Choosing an optimal separation technology and associated equipment is essential in all types of bioprocessing applications
Recent advances in bioprocessing and bio-based products are bringing unprecedented innovations to the manufacturing sector, offering businesses the potential to unlock new, sustainable market opportunities. Key examples include leveraging economical and more sustainable raw materials or turning waste into useful products, thus benefitting the environment while helping businesses to tap into additional revenue streams. Utilizing reliable, high-performance mass-transfer and separation technologies is essential to fully benefit from bioprocessing methods.
Already well-established in many industrial sectors, such as life sciences and food and beverage, bioprocessing can also prove advantageous to a wider range of industries. It offers a unique way to implement sustainable carbon-capture strategies, as well as to utilize resources that are inaccessible with conventional processing methods.
Perhaps the clearest example is provided by an extremely popular process, microbial fermentation, which is used to produce fuels and chemicals from carbon-rich materials — the most common feedstock being carbohydrates from plant-based resources that characterize first- and second-generation biorefineries (Figure 1).
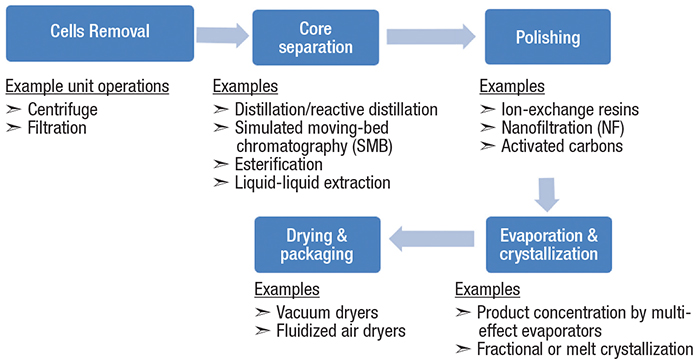
Figure 1. This illustration shows examples of unit operations used in some biochemical downstream-recovery process configurations
More precisely, bioethanol facilities use agricultural crops, herbaceous plants or lignocellulosic biomass as feedstock to produce pentose and hexose sugars via hydrolysis and saccharification. The resulting compounds are then fed to microorganisms, such as Saccharomyces cerevisiae yeast, whose anaerobic metabolic activities result in the generation of ethanol, together with a number of byproducts and waste. These include carbon dioxide (CO2), methanol, glycerol, lactate and acetate. The resulting ethanol is then purified and dehydrated to reduce the level of impurities and water content. The result is a high-octane fuel that meets regulatory requirements and is suitable for internal combustion engines.
Next-generation biofuels
In order to deliver biofuel at competitive prices and increase market uptake, biorefineries have begun to increase the variability of their feedstock or leverage byproducts and waste from their processes, creating integrated plants. For instance, new solutions include the latest advances in fermentation and bioprocessing. These offer a key opportunity to turn carbon-rich fluegases into new, sustainable revenue streams.
In particular, carbon-rich synthesis gas (syngas), CO2 and methane generated by industrial activities can undergo microbial fermentation — for instance via acetogenic bacteria from the genus Clostridium — to obtain a spectrum of fuels and other useful organic materials (Figure 2). Similarly, CO2 from fluegas emissions can be fermented into animal proteins and nutraceuticals using chemoautotrophic bacteria, which derive energy from hydrogen. Also in these applications, separation processes follow the fermentation stage to reduce the volume of water and other impurities, as well as the microbial biomass used for the conversion.
