Henry Kister shares lessons learned from troubleshooting distillation towers
The C2 splitter tower is the final step in ethylene plant distillation. It separates a high-purity ethylene top product (typically a few hundred ppm ethane impurity) from the ethane recycle bottoms. This is a close separation at high pressure (typically 200–280 psig) that requires a large number of trays (commonly about 100 trays).
One C2 splitter was retrofitted with high-capacity trays to raise throughput. Upon restart, the ethylene purity specification could not be achieved. The tray efficiency was less than half the design value. Eventually, the plant managed to get the ethylene purity to meet specifications, but only at the price of losing a significant amount of ethylene in the bottoms and also operating at very low throughput. For an ethylene plant, such performance is disastrous, with losses in tens of thousand dollars, or more, per day.
The initial hunch was that the new high-capacity trays were performing poorly. The plant recruited experts, professors and troubleshooters and conducted gamma scans. The objective was to identify the root cause and determine the actions needed to improve the tray performance. There were meetings, discussions, brainstorming, theories and ideas. Surprisingly, the gamma scans showed no apparent problems, but these data were not believed.
After two weeks, an operator climbed up the tower. The C2 splitter had a differential pressure (dP) transmitter across it (Figure 1). The transmitter was mounted at the top of the tower, which is a good spot for minimizing issues with liquid accumulation in the impulse lines, but has the drawback of being located at a remote spot that people seldom get to.
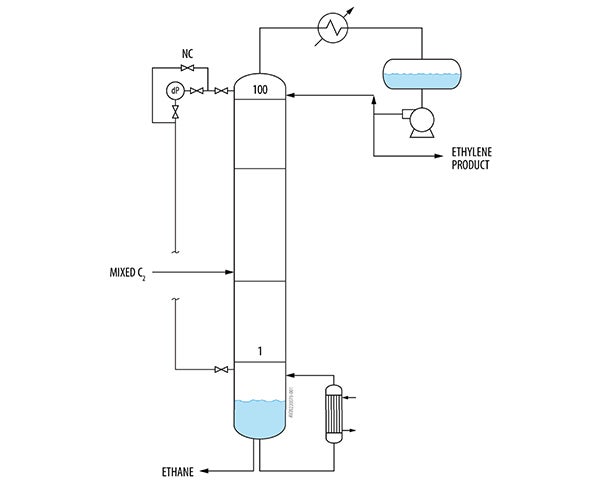
FIGURE 1. The C2 splitter had a differential pressure transmitter mounted at the top of the tower (image: Henry Kister)
The operator noticed that there was a short bypass line with a¾-in. valve around the transmitter. To his surprise, the valve was open. The valve was probably opened in order to bypass and protect the transmitter during some commissioning operation. It should have been closed after the transmitter was reconnected, but this did not happen. The open valve passed a large quantity of ethane from the tower bottom to the top product. A typical differential pressure in this C2 splitter was about 8–10 psi — pressures that will push a lot of ethane into the ethylene via this¾-in. valve.
When the operator closed the bypass valve, the column began performing as designed, trays operated efficiently and the consultants were sent home.
Product connections
The author was involved in consulting to a client who built a new butenes-separation facility. The product tower, which was the largest tower in the plant, separated two butene isomers. This is a close separation with a small relative volatility (~1.1), which means a large number of trays and a high reflux ratio. Bids were received from two licensors: one proposed a tower with 160 trays, the other with 100 trays. Our evaluation was that 100 trays would be tight for the separation, but would at least get close to achieving the objective. The large cost difference gave the client strong incentive to select the shorter tower, and its licensor was chosen.
Upon startup, the tower was unable to make on-specification products without increasing reflux to the point of significantly losing capacity. “We told you so… you get what you pay for” was the sentiment heard from the skeptics that favored the taller tower. The author was called in to see if there was anything that could be salvaged.
The lesson that the C 2 splitter experience taught is that troubleshooting should begin with a thorough search for any possible connections between the products. In this tower, there was no bypass around the dP transmitter or the analyzer. However, a close review of the piping and instrumentation diagrams (P&ID) revealed some connections. To minimize the number of storage tanks, the design provided flexibility of sending either product to each of three storage tanks. So cross-connections did exist.
The author checked each and every valve on these connections. All were shut. As part of the check, he put his hand on the lines on each side of the valves (the product temperatures were low enough so there was no hazard in doing so. Never try this on hot lines; had the lines been hotter, the temperature should be measured using a temperature gun or thermal camera). One of the cross-connections felt slightly warm. The author called the operator. “Let me give you another half a turn on the valve and see if it helps,” said the operator, but he could only shut it another quarter of a turn.
The next day, the operators told us that overnight they comfortably reached the design throughput while keeping the products on specification. The reflux was still slightly higher than design, but not enough to bottleneck the plant capacity.
Takeaway: Hunches do not always lead to the correct diagnosis. Systematic troubleshooting does.
Editor’s note: Henry Z. Kister is a Senior Fellow and Director of Fractionation Technology at Fluor Corp. (email: henry.kister@fluor.com). He has over 35 years of experience in design, troubleshooting, revamping, field consulting, control and startup of fractionation processes and equipment. He is the author of three books and over 150 articles. A recipient of several awards, Kister obtained his B.E. and M.E. degrees from the University of New South Wales in Australia.