are resistant to both impacts and chemicals, protecting them in harsh installation environments. They also have a special seal that makes them completely gas-tight, protecting units from any atmospheric gases that could damage the electronics. — Zalux, S.A., Zaragoza, Spain
 New QF5k quaternary (four-piston) diaphragm pumps (photo) incorporate a variety of critical design enhancements and offer a maximum flowrate of 6,000 L/h, making them suited for demanding biopharmaceutical applications, such as chromatography, virus filtration, sterile filtration and depth filtration. QF5k pumps feature pump chambers that provide drainability to maximize product recovery, while significantly improving venting to remove entrapped air during priming. Available in four different drive versions, QF5k pumps were developed to meet a wide range of process requirements — from integration into fully automated systems to stand-alone applications that require their own pump controller. Additional features and benefits include: a proportional and linear flow performance for optimal precision during flow control; 120:1 turndown ratio; high flow stability even at low flowrates; low-pulsation characteristics; risk-free dry running; and clean-in-place (CIP)/steam-in-place (SIP) and autoclave capabilities. The QF5k model can also be integrated with the new Q-Control integrated pump controller to provide users with automated control over their pump operations. — Quattroflow, part of PSG, a Dover company, Duisburg, Germany
New QF5k quaternary (four-piston) diaphragm pumps (photo) incorporate a variety of critical design enhancements and offer a maximum flowrate of 6,000 L/h, making them suited for demanding biopharmaceutical applications, such as chromatography, virus filtration, sterile filtration and depth filtration. QF5k pumps feature pump chambers that provide drainability to maximize product recovery, while significantly improving venting to remove entrapped air during priming. Available in four different drive versions, QF5k pumps were developed to meet a wide range of process requirements — from integration into fully automated systems to stand-alone applications that require their own pump controller. Additional features and benefits include: a proportional and linear flow performance for optimal precision during flow control; 120:1 turndown ratio; high flow stability even at low flowrates; low-pulsation characteristics; risk-free dry running; and clean-in-place (CIP)/steam-in-place (SIP) and autoclave capabilities. The QF5k model can also be integrated with the new Q-Control integrated pump controller to provide users with automated control over their pump operations. — Quattroflow, part of PSG, a Dover company, Duisburg, Germany
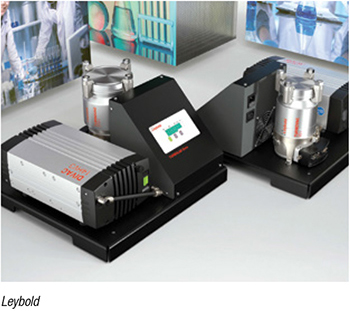 TurboLab Core (photo) is a small plug-and-play high-vacuum pumping system for research and laboratory and industrial applications. The ergonomic system includes the oil- and maintenance-free Turbovac i turbomolecular pump, the Divac 1.4 dry diaphragm backing pump and a simple controller, which can also serve as a speed and pressure display. Within the TurboLab series, the compact tabletop unit fills the gap for entry-level vacuum needs that require a clean, dry, stable source of high and ultra-high vacuum. The pumping station frame stands on rubber feet to prevent the transmission of vibrations. This is important when the system is placed close to a microscope or other precision laboratory equipment. — Leybold, a part of Atlas Copco’s Vacuum Technique, Cologne, Germany
TurboLab Core (photo) is a small plug-and-play high-vacuum pumping system for research and laboratory and industrial applications. The ergonomic system includes the oil- and maintenance-free Turbovac i turbomolecular pump, the Divac 1.4 dry diaphragm backing pump and a simple controller, which can also serve as a speed and pressure display. Within the TurboLab series, the compact tabletop unit fills the gap for entry-level vacuum needs that require a clean, dry, stable source of high and ultra-high vacuum. The pumping station frame stands on rubber feet to prevent the transmission of vibrations. This is important when the system is placed close to a microscope or other precision laboratory equipment. — Leybold, a part of Atlas Copco’s Vacuum Technique, Cologne, Germany
 The new kytero single-use separator (photo) is designed for obtaining fermentation solutions and cell cultures, and is equipped with the Westfalia Separator disk-stack technology for maximum yield, high separation efficiency and gentle product handling. The kytero combines the high performance of larger stainless-steel pharmaceutical centrifuges with the features and benefits offered by disposable separation. The mobile plug-and-produce unit also fits into any clean room. All elements in contact with the product, such as hoses and containers, are made of recyclable material and are replaced after use. This prevents any cross-contamination and ensures hygienic harvesting of the cells. The elimination of CIP (clean-in-place) and SIP (sterilize-in-place) also eliminates the cost of chemicals and water, especially water-for-injection (WFI). In addition, the energy and labor required for cleaning and sterilization are eliminated. Set-up and changeover time (only 5–10 min for preparation) is minimal. A 500-L batch of animal cells is processed in about four hours. — GEA Group AG, Düsseldorf, Germany
