Scaling up new technologies is a strategic challenge requiring foresight and disciplined execution. Success demands designing pilot plants with scalability in mind. Applying a set of principles outlined here can reduce risk, improve investor confidence and enhance the likelihood of successful commercialization
The chemical industry, energy-transition space and adjacent sectors are currently undergoing a transformative period driven by global sustainability objectives, regulatory pressures and evolving consumer expectations. Opportunities in greenhouse-gas reduction, plastics recycling and energy storage, among others, have created a surge in new technology development. These advances demand innovative solutions that balance profitability with environmental stewardship and social responsibility.
Commercializing new technologies is inherently complex and risky. Historically, successful scale-up follows a structured development pathway, including bench-scale experiments, pilot plants, demonstration units and finally full-scale commercial facilities. The developmental steps are intended to balance increasing investment costs with the inherent level of risk, and to reduce the scale-up increment at each stage. Smaller facilities are easier to optimize, improve operations or solve operating and integration issues, before implementing on a larger scale, where changes can be more difficult and expensive. Each stage validates technical and economic feasibility, optimizes processes and mitigates technical and safety risks before committing to the next level of investment. This phased approach is essential to minimizing risk prior to increasing to larger funding needs and expenditures [1].
However, along with the resurgence of new technologies has come heightened time-to-market pressures, as well as pressures to increase the return on investment as a technology reaches commercial production. Companies often face competing priorities: the speed needed to secure early market positions, offtake agreements and a steady revenue stream, versus the rigor and time required to avoid costly technical, financial and reputational failures. Fast-tracking development can lead to risks, such as incomplete piloting, insufficient design definition and compromised safety standards. Conversely, overly conservative timelines may result in missed opportunities and diminished competitiveness. Striking the right balance between speed and thoroughness is critical for success (Figure 1).

FIGURE 1. When commercializing new technologies, companies often need to strike a balance between speed and thoroughness to secure early market positions while avoiding costly failures
This article focuses on demonstration-scale readiness and project execution. What follows are recommendations for different scales. These are accompanied by examples that illustrate challenges that required immediate solutions, but that led to additional scaling risk when the commercial-scale focus became secondary. The article provides the following practical guidance to address these challenges.
Designing with scalability in mind. Planning ahead is essential to address commercial-scale requirements during the early development stages to reduce risk and avoid costly redesigns.
Establishing readiness gates. Stage-gate reviews are needed to identify and mitigate financial, reputational and schedule risks, as well as to identify scope areas to complete either before proceeding or early in the next phase of the project or technology development.
Managing spatial and temporal scale-up complexities. Recognizing that some issues become easier at scale while others — such as operations, maintenance, material handling, logistics and heat integration — grow more complex.
Enabling continuous and collaborative teams. Retaining key personnel and partners from concept to completion and start-up to preserve critical knowledge and minimize schedule disruptions.
Freezing designs at the right time. Encouraging early flexibility for improvements but enforcing freeze points to prevent uncontrolled changes and associated productivity issues during execution.
Maintaining strong safety standards. Shortcutting safety requirements is unacceptable, regardless of schedule or economic pressures.
Ultimately, scaling new technologies is not just a technical exercise, but a strategic endeavor requiring foresight, disciplined execution and collaborative decision-making. By applying these principles, organizations can improve their chances of successful commercialization while mitigating risks inherent in first-of-a-kind developments.
Positioning for commercial-scale
Most technology developments target full-scale commercial production. Ideally, the design team should envision the potential commercial design and scale-up path when setting the smaller-scale designs. This can help alleviate tendencies to focus on the specific smaller-scale challenges at hand, particularly if the team is being driven to show progress to stakeholders with potentially limited developmental budgets. If each design step considers the scalability options, including the full-scale commercial design and economics, then the risk for the subsequent scale-ups should be reduced. If the team is not familiar with potential large-scale options, then some additional support or consulting from outside the project team may be justified prior to implementing the designs. Anticipated equipment selections for later scale-up should be applied with a view on minimizing cost of piloting while assuring scalability.
