Henry Kister shares lessons learned from troubleshooting distillation towers
Following a distillation conference hosted by a simulation vendor, the delegates were transported by bus to a venue where the simulation vendor hosted a delicious barbecue. A gentleman sitting next to the author introduced himself. After exchanging a few greetings, he asked:
“Do structured packings work in the wash section of an atmospheric crude tower?”
“They do as long as you have good liquid and vapor distribution and they do not plug,” I replied. “Some refiners swear by them. They experience occasional plugging episodes, but are comfortable living with them.”
“I was afraid you’d say that. We have to put these in the wash section of our tower.”
“Why? What is wrong with trays?” I asked.
He replied, “Trays just do not work for us. We are struggling with dark gas oil” (the presence of dark oil indicates poor separation in this section).
“Did the trays ever work for you?”
“At one time they did. But not any more,” the gentleman replied.
That reply got my attention and I inquired further, “You went up in rates and then ran into a bottleneck?”
“Not really. We have always run 50,000 bbl/d [barrels per day] crude,” he responded.
“This is getting interesting,” I said. “Why would trays all of a sudden stop working?”
“If you really want to know, I will be happy to tell. At one time, trays worked for us.” Referring to a drawing showing the tray details (Figure 1), the gentleman explained: “The 12-in. nozzle at the bottom is the tower feed. Nozzle 14 is the atmospheric gas oil (AGO). It is a total draw. Reflux is pumped on flow control and returned above it. We ran 1,000 bbl/d reflux, which is about 2% of the crude feed.”
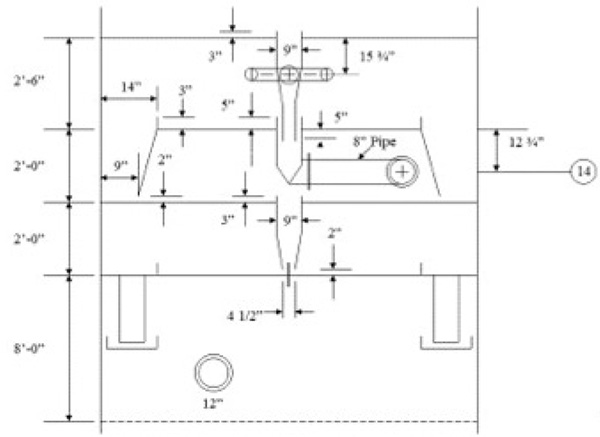
FIGURE 1. This is the initial setup of the crude tower wash section
“I would not complain about this. This is a 1–1.5% overflash on the crude, which is excellent. You won’t do much better with packing,” I said.
“Yes, but those days are gone and we cannot get back to them.”
“Why?” I asked.
He explained further: “About six years ago we had a vendor make improvements to our tower. They were alarmed by the small feed nozzle, so they enlarged it from 12 to 24 in., and added a vane vapor horn distributor on it. They also added splash baffles on the trays to make sure they do not dry up, and downpipes on the spent wash to avoid re-entrainment [Figure 2]. When we came back on line, we needed to go to 6,000 bbl/d reflux to get the AGO on-color. Actually, once it got on-color, we could cut the reflux down to 1,500 bbl/d. But if we went down below this, it would go dark and we will need to go up to 6,000 bbl/d to get the AGO back on-color.”
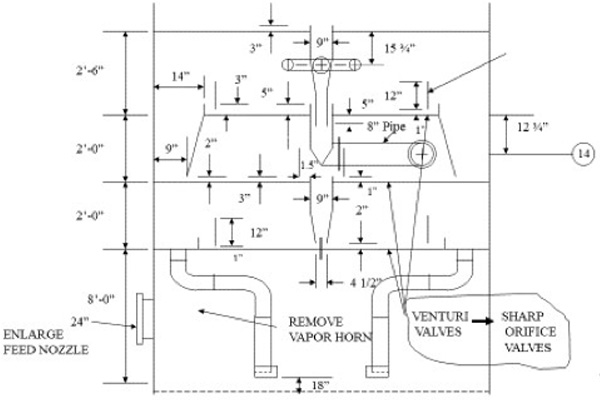
FIGURE 2. The diagram shows the first set of modifications
He continued, “We complained to them. They then reconsidered the vapor horn, and in the next turnaround removed it. They also changed the trays. The ones we had before were the Venturi moving valves that have smooth orifices and give low pressure drops. They were concerned that these trays will excessively weep, and changed them to moving valves with sharp edged orifices [Figure 3] that are more weep-resistant.”
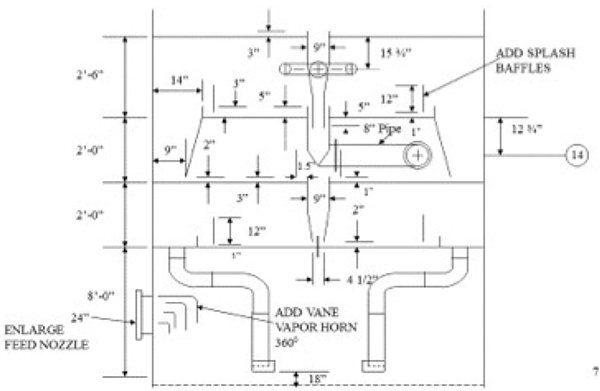
FIGURE 3. The second modifications to the atmospheric crude tower wash section are shown here
“Did this improve things?” I asked.