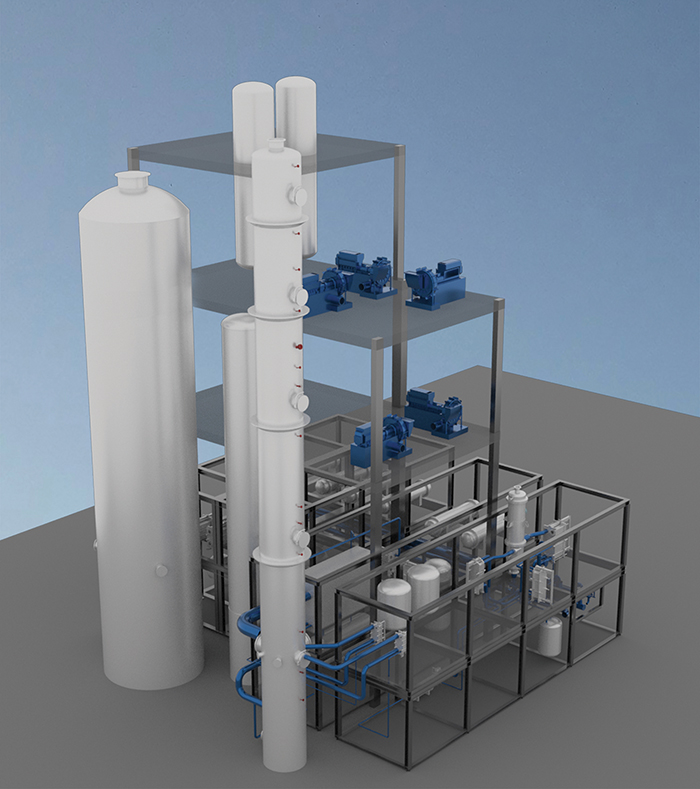
Figure 2. Carbon-rich syngas, CO2 and methane generated by industrial activities can undergo microbial fermentation, followed by separation processes, to obtain a spectrum of fuels and other useful
organic materials
Maximizing carbon capture
Emerging carbon capture and utilization technologies allow chemical companies and manufacturers to reduce the volume of waste carbon emitted into the atmosphere as CO or CO2 by converting it into value-added biofuels and chemicals. Biorefining, as well as carbon capture and utilization, approaches are crucial to building a circular, net-zero or carbon-negative economy. Therefore, it is fundamental for plants to maximize their conversion rates and yields by implementing high-performance processes. In this way, businesses can optimize their energy efficiency, reducing their environmental impact and production costs while increasing market uptake. In particular, not only should the value of the targeted product exceed the recovery cost, but the energy required and resulting emissions for the entire process should be a modest fraction of the waste and emissions being captured.
One of the most challenging aspects in bioprocessing is maintaining low purification costs. In effect, while separation is not the main manufacturing stage, a number of aspects make the separation process generally account for the largest part of the total operational expenses (OPEX). Key elements contributing to these costs include: the diluted nature of the streams fed to separation units; the presence of variable and complex organic-inorganic matrices, which can have a detrimental effect on extraction; and the need to conduct the process at moderate temperatures to avoid thermal degradation of key components. As a result, the separation step can be the single largest factor influencing the overall success and commercialization of biorefineries and biological carbon-capture plants.
Implementing the proper separation technologies and setups is therefore crucial for businesses to address thermal instability, high dilution and large feed variability in order to succeed in their bioprocessing strategies. In contrast to conventional petroleum refineries, where the purification unit and its structure are relatively standardized, the variability in bio-based feedstock and carbon-capture methods utilized demand that producers adopt customized solutions. Consequently, the first step to achieve the optimal solution consists of identifying the most suitable separation method for the intended application.
Choosing a separation method
For example, distillation is often the best option if the components in the feed have dissimilar boiling points, with differences that usually exceed 5°C, and for thermally sensitive components or substances with high boiling points, distillation under higher vacuum can be used. Conversely, affinity separation, such as liquid-liquid extraction, substantially reduces the need to distill out large volumes of water, a process that is energy intensive. Fractional crystallization can be used as a method for refining based on differences in solubilities.
A skilled process-engineering specialist can provide guidance in the selection of the most suitable method by offering detailed technical and economic evaluations on the various alternatives. Also, engineering experts can propose integrated heat- and water-recovery strategies that improve the energy and cost-efficiency of processing plants.
Defining the unit design
In addition to the type of separation method used, suitable mass-transfer components and column internals can help plants improve their processes, end-product quality and efficiency, while still handling high variability in the feedstock. More precisely, the right solution can support the creation of long-lasting, productive plants with a small footprint.
Biorefineries usually involve some degree of solids handling, and they frequently process diluted aqueous process streams with foulants. Therefore, the separation equipment should always be resistant to solids and fouling while providing the best efficiency possible. To address these issues, trays are generally used in front columns for biomass removal and concentration, followed by packed columns operated under vacuum for the purification of intermediate or end products.
Column trays have evolved over the years to accommodate bioprocessing feedstock. In particular, the industry moved from generally having no internals at all, as is the case for flask- or pot-based processes, to baffle trays, discs and donuts, as well as sieves and V-grids. For example, column trays with anti-fouling properties (Figure 3) are suitable for separation columns in first- and second-generation biofuel plants. Their outlet weirs are resistant to fouling and the trays can also be equipped with extra-large fixed valves developed for severe fouling applications.