Bench-scale
Initial technology development occurs at laboratory (bench) scale. Issues at the bench scale, and scaling to pilot-scale, are not discussed here, because this article focuses on scaling from pilot- to commercial-scale facilities.
The assumption is that key technical aspects of the process are developed sufficiently to enable the pilot-plant and subsequent designs, such as the following:
- Define process chemistry and anticipated operating conditions
- Prove and develop kinetic and thermodynamic models, develop catalyst and measure catalyst performance
- Support reactor designs
- Support preliminary development of pilot-plant mass and energy balance and operating cases (start-of-run, middle-of-run, end-of-run), control points and analytical methods
- Support analytical sampling and physical property development, and provide validation during the pilot plant and subsequent scale-ups
- Envision catalyst change-out and regeneration requirements
- Identify and mitigate initial safety concerns
Pilot scale
Pilot-plant operation allows for an intermediate step in the development of a technology. In this step, there is a focus on scalability, proving out the process on commercial equipment, as opposed to laboratory equipment.
This is a time to review the integration of a process and an operation more similar to a full-scale commercial process, such as moving from batch to more continuous operations, further optimizing the process and developing product samples. If the pilot plant provides a strong basis for the subsequent scale-up, then a lower level of risk will be carried to the larger and more costly scale. This section provides guidance on certain aspects that better enable scaling the pilot plant to demonstration scale with examples provided later to illustrate the observations.
Focusing on scalability. Pilot-plant design needs to envision commercial-scale requirements to reduce risk and avoid costly redesigns.
- Pilot-scale design decisions should anticipate future scale-up paths and equipment selections to minimize cost while ensuring scalability
- Pilot equipment should allow capacity testing of each key unit operation and avoid oversizing that amplifies risk at scale; avoid pumps and auxiliary equipment from limiting capacity
- Pilot-scale design has more flexibility to include alternative designs that results in higher operating cost, for example, utilizing higher quantities of regeneration nitrogen to avoid the need for a recycle compressor and clean-up during regeneration, but the pilot still needs to prove out the fundamental concepts and mass balance, including any impacts from recycle contaminant buildup
- Operations such as reactions, mixing and settling are easy to extend at bench scale, but become less practical into pilot and commercial scales
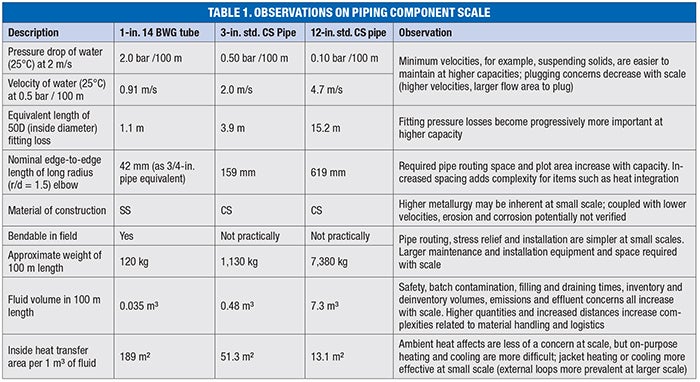
- Spatial and temporal requirements do not always scale directly, and plot requirement and quantities increase (Figure 2). Some issues become easier at scale, while others grow more complex. Table 1 contains observations on scaling, as related to piping components
- Manual operations at pilot scale may require automation at commercial scale, and ideally some level of technical validation of the automation at pilot scale
- Safety concerns at the bench scale are amplified at the pilot scale and typically increase again with scale and increased quantities. Risk assessments and mitigation (for example, process hazard analysis (PHA)) are needed at every stage, and ideally provide a viable safety path through full commercialization
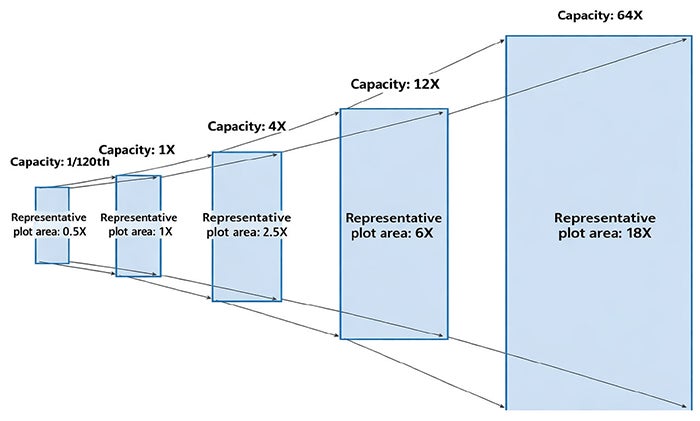
FIGURE 2. The diagram shows indicative results of plot-size scaling compiled from author scaling studies
Additional pilot-plant and small-scale considerations. Here are some other considerations for scaling up from pilot-plants to small-scale demonstrations and full-scale commercial design.