“Quite the contrary. Now we cannot get the AGO on-color, even if we run a reflux as high as 15,000 bbl/d. We went to different vendors. They all say we need structured packings.”
I replied, “There are many towers that have trays working in the wash zone. And the trays worked for you at one time. What I believe you need is troubleshooting to find why the current trays are not working. I smell a downcomer unsealing problem, but need to take a close look at the dimensions and do a few sums.”
”If you can find a way to keep trays, you will be a hero. But you’d better come up with a good proof that trays will work, because most people in our refinery, including management, are believing the vendors and have given up on trays,” he said.
Once we drew the sketches to scale, the problem became apparent. The 2-in. clearance under the center downcomer was just too large for the low liquid rates experienced in the wash section, that typically operates at very low liquid loads. With this large clearance, vapor would break through into the downcomer. With the splash baffles 1.5 in. away from the weirs, and with the draw pan restricting the vapor exit from the center downcomer, the vapor breaking into the downcomer would not allow the liquid in. The middle tray would flood, and the bottom tray would not receive liquid and dry up. There would be no separation, and the AGO would go dark.
The problem was introduced by adding the splash baffles. The vendor was right about the Venturi valves weeping. This weep was actually beneficial, as it allowed the liquid a path downwards by weeping through the valves. Once enough weeping occurred, it would seal the center downcomer, preventing vapor rise through it. This happened at about 6,000 bbl/d reflux. Once the downcomer was sealed, they could go back down to 1,500 bbl/d.
In the next revamp, the Venturi valves were replaced by the sharp-orifice valves that are resistant to weeping. Without weeping, there was no way for liquid to go down, so even increasing to a reflux of 15,000 bbl/d would not bring the AGO into specification for color.
After my explanation, the gentleman asked, “Nice theory, but can you prove it?”
“Absolutely. We can run a test that will get your AGO on-color. You will need to reduce the charge rate to lower the vapor velocity in the downcomer and allow liquid to descend. We will need gamma scans to watch for liquid in the center downcomer.”
We proceeded with the test in which we used gamma scans to continuously watch the center dowcomer. Initially, the center downcomer contained vapor, no seal. Then when the charge rate was sufficiently reduced, the gamma scans saw liquid in the downcomer and the AGO came into specification for color.
At the next turnaround we removed the splash baffles and installed inlet weirs. We also made some modifications to the AGO draw. After this, the tower operated at a wash rate down to 700–800 bbl/d with the AGO always on-color.
The takeaway: When the patient’s health suddenly deteriorates for an obscure reason, always go back to the last time the patient was well, and investigate all changes from then on.
Edited by Dorothy Lozowski
About the Tower Doctor
“The Tower Doctor” is the honorary title bestowed upon the author of this article in 2002 by Richard Darton, professor of Engineering in Oxford University and chair of the European Distillation Network. “When a tower is not well,” says Darton, “people call Henry to diagnose the illness and find a remedy. He arrives with his doctor’s bag, examines the patient-tower, measures its temperature and pulse, gets radiography to get an inside look. Then comes his diagnosis and cure. Towers treated by Henry mostly get better very quickly.”
Being son to two medical doctors who were blessed with phenomenal diagnosis ability, the author aspired to live up to this special honorary title. Like with medical doctors, some illnesses were a struggle to diagnose, others were easier. All were exciting. This column will reminisce through some of the more entertaining cases. They may not have seemed entertaining at the time, but looking back at them, they leave unforgettable memories and raise a smile or two. One great aspect of being a tower doctor, one gets to work with and learn from some of the greatest engineers and operators that contributed so much to the chemical industry. We hope that this column can pass some of the fun, excitement and lessons learned to future troubleshooters and tower doctors.
Author
 Henry Z. Kister is a senior fellow and the director of fractionation technology at Fluor Corp. (3 Polaris Way, Aliso Viejo, CA; Phone: 949-349-4679; Email: henry.kister@fluor.com). He has over 35 years of experience in design, troubleshooting, revamping, field consulting, control and startup of fractionation processes and equipment. Kister is the author of three books, the distillation equipment chapter in Perry’s Handbook, and over 130 articles, and has taught the IChemE-sponsored “Practical Distillation Technology” course more than 530 times in 26 countries. A recipient of several awards, Kister obtained his B.E. and M.E. degrees from the University of New South Wales in Australia. He is a member of the NAE, a Fellow of IChemE and AIChE, and serves on the FRI Technical Advisory and Design Practices.
Henry Z. Kister is a senior fellow and the director of fractionation technology at Fluor Corp. (3 Polaris Way, Aliso Viejo, CA; Phone: 949-349-4679; Email: henry.kister@fluor.com). He has over 35 years of experience in design, troubleshooting, revamping, field consulting, control and startup of fractionation processes and equipment. Kister is the author of three books, the distillation equipment chapter in Perry’s Handbook, and over 130 articles, and has taught the IChemE-sponsored “Practical Distillation Technology” course more than 530 times in 26 countries. A recipient of several awards, Kister obtained his B.E. and M.E. degrees from the University of New South Wales in Australia. He is a member of the NAE, a Fellow of IChemE and AIChE, and serves on the FRI Technical Advisory and Design Practices.