Figure 3. An important consideration in selecting column trays for biofuels applications is that the trays have anti-fouling properties
Trays are also beneficial when vessel walls need periodic inspection. In this way, plants can reduce their costs and the downtime associated with repairs and maintenance, as well as extend their replacement intervals, reducing the overall environmental impact.
Once the feed streams are free of solids, mass-transfer efficiency becomes the key factor to optimize, and alternatives to trays should be considered. In effect, using such internals may result in the creation of tall, costly columns to accommodate the elevated number of theoretical stages required. Structured packing (Figure 4) is preferred in these applications.

Figure 4. Structured packing is selected in applications that separate thermally sensitive compounds, or those that have similar boiling points
In particular, structured packing is the go-to choice when processing thermally sensitive compounds or when substances have similar boiling points. This type of column internal minimizes liquid holdup and residence time, meaning that substances can be processed without undergoing any degradation. It also allows columns to run at a lower temperature, further protecting the thermally sensitive feed. Particularly, by featuring low liquid flowrates (and higher vapor rates), such a setup can operate at low pressure. Also, since the packing’s open area is nearly as large as the column’s cross-sectional surface, pressure drop is limited. This aspect also makes structured packing ideal for use in vacuum services, where the pressure drop needs to be low. These features also benefit highly corrosive services or applications where the feed may be prone to foaming. Finally, the reduced pressure drop also facilitates heat-integration concepts that improve the energy efficiency of the overall process.
Similarly, the structured packing can provide benefits in carbon capture projects, because plants can significantly reduce the size and the pressure drop across their separation column, thus reducing capital expenditure (CAPEX) and OPEX. In addition, the texture of certain types of packing can offer more uniform residence time, preventing microorganisms from the fermentation process accumulating on its surfaces, which can lead to reduced equipment service life.
Continuous improvements
In order to maintain optimum operational conditions, as well as maximize yields and energy efficiency, businesses should conduct regular servicing and maintenance on their separation equipment and seek the expertise of third-party specialists when needed. In addition, performance evaluations of existing separations trains can reveal opportunities for improvement. The most suitable and effective revamp strategies can be defined, which are key to implementing appropriate modifications to column internals and mass-transfer components and increasing overall column capacity in biorefineries and carbon-capture plants.
In order to run a successful bioprocessing plant for the production of biofuels and chemicals from sustainable resources, waste or byproducts, it is crucial to maximize energy efficiency and cost. These aspects can be addressed by developing separation solutions based on the ideal methodology, design and components. In addition, it is fundamental for businesses to keep up with the latest technological advances in order to intensify their processes and maintain a competitive edge. Holistic, proven solutions and technological expertise can support the entire lifecycle of a plant, from development through to maintenance, ensuring continuous process optimization and reliability.
Edited by Mary Page Bailey
Authors
 Thomas Raiser is a senior applications manager at Sulzer Chemtech’s global bio-based chemicals and renewables group in Switzerland (Email: thomas.raiser@sulzer.com). He has over 30 years of experience in process and plant design with focus on distillation and membrane separations, sales and process development in solvent recovery, product purification and biofuels. He holds a B.S.Ch.E. from the University of Applied Science in Mannheim, Germany and a postgraduate study in business engineering management from the University of Applied Sciences and Arts Northwestern Switzerland.
Thomas Raiser is a senior applications manager at Sulzer Chemtech’s global bio-based chemicals and renewables group in Switzerland (Email: thomas.raiser@sulzer.com). He has over 30 years of experience in process and plant design with focus on distillation and membrane separations, sales and process development in solvent recovery, product purification and biofuels. He holds a B.S.Ch.E. from the University of Applied Science in Mannheim, Germany and a postgraduate study in business engineering management from the University of Applied Sciences and Arts Northwestern Switzerland.
 Ramnik Singh is a senior applications manager at Sulzer Chemtech’s global bio-based chemicals and renewables group in California (Email: ramnik.singh@sulzer.com). He has over 20 years of combined experience in process development, research and development and bioproducts scaleup in the pulp-and-paper and chemicals industries. He has a Ph.D. in environmental sciences from the University of California at Berkeley.
Ramnik Singh is a senior applications manager at Sulzer Chemtech’s global bio-based chemicals and renewables group in California (Email: ramnik.singh@sulzer.com). He has over 20 years of combined experience in process development, research and development and bioproducts scaleup in the pulp-and-paper and chemicals industries. He has a Ph.D. in environmental sciences from the University of California at Berkeley.