- Owner’s cost and engineering services cost as a percentage of total installed cost are much higher at small scale; standard designs can reduce engineering cost
- Owner’s cost and engineering cost (as a total) increase significantly with scale and must be accounted for in economic evaluations. This accounting needs to be performed during the pilot stage to plan for commercial-scale costs
- Procurement cycles should be streamlined for pilot units — the cost of performing detailed designs and then soliciting and evaluating multiple vendor bids may exceed equipment costs
- Working with a pre-selected vendor may be justified to develop a robust design for pilots, but should avoid locking in mandatory suppliers for commercial scale where practical
- Design life of pilot plants can be lower than that of commercial scale plants, but the pilot should attempt to prove out metallurgical requirements, expected corrosions rates and preliminary fouling factors, and identify operations that could drive the maintenance turnaround intervals
Demonstration and full scale
The following guidance is provided to improve the demonstration- and commercial-scale project design and execution.
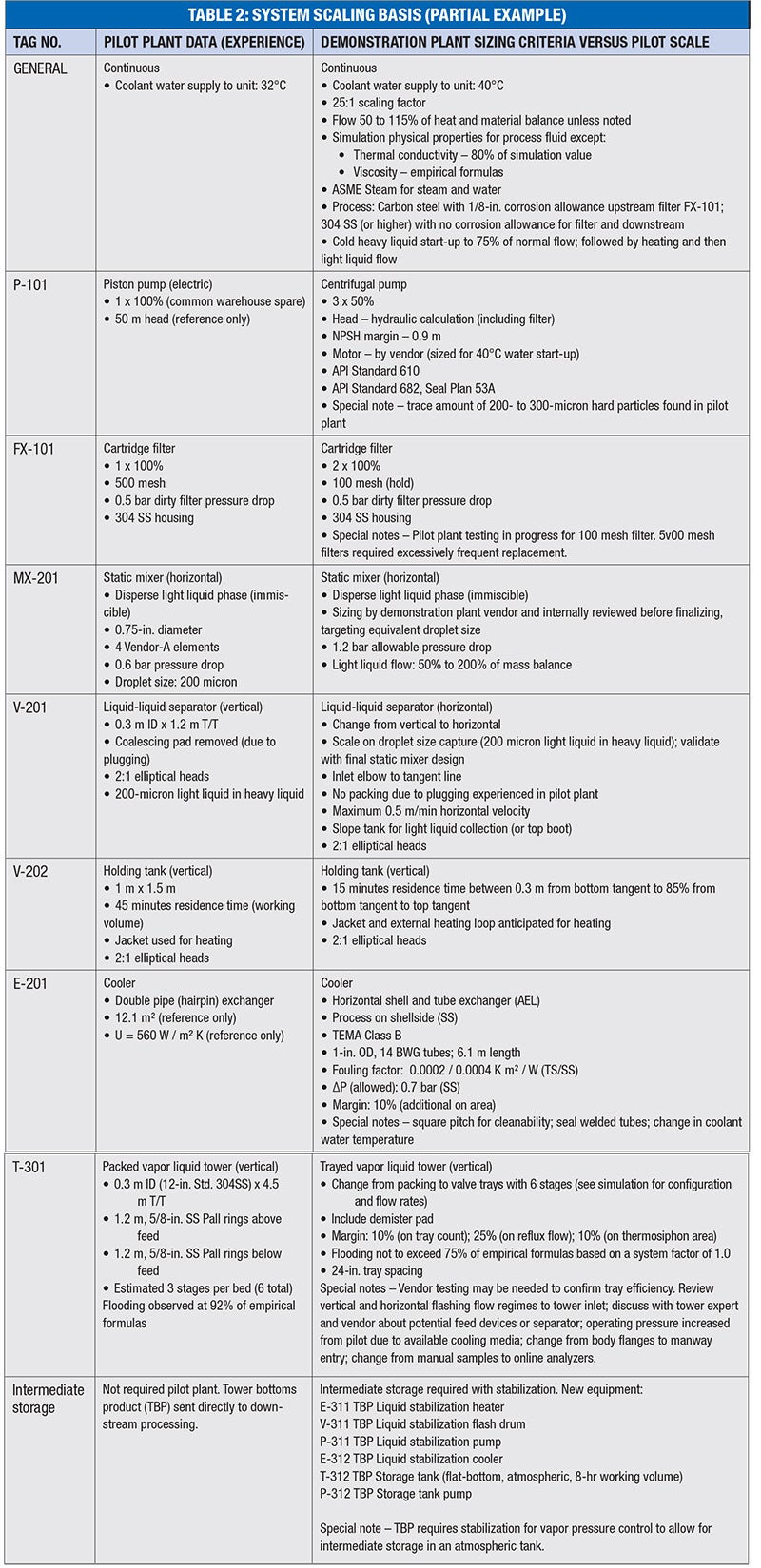
Defining equipment requirements as a technical-readiness gate. Establishing design criteria for each piece of equipment or system after completion of process flow diagram (PFD) development could act as a tool to validate technical readiness for the execution phases of the project. A simplified example is presented in Table 2. Note, only select equipment are shown in this example, as the table does not show all pieces of equipment that would need to be included in a system design criteria.
In addition to establishing a clear path to expected equipment count and equipment-sizing requirements, this design criteria assures that critical design support inputs are in place, such as the following:
- Ensures that PFDs, heat and material balances, design margins and criteria, feed specifications, physical property data and control schemes are defined
- Assures metallurgy and corrosion requirements are validated based on pilot tests
- Requires the definition of balance-of-plant facilities, including designing into initial growth contingencies to mitigate against later design updates to utility-system capacities
- Confirms a technical basis is in place to proceed with the more detailed equipment specifications, piping and instrumentation diagrams (P&IDs) and associated design work