The new kytero single-use separator (photo) is designed for obtaining fermentation solutions and cell cultures, and is equipped with the Westfalia Separator disk-stack technology for maximum yield, high separation efficiency and gentle product handling. The kytero combines the high performance of larger stainless-steel pharmaceutical centrifuges with the features and benefits offered by disposable separation. The mobile plug-and-produce unit also fits into any clean room. All elements in contact with the product, such as hoses and containers, are made of recyclable material and are replaced after use. This prevents any cross-contamination and ensures hygienic harvesting of the cells. The elimination of CIP (clean-in-place) and SIP (sterilize-in-place) also eliminates the cost of chemicals and water, especially water-for-injection (WFI). In addition, the energy and labor required for cleaning and sterilization are eliminated. Set-up and changeover time (only 5–10 min for preparation) is minimal. A 500-L batch of animal cells is processed in about four hours. — GEA Group AG, Düsseldorf, Germany
This company has launched version 5.0 of its proprietary Bonfire Film Development Platform for modeling and simulating multilayer films. A free tool for value-chain collaborators, this platform speeds up the development of sustainable flexible packaging by helping designers and engineers shortlist formulations and reduce the number of physical trials. Specifically, the platform helps converters achieve sustainability goals through material reduction (downgauging), transition from multimaterial laminates to recyclable polyethylene (PE) structures and closing the loop with post-consumer resin (PCR) incorporation. Version 5.0 adds several new modules and enhancements, including: laminations structure builder; sealant dashboard; molecular architecture dashboard; and more. — NOVA Chemicals, Calgary, Alta., Canada
 Whether 20 or 40 ft, ISO containers have the advantage of being standardized, easy to stack, statically self-sufficient and are available with effective sound insulation. This company now combines these features with its blower and compressor technology (photo). The high power density of, for example, 24,000 m³/h compressed air per container with three Turbo AT 200-0.8 systems ensures versatile application possibilities per container unit in connection with a high control range. This aspect also facilitates placing the process air generation as close as possible to the demand. This shortens the distances, which subsequently leads to energy savings due to decreasing pressure losses. The container solutions are suitable for all standard blower and compressor types from this company. — Aerzener Maschinenfabrik GmbH, Aerzen, Germany
Whether 20 or 40 ft, ISO containers have the advantage of being standardized, easy to stack, statically self-sufficient and are available with effective sound insulation. This company now combines these features with its blower and compressor technology (photo). The high power density of, for example, 24,000 m³/h compressed air per container with three Turbo AT 200-0.8 systems ensures versatile application possibilities per container unit in connection with a high control range. This aspect also facilitates placing the process air generation as close as possible to the demand. This shortens the distances, which subsequently leads to energy savings due to decreasing pressure losses. The container solutions are suitable for all standard blower and compressor types from this company. — Aerzener Maschinenfabrik GmbH, Aerzen, Germany
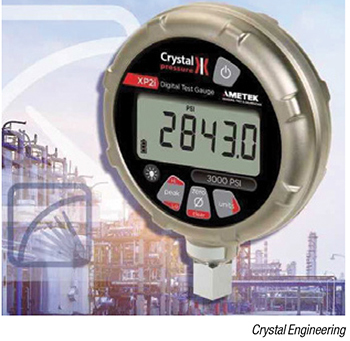 New XP2i digital pressure gages (photo) are designed specifically for testing and calibrating pressure-relief or pressure-safety valves. Once the valve opens, the XP2i detects the pressure drop and displays the maximum pressure that the gage ever reached before the drop. This value remains on the display until the technician clears it. The XP2i features three accuracy levels: 0.1% of reading; 0.05% of full scale; or 0.02% of full scale. The gages are available in ranges from vacuum to 15,000 psi and are fully temperature compensated from –10 to 50ºC. All versions are ATEX, IECEx and CSA intrinsically safe. An optional datalogging upgrade allows the XP2i to collect and store up to 32,000 data points and easily download the results to a spreadsheet or protected PDF file. — Crystal Engineering, an Ametek STC brand, San Luis Obispo, Calif.
