Steam tracer lines are designed to maintain the fluid in a primary pipe at a designated uniform temperature. In most cases, these tracer lines are used outdoors, which makes ambient weather conditions a critical consideration.
The primary purpose of steam traps on tracer lines is to retain the steam until its latent heat is fully utilized, and then discharge the condensate and non-condensable gases. As is true with any piece of heat transfer equipment, each tracer line should have its own trap. Even though multiple tracer lines may be installed on the same primary fluid line, unit trapping is required to prevent short-circuiting.
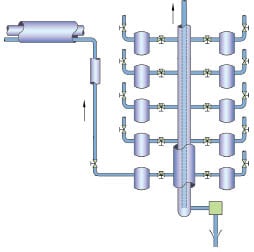 |
| Figure 1. A condensate manifold shows multiple tracer lines and steam traps |
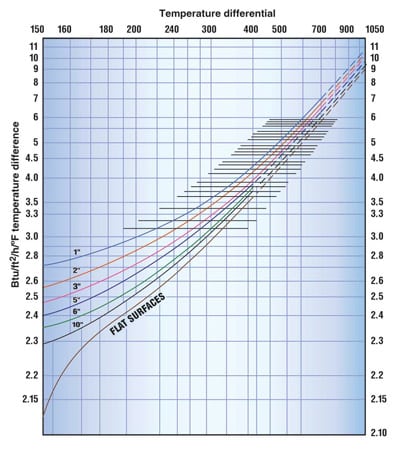 |
| Figure 2. (above) The graph depicts heat loss of an uninsulated pipe. The temperature differential is derived from the process temperature minus ambient design (T=75ËšF) |
In selecting and sizing steam traps, it is important to consider their compatibility with the objectives of the system, as traps must accomplish the following:
1. Conserve energy by operating reliably over a long time period
2. Provide abrupt periodic discharge in order to purge the condensate and air from the line
3. Operate under light load conditions
4. Resist damage from freezing if the steam is shut off
The cost of steam makes wasteful tracer lines an exorbitant overhead that no industry can afford.
Trap selection for steam tracer lines
The condensate load to be handled on a steam tracer line can be determined from the heat loss from the product pipe by using this formula:
Where:
Q = Condensate load in lb/h
L = Length of product pipe between tracer line traps in ft
U = Heat transfer factor in Btu/ft2/°F/h
∆T = Temperature differential in °F
E = One minus the efficiency of insulation
(example: 75% efficient insulation or 1 – 0.75 = 0.25 or E = 0.25)
S = Linear feet of pipe line per ft2 of surface
H = Latent heat of steam in Btu/lb
Example
Three tracer lines at 100 psig steam pressure are used on a 20-in.-dia., 100-ft-long insulated pipe to maintain a process temperature of 190°F with an outdoor design temperature of –10°F. Assume further that the pipe insulation is 75% efficient. What is the condensate load?
Using the formula:
Divide by three in order to get the load per tracer line: 24 lb/h.
On most tracer line applications, the flow to the steam trap is surprisingly low; therefore, the smallest trap is normally adequate. Based on its ability to conserve energy by operating reliably over a long period of time, handle light loads, resist freezing and purge the system, an inverted bucket trap is recommended for tracer line service.
Safety factor
Use a 2:1 safety factor whether exposure to ambient weather conditions is involved or not. Do not oversize steam traps or tracer lines. Select a steam trap to conserve energy and to avoid plugging with dirt, scale and metallic oxides.
Installation
Install distribution or supply lines at a height above the product lines requiring steam tracing. For the efficient drainage of condensate and purging of non-condensables, pitch tracer lines for gravity drainage and trap all low spots. This will also help avoid tracer line freezing (see Figure 1). To conserve energy, return condensate to the boiler. Freeze-protection drains on trap discharge headers are suggested where freezing conditions prevail.
Acknowledgements
Material for this month’s “Facts at Your Fingertips” column was supplied by Armstrong International, Three Rivers, Mich.