- Captures identified issues in pilot-plant operations, anticipates changes in configurations and proposed solutions or special notes for designers
- Confirms reactor and any other critical equipment scaling responsibilities are assigned, and if additional testing or consulting may be required
- Identifies any equipment design basis gaps, enabling actions to be assigned and tracked; closing these actions is critical, not just pushing them to future resolution
Enabling continuous and collaborative teams. As projects develop, the knowledge gained by the execution team becomes difficult to fully capture or replace. Additionally, inputs from all key stakeholders should be secured prior to implementing decisions into the design. To address these challenges and assure alignment across all stakeholders, the following actions are recommended:
- Retention of key personnel and partners from concept to completion and start-up to avoid knowledge loss and improve troubleshooting during startup
- Involvement of operations team early and continuously for critical, practical design input
- Identify key decision makers early and define approval processes to avoid delays and confusion
- Facilitation of open collaboration and document decisions for technology transfer and retention
Freezing design to enable project completion. Freezing the design documents at strategic points is necessary to enable effective project execution. Some recommended freeze points include the following:
- Freeze pilot-plant design run basis to set the heat and material balance
- Freeze the heat and material balance to enable progressing of equipment design
- Freeze the PFDs prior to starting the P&ID development
- Freeze P&IDs prior to release of the larger design teams into detailed engineering and procurement phases
Technology development may continue in parallel with the project, so there can be a tendency to view the demonstration/commercial plant as an extension of the technology research. While there will always be learnings that can be applied to future projects, ongoing projects need to be allowed to progress without being constrained by continuous implementation of new ideas. Otherwise, schedule and cost expand due to the re-work needed to incorporate the new findings. Less-impactful alternatives should be considered, such as providing valving and reserving space, if available, and implementing a robust change-management system to assure that new ideas are properly controlled with impact and value vetted before considering for implementation.