New XP2i digital pressure gages (photo) are designed specifically for testing and calibrating pressure-relief or pressure-safety valves. Once the valve opens, the XP2i detects the pressure drop and displays the maximum pressure that the gage ever reached before the drop. This value remains on the display until the technician clears it. The XP2i features three accuracy levels: 0.1% of reading; 0.05% of full scale; or 0.02% of full scale. The gages are available in ranges from vacuum to 15,000 psi and are fully temperature compensated from –10 to 50ºC. All versions are ATEX, IECEx and CSA intrinsically safe. An optional datalogging upgrade allows the XP2i to collect and store up to 32,000 data points and easily download the results to a spreadsheet or protected PDF file. — Crystal Engineering, an Ametek STC brand, San Luis Obispo, Calif.
DMK SmartPump systems consist of a pump with a programmable logic controller (PLC), which controls the system’s highly advanced servo motor. Motor speed, power consumption and force feedback can be recorded by the PLC, and process information is collected and fed to the operator, who then has complete control of the process. Using that information, the PLC can automatically compensate for changes in the process due to changes in viscosity, pressure, temperature, particle size and so on. This allows the process to keep the flow relatively constant and pulse free. DMK SmartPump technology is able to monitor and measure pumping characteristics without having any sensors immersed in the liquid being pumped. Therefore, the DMK SmartPump technology allows for a vast array of liquids to be pumped without having to worry about sensor wear and tear. DMK SmartPump systems can pump nearly any size particle, with current models allowing for sizes up to 25 mm and future models exceeding 50 mm. In addition, the DMK SmartPump has been proven to pump high-viscosity fluids without the need for a bulk unloader and minimal head. The DMK SmartPump has been tested to pump fluids at pressures of up to 40 bars. — Design Management Konsulting Oy, Kangasala, Finland
![]() This company’s four-post bulk-bag filler system (photo) features heavy-duty tubular carbon-steel frame construction for strength and durability. It is adjustable for future bag size flexibility. A food-grade inflatable spout seal assures a dust-tight seal to the bag inlet. The unit is equipped with a heavy-duty flat-top densification system with twin electric vibrators and a pallet-retaining system. The adjustable, high-output densification system quickly settles products, maximizing fill volume and enhancing bag stability. A gain-in-weight carbon-steel scale system with a 2,500-lb capacity, along with the densification system, are programed and monitored using a remote NEMA 4 control panel with a PLC, HMI and emergency stop pushbutton. — Material Transfer & Storage, Inc., Allegan, Mich.
This company’s four-post bulk-bag filler system (photo) features heavy-duty tubular carbon-steel frame construction for strength and durability. It is adjustable for future bag size flexibility. A food-grade inflatable spout seal assures a dust-tight seal to the bag inlet. The unit is equipped with a heavy-duty flat-top densification system with twin electric vibrators and a pallet-retaining system. The adjustable, high-output densification system quickly settles products, maximizing fill volume and enhancing bag stability. A gain-in-weight carbon-steel scale system with a 2,500-lb capacity, along with the densification system, are programed and monitored using a remote NEMA 4 control panel with a PLC, HMI and emergency stop pushbutton. — Material Transfer & Storage, Inc., Allegan, Mich.