Safety in design. There are many aspects to assure safety in design is considered at the larger scale. A few reminders are noted here, but this listing is far from all-inclusive.
- Independent safety perspectives are critical. Safety reviewers should include additional personnel independent from the project, and the review should be led by an independent facilitator, as is typical for most projects
- Validate and review that unit safety and overpressure protection systems, and design condition breakpoints, are adequate as these tend to get less attention at smaller scales
- Review operational and equipment safeguards and update risk assessments and mitigations, including hazard identification (HAZID), hazard and operability studies (HAZOP), layers-of-protection analysis (LOPA), safety integrity level (SIL) and the overpressure-protection system design
- Implement Occupational Safety and Health Administration (OSHA; Washington, D.C.; www.osha.gov) Process Safety Management (PSM) and Environmental Protection Agency (EPA; Washington, D.C.; www.epa.gov) Risk Management Program (RMP) requirements if quantities exceed minimum thresholds. If handling dangerous materials below the minimum thresholds, consider voluntary implementation of key principles
Overall development
In developing commercial-scale facilities, time-to-market demands must be balanced with realistic development timelines. Speed is critical for market positioning and survival, but acceleration can lead to risks, such as incomplete piloting and poor design definition. Safety requirements must never be compromised, and risk assessments and mitigation strategies should accompany any schedule compression.
Stage-gate reviews. Stage-gate reviews mitigate financial, reputational and schedule risks as well as identify scope areas to complete before mobilizing a larger design team and proceeding into the next phase of the project. There are a number of gate review structures suggested for the industry and within various operating organizations, so the various potential gates are not detailed here. However, specific to the scaling of pilot plants to demonstration scale, there is amplified importance for having strong technical foundations before moving forward to subsequent phases and expenditures. Strong and complete conceptual designs and front-end designs are highly desirable and tend to lead to the lowest overall execution costs for the project.
In addition to traditional end-of-phase gate reviews, project and technology developments may be amenable to various technical readiness or audit points, such as those mentioned previously around establishing the individual equipment design criteria.
Value engineering. New technologies in particular may benefit from the implementation of cost-reduction ideas and technology improvements. Conducting value engineering sessions can have high returns and potentially be the difference in the viability of a technology.
Intellectual property (IP) protection. Process technologies are normally developed to secure a competitive advantage in the marketplace. IP protection is of primary importance to retain that advantage, and provide returns on the cost of development. This can entail various levels of protection during execution, such as identifying highly confidential information and implementing multiple layers of protection to access, or limiting confidential information access to certain personnel or locations. The combinations of different layers and strategies are near infinite. However, adding layers and restricting access can incur both a direct cost for implementation and a negative impact on productivity and schedule. Adding excessive layers of protection tends to sound attractive when considered in isolation. However, the IP protection needs to be balanced and fit for purpose, providing safe and adequate protection while minimizing the cost and impact to implement.
Some additional opportunities to protect IP include the following:
- Consider either not providing or cloaking information where details are not required
- Limit the number of entities with access to the information
- Work with reputable companies with proven IP protection methods and practices
- Consistently align with trusted engineering partners, proprietary equipment suppliers and complimentary technology providers to advance the technology while minimizing exposure of technology leakage
- Continuous teams not only enable better knowledge retention, but also reduce the personnel accessing IP
Case studies
The following examples illustrate situations where pilot-plant design considerations did not fully support or define the scale-up, potentially leading to higher risk or additional considerations at the demonstration- or commercial-scale startup.
Flashing two-phase, high-viscosity separation step requires change in unit operation type. To avoid foaming and plugging issues, a pilot plant utilized brute-force machinery with excess open area on a small flow of materials. However, the equivalent principles were not feasible at the much larger demonstration or commercial scale. As a result, the design for the demonstration plant installed a unit operation based on different engineering principles not proven at the pilot scale. This entailed a higher level of engineering and uncertainty. Several interactive discussions were conducted between stakeholders to identify potential design configurations and perceived risks, and to select the final design option.
This final design embedded facilities to enable easier modification to alternate solutions with minimal operational impacts (minimal downtime) in case of non-performance. A higher level of identified risk was carried through to start-up. Ultimately, the chosen solution proved successful. However, repeatedly changing a principal design on scale-up is prone to eventual failure. Designing the pilot unit with the end in mind drives that failure risk to the more flexible pilot-scale level. Additionally, this mindset enables investor confidence and increases the likelihood of project and investment funding.
Plugging in pilot operation, leading to oversizing and poor performance as a base for scaling. A pilot plant selected a contacting column diameter based on traditional flooding correlations. During initial operations, the column quickly plugged and the equipment was replaced with a significantly larger-diameter unit. The new unit did not plug within typical pilot-plant run times, but performance was poor. Additionally, the equipment flooding limits could not be tested for scale-up. Direct scaling would lead to an oversized design with excess cost and questionable performance characteristics. An alternate technology was selected for the demonstration plant that used pumping and mixing forces rather than limited gravitational forces. This solved the potential plugging issue and improved the contacting. In this case, the scale-up risk was considered lower and proved very successful with improved performance at a significantly lower cost. The decision to oversize the pilot unit is easy to understand in context, and with minimal cost impact to the pilot plant, but oversizing tends to get amplified upon scaling and can lead to high cost or implementing unproven operations for the larger facilities.
Multi-use equipment in pilot operation not practical at commercial scale. A technology required catalyst regeneration. To reduce cost, the pilot plant was designed to pause normal operations and regenerate the catalyst utilizing a single train. Conversely, the demonstration plant required parallel trains, with one train dedicated to each reactor. The addition of the second train allows for one train (reactor) to continue to operate during the short regeneration period while the other train is regenerating. Consolidation of equipment for the pilot plant reduced cost while still proving out the reactor and catalyst technology, including yields, selectivity, regenerability, heat transfer, run length and other important considerations. However, this configuration did not allow the project team to prove out the ability to switch trains and transition a train from normal operation through the regeneration steps and back to normal operation.
Therefore, the demonstration-scale plant needed to review issues, such as safety considerations associated with the change and managing a smooth transition, to minimize impacts on upstream or downstream operations (which could include fluctuations in feed rate, purge rate, and/or product rate) as the regenerated train is brought back online. One must be mindful of how these transitions occur and look for opportunities to test these operations at smaller scale before implementing at larger scale.
Decoupling demonstration plant operations for easier demonstration plant start-up. A pilot plant successfully identified multiple units that might have potential reliability and stability concerns during scale-up to the demonstration scale. To decouple the demonstration scale units and their start-up, intermediate storage was added. In one application, this involved solidification, storage and re-melting. As a result, the expense was not insignificant, but did remove the need to start-up two new challenging operations in sequence. In other applications, lower-cost solutions, such as tanks or silos, may work.