 The MicroEDS BioWaste Treatment System (photo) was recently introduced for biologically hazardous waste decontamination, typically required in the biopharmaceutical sector, laboratories and research institutes. The low-volume system is certified to ASME and ISO/EN standards for treating BSL 1, 2 and 3 waste using a batch process. MicroEDS includes a number of major technical advances, including thermal energy regeneration, low energy usage, 100% positive release for treated waste and electronic-records generation. The MicroEDS has been developed to fit into new lines or to be retrofitted into existing facilities. The system is designed to operate at a thermal treatment parameter of 121°C for 15 min, as well as variable temperature, time and F0 lethality settings, for specific requirements. With capacities varied to suit a wide range of waste volume from 150 to 500 L/d, the MicroEDS is supplied with controls and interlocking functionality to ensure containment is constantly maintained and there is always a positive release prior to discharge of treated waste. — Suncombe Ltd., Enfield, Middlesex, U.K.
The MicroEDS BioWaste Treatment System (photo) was recently introduced for biologically hazardous waste decontamination, typically required in the biopharmaceutical sector, laboratories and research institutes. The low-volume system is certified to ASME and ISO/EN standards for treating BSL 1, 2 and 3 waste using a batch process. MicroEDS includes a number of major technical advances, including thermal energy regeneration, low energy usage, 100% positive release for treated waste and electronic-records generation. The MicroEDS has been developed to fit into new lines or to be retrofitted into existing facilities. The system is designed to operate at a thermal treatment parameter of 121°C for 15 min, as well as variable temperature, time and F0 lethality settings, for specific requirements. With capacities varied to suit a wide range of waste volume from 150 to 500 L/d, the MicroEDS is supplied with controls and interlocking functionality to ensure containment is constantly maintained and there is always a positive release prior to discharge of treated waste. — Suncombe Ltd., Enfield, Middlesex, U.K.
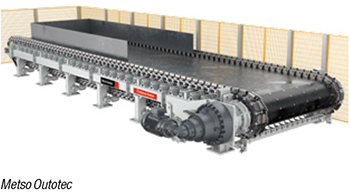 The Crossover feeder (photo) is a hybrid feeding solution suitable for a wide range of greenfield and brownfield applications. Thanks to its innovative modular belt-over-apron design, the Crossover feeder is said to deliver unmatched levels of availability and reliability for bulk material transportation at lower overall costs. The Crossover feeder design features a reduced height of up to 50% as compared to conventional feeding technology. This lower height requirement provides an opportunity for capital investment savings by decreasing the excavation and civil works required. For retrofit applications, the reduced height profile allows the Crossover feeder economically replace existing feeders, including apron or belt feeders, by lowering modification costs. — Metso Outotec Corp., Helsinki, Finland
The Crossover feeder (photo) is a hybrid feeding solution suitable for a wide range of greenfield and brownfield applications. Thanks to its innovative modular belt-over-apron design, the Crossover feeder is said to deliver unmatched levels of availability and reliability for bulk material transportation at lower overall costs. The Crossover feeder design features a reduced height of up to 50% as compared to conventional feeding technology. This lower height requirement provides an opportunity for capital investment savings by decreasing the excavation and civil works required. For retrofit applications, the reduced height profile allows the Crossover feeder economically replace existing feeders, including apron or belt feeders, by lowering modification costs. — Metso Outotec Corp., Helsinki, Finland
 The new ARA H2S single-gas detector (photo) is designed to protect users from toxic levels of exposure to hydrogen sulfide. Classed as an item of personal protective equipment (PPE), the ARA H2S is completely maintenance-free and offers continuous monitoring of exposure to H2S levels. It offers a choice of display for users, either a lifetime countdown or concentration lifetime exposure, and it is possible to switch between the two, if desired. The ARA H2S can also provide short term exposure limits (STEL) or eight-hour, time-weighted average (TWA) readouts for greater visibility into the overall health of a worker. Once activated, the ARA H2S detector will continuously operate until the end of a two-year period, giving users appropriate warnings to source a replacement. There is also the option for a three-year lifespan model, which offers a hibernation mode, ideal for users who only visit the site on occasion. — ION Science Ltd., Royston, U.K.