The first unit was started successfully, inventory was created for the second unit, and the second unit was eventually started up with ability to independently operate the two units. The observations gained during startup become invaluable to making educated decisions for the commercial-scale facilities.
Pilot plants tend to deal with lower quantities and more flexible run-times than larger-scale units. Intermediate storage, sparing and maintenance philosophies become focus areas when scaling, as these tend to be less relevant at the pilot scale.
Heating media utilized for reactor control requires change in heat transfer fluid. A pilot plant utilized heat-transfer fluid to cool the reactor and maintain tight temperature control. The flowrate could be high enough at pilot scale to allow for minimal temperature drop on the heat transfer fluid for precise temperature control and uniformity in the reactor.
At demonstration scale, similar high flow was not economically feasible, and lowering the flow would not provide adequate reaction temperature control due to the temperature decrease in the heat transfer fluid across the reactor. Therefore, at demonstration scale, boiler feedwater (BFW) was instead vaporized in the reactor with the temperature controlled by the steam pressure. The boiling allowed for precise temperature control. However, additional concerns needed to be accounted for, such as the following:
- Distribution of the BFW in the reactor was complicated given the specific geometry
- BFW quality control (BFW blowdown, filtration and make-up quality) required to prevent the buildup of solids in the reactor
- Pressure drop between the reactor and the steam collection system added complication
- Pump sparing implemented to mitigate the loss of a BFW pump
Laboratory- and pilot-plant scales enable overdesign of systems that are not economically or logistically feasible at demonstration or commercial scale. Envisioning the commercial-scale operations would identify the risk and confirm the two anticipated solutions, or identify a need to change the pilot plant design.
Scaling a once-through regeneration system to a recycled regeneration system. Another technology required catalyst regeneration. At pilot scale, the regeneration gases were designed to flow through the reactor in a once through configuration as the lowest capital cost option. At demonstration scale, the operating cost of supplying these gases and handling the quantity of vented gases was prohibitive. Therefore, a recycle compressor was employed to decrease makeup gas requirements and venting rates. The addition of the recycle led to additional complexities in the design that need to be accounted for such as:
- Additional equipment for regeneration (compressor, compressor precooler and aftercooler, knockout drum, dryer and reheater)
- Safety concerns from dual design conditions in the reactor, and from cross-connecting low-pressure-, high-temperature-regeneration system components with high-pressure, lower-temperature components
- Additional safety concerns to be addressed to protect new equipment that can contain, at different points in time, high concentrations of oxygen or flammable hydrocarbons and hydrogen. The new safety strategy needed to consider more complex purging requirements and protection systems. Changes included, as an example, switching from swing elbows in pilot plant to automated double block and bleeds due to the increasing elbow or removable spool weights, and more frequent regeneration cycles.
- Potential build-up of unanticipated trace components or catalyst poisons in the recycled regeneration gas
- A thorough review of the overall basic and safety control systems
Laboratory- and pilot-plant scales enable simplified design systems that result in prohibitively high operational cost at larger scales that must be mitigated by additional capital cost investment and a revised process configuration. Similar to the previous example, envisioning the commercial-scale operations enables decision making to keep the pilot plant design, change the pilot plant design, or in some cases, develop a testing protocol to mitigate concerns.
Closing thoughts
Both authors are appreciative of the opportunities that they have had in their careers to be involved with new technology scaling to test and expand their range of technical knowledge, apply critical analysis and perform research, work collaboratively with partners and teams, and successfully execute projects requiring upscaling of technologies. Scale-up implementation can be extremely challenging, with success highly rewarding and fulfilling, enabling accelerated career development. To assure success, a structured approach is recommended including the following principles:
- Design pilots with scalability in mind
- Use readiness gates at demonstration scale to confirm technical foundations
- Manage spatial, temporal and cost complexities as scale increases
- Retain continuous teams and involve operations early
- Freeze designs at the correct time while still balancing the flexibility needed for improvements
- Make informed decisions to balance speed-to-market pressures with thorough development
Applying the principles presented here will help organizations reduce risk, boost investor confidence and enhance the likelihood of commercialization success.