The new ARA H2S single-gas detector (photo) is designed to protect users from toxic levels of exposure to hydrogen sulfide. Classed as an item of personal protective equipment (PPE), the ARA H2S is completely maintenance-free and offers continuous monitoring of exposure to H2S levels. It offers a choice of display for users, either a lifetime countdown or concentration lifetime exposure, and it is possible to switch between the two, if desired. The ARA H2S can also provide short term exposure limits (STEL) or eight-hour, time-weighted average (TWA) readouts for greater visibility into the overall health of a worker. Once activated, the ARA H2S detector will continuously operate until the end of a two-year period, giving users appropriate warnings to source a replacement. There is also the option for a three-year lifespan model, which offers a hibernation mode, ideal for users who only visit the site on occasion. — ION Science Ltd., Royston, U.K.
 Nutrion (photo) is a new vacuum drum filter with a hygiene-optimized design that ensures high-quality end products for demanding sectors, such as food and pharmaceuticals. It features a self-emptying filter trough, a vapor-tight hood and advanced control options. Compared to traditional vacuum drum filters, the Nutrion vacuum filter has multiple improved features to eliminate any risk of contamination. Its filter trough is designed without any internal mechanical components and with self-emptying capability, simplifying the maintenance process and increasing cleanliness in this sensitive area. The vapor-tight hood eliminates the risk of contamination, with integrated nozzles for fully automatic cleaning in place (CIP), as well as optional cake washing. A magnetic clamping eliminates dirt traps and reduces downtime for filter cloth changes. For pre-coat applications, product quality and safety are also enhanced by the addition of a pre-coat scraper with step motors, again with CIP and a fully enclosed design. Nutrion comes with the proven Metris addIQ control system. The Nutrion filter has optoelectronic sensors for measuring cake height, as well as continuous trough-level measurement. — Andritz AG, Gratz, Austria
Nutrion (photo) is a new vacuum drum filter with a hygiene-optimized design that ensures high-quality end products for demanding sectors, such as food and pharmaceuticals. It features a self-emptying filter trough, a vapor-tight hood and advanced control options. Compared to traditional vacuum drum filters, the Nutrion vacuum filter has multiple improved features to eliminate any risk of contamination. Its filter trough is designed without any internal mechanical components and with self-emptying capability, simplifying the maintenance process and increasing cleanliness in this sensitive area. The vapor-tight hood eliminates the risk of contamination, with integrated nozzles for fully automatic cleaning in place (CIP), as well as optional cake washing. A magnetic clamping eliminates dirt traps and reduces downtime for filter cloth changes. For pre-coat applications, product quality and safety are also enhanced by the addition of a pre-coat scraper with step motors, again with CIP and a fully enclosed design. Nutrion comes with the proven Metris addIQ control system. The Nutrion filter has optoelectronic sensors for measuring cake height, as well as continuous trough-level measurement. — Andritz AG, Gratz, Austria
 The Ultrapure Smart ALG breathing-air system (photo) processes compressed air into safe breathing air, using a sequence of filtration and adsorption operations. A first stage removes condensate and particles from compressed air by an UltraPleat coalescence filter. Air is then guided through a desiccant cartridge to remove water and CO2. Adsorption and regeneration alternate between two cartridges. Traces of CO2, SO2 and NOx are removed by adsorption, and CO is catalytically converted. A final filtration removes particles down to 0.01µm, producing highly purified breathing air. The system is suitable for applications involving exposure to dust or solvents, and in the chemical and pharmaceutical industries where gases and contaminated aerosols are involved. — Donaldson Filtration Deutschland GmbH, Haan, Germany
The Ultrapure Smart ALG breathing-air system (photo) processes compressed air into safe breathing air, using a sequence of filtration and adsorption operations. A first stage removes condensate and particles from compressed air by an UltraPleat coalescence filter. Air is then guided through a desiccant cartridge to remove water and CO2. Adsorption and regeneration alternate between two cartridges. Traces of CO2, SO2 and NOx are removed by adsorption, and CO is catalytically converted. A final filtration removes particles down to 0.01µm, producing highly purified breathing air. The system is suitable for applications involving exposure to dust or solvents, and in the chemical and pharmaceutical industries where gases and contaminated aerosols are involved. — Donaldson Filtration Deutschland GmbH, Haan, Germany