Edited by Scott Jenkins
References
1. There is no set rule on scale-up factors. Pilot-plant to demonstration-scale units tend to be from 5:1 up to potentially 100:1, or higher, depending on risk thresholds, maturity of the technology, and types of equipment employed. For further information on scale-up factors and Technology Readiness Level (TRL), see references 2–7 below.
2. Velson, J., Project Scale-Up: Lab to Industrial Plant Implementation (Report No. PERP2012S4), Nexant ChemSystems PERP Program, April, 2013.
3. Palluzi, R., Pilot Plants, Chapter 24, appearing in Ullmann, F., “Ullmann’s Chemical Engineering and Plant Design,” Volumes 1-2, John Wiley & Sons, 2005.
4. Palluzi, R., “Asset Management: Get the Most Pilot Plant for Your Money,” Chemical Processing, September 2017.
5. Welch, V. and Joseph Peters, “Commercializing Process Technologies”, Chemical Engineering, January 2019.
6. U.S. Department of Energy, Technology Readiness Assessment Guide, (DOE G 413.3-4A), Washington, D.C., Sept. 15, 2011.
7. U.S. Department of Energy, Technology Readiness Levels (TRLs), (DOE EERE R 540.112 02), Washington, D.C.: November 17, 2015.
Authors
 Ryan Ouderkirk is a process executive with the Energy Solutions group of Fluor Corp. (737 N Eldridge Pkwy., Houston, TX, 77079; Email: Ryan.Ouderkirk@Fluor.com). He has nearly thirty years of experience at Fluor, having worked all project phases from feasibility to startup, specializing in chemicals and polymers, and is an identified Fluor expert in scale-up. He received his bachelor’s degree from the Georgia Institute of Technology. Note from Ouderkirk: Thank you to my family and a very special appreciation to my mother, Dianne.
Ryan Ouderkirk is a process executive with the Energy Solutions group of Fluor Corp. (737 N Eldridge Pkwy., Houston, TX, 77079; Email: Ryan.Ouderkirk@Fluor.com). He has nearly thirty years of experience at Fluor, having worked all project phases from feasibility to startup, specializing in chemicals and polymers, and is an identified Fluor expert in scale-up. He received his bachelor’s degree from the Georgia Institute of Technology. Note from Ouderkirk: Thank you to my family and a very special appreciation to my mother, Dianne.
 Darren Sanders is a process executive with the Energy Solutions group of Fluor Corp. (same address; Email: Darren.Sanders@Fluor.com). He has over thirty years of experience at Fluor, as well as three years of experience with Velocys serving as senior vice-president of engineering and technology delivery. He has experience in process scaleup, product development, feasibility, code compliance, design, technology development, operations, construction, commissioning and startup of refinery, specialty chemical, petrochemical, renewables and utility units. He received his bachelor’s degree from Texas A&M University. Note from Sanders: Thank you to my family, and a special recognition to my father Jack and my mother Betty.
Darren Sanders is a process executive with the Energy Solutions group of Fluor Corp. (same address; Email: Darren.Sanders@Fluor.com). He has over thirty years of experience at Fluor, as well as three years of experience with Velocys serving as senior vice-president of engineering and technology delivery. He has experience in process scaleup, product development, feasibility, code compliance, design, technology development, operations, construction, commissioning and startup of refinery, specialty chemical, petrochemical, renewables and utility units. He received his bachelor’s degree from Texas A&M University. Note from Sanders: Thank you to my family, and a special recognition to my father Jack and my mother Betty.
Disclaimer
This document was developed with the permission of Fluor as part of Fluor’s P4 Program. The views expressed in this article are directed to a large audience and may not be suitable for any particular client, project or situation. Fluor does not provide any warranties relating to the content of this article, and use of it or reliance on it is at your own risk.