Chemical, pharmaceutical and related industries produce large amounts of wastewater in their production and cleaning processes. The wastewater characteristics are often diverse, and may include minimally biodegradable or toxic substances, or both. To protect the environment, these wastewaters typically must be treated to minimize pollutant concentrations before discharging to the environment, or to municipal wastewater-treatment plants for further treatment. Compared to chemical and physical treatment methods, biological treatment processes are very economical and efficient options when the wastewaters contain biodegradable pollutants.
 |
 |
 |
 |
Biological wastewater-treatment processes are widely adapted to remove soluble, colloidal and suspended organic substances. Biological treatment is also used for nitrogen and phosphorus removal. The two categories of biological treatment are suspended-growth and attached-growth processes. In the suspended-growth category, the most widely used process is activated sludge. An attached-growth process that can provide the same treatment capacity as activated sludge in a smaller footprint (60% less) is the moving bed biofilm reactor (MBBR). The first MBBR was installed in Steinsholt, Norway in 1989. Today, as regulatory restrictions continue to become more stringent, MBBR technology is becoming increasingly popular due to its application flexibility.
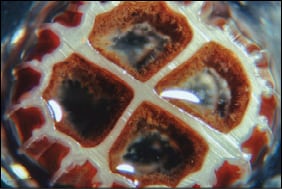
An MBBR system uses inert, plastic media in various configurations (Figure 1) to provide high surface area to carry the biomass that treats the wastewater. Aeration grids installed at the bottom of the tank provide the oxygen needed for the bacteria to thrive and to keep the carriers in suspension within the tank (Figure 2). The movement of the carriers in the tank maintains a thin biofilm on the media (Figure 3).
Using a specific example from pharmaceutical company AstraZeneca, this article explains how a biological wastewater-treatment process was developed for a challenging situation where the wastewater contained toxic constituents.
Basic process comparison
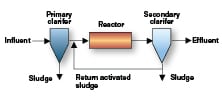
Activated sludge is a conventional biological wastewater-treatment process. It has been used extensively in its original form, as well as with many modifications. There are three basic components in the activated sludge process: (1) a biological reactor in which the microorganisms responsible for treatment are kept in suspension and aerated; (2) a clarifier for liquid-solids separation; and (3) a recycle system for returning solids removed from the liquid-solids separation unit back to the reactor. A typical activated sludge process is shown in Figure 4.
Activated sludge is a widely used biological treatment process. It produces a good-quality effluent, but is more sensitive than an MBBR to shock loads and toxic matter. The system is associated with biomass instability issues, such as sludge bulking. Skilled operators are required to check that the returned sludge remains active, and to adjust the operating conditions to react to the changes immediately.
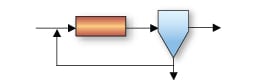
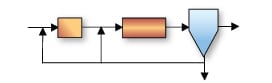
In an MBBR system, biofilm is attached and grown onto the surface of plastic media. The media and biofilm are retained in the reactor by sieves. Only a small portion of sloughed-off biofilm exits the MBBR tank together with the liquid. As a result, there is no need for sludge recycling in an MBBR system. Figure 5 shows the configuration of a basic MBBR system.
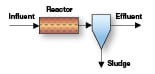 |
| Figure 5. An MBBR process requires no sludge recycling |
Compared to activated sludge systems, MBBR has more sludge in the reactor and a higher sludge age. The higher sludge age makes it possible for the biomass in the MBBR to adapt to complex molecules and ultimately to degrade them. MBBR is also more tolerant to shocks of both hydraulic and organic loads, making it a better choice for wastewater with varying flow and characteristics. With the larger amount of sludge in the system, the MBBR can be designed at a higher loading rate, thus reducing the footprint as compared to activated sludge. Multistage MBBR processes can use different biomass in the subsequent stages to target specific difficult-to-degrade pollutants in each stage. Because a sludge recycle system is not needed, the operation of an MBBR is much simpler and robust than an activated-sludge system.
Choosing the best approach
Every biological process has its advantages and disadvantages. In practice, the selection of the most appropriate process needs to consider both technical and economical factors. The decision is made based on a balance between these two aspects. Technically, the appropriate process is determined according to the wastewater characteristics, discharge requirements, available plant space and allocated budget.
The diversity of process waters within the chemical and pharmaceutical industries is enormous. Typical characteristics for wastewaters from the chemical and pharmaceutical industries include:
• High organic content, of which some components (typically solvents such as alcohols or glycols) are easily degradable
• Variations in flow and influent wastewater characteristics caused by campaign production and varying compositions
• The presence of toxic and persistent substances
Because of the diversity of wastewaters generated by these industries, each application usually calls for a tailor-made treatment solution. A bench-scale or pilot-scale test is often necessary to verify treatment efficacy and establish the optimal operating parameters. If toxic or persistent substances are present, the biological treatment process may require lower loading rates or multistage steps to achieve the desired treatment results.
Besides the wastewater characteristics, effluent discharge limits for the treated waters also vary due to local regulations, discharge location and the sensitivity of the receiving environment. Sometimes the main treatment requirement is biochemical oxygen demand (BOD), but removal of other specific compounds, nutrients and toxic substances also may be mandated. The ability of the alternate treatment processes to meet the specified discharge requirements is the first criterion to be met before other considerations, such as cost and ease of operation, are evaluated.
Limited plant space is a common situation that often becomes a factor in choosing a biological treatment system. In such cases, engineers are forced to consider only those processes with smaller footprints, even though they may not be optimal for the situation and may require much higher capital and operational costs.
In addition to technical aspects, economic concerns must be considered. The capital and operating costs of any option impact the process selection and may become the deciding factor. If a selected process costs more than what a plant can afford, lower-cost alternatives may have to be evaluated, even though they are not technically optimal. A comparison of capital cost outlay versus lifetime operating costs may also tip the scale in some decisions, particularly in difficult economic times. Intangible costs like system reliability, ease of operation and technical support over the lifetime of the installation should be taken into account. However, this article focuses primarily on technical considerations.
A case study
This case study details the wastewater treatment needs of pharmaceutical company AstraZeneca. AstraZeneca has separate primary and secondary manufacturing sites that are four miles away from each other in the town of Södertälje, Sweden. The flowrate of wastewater from the primary plant was 260,000 gallons per day (gal/d) with chemical oxygen demand (COD) of 3,000–4,000 milligrams/liter (mg/L). The flowrate of wastewater from the secondary plant was 26,000 gal/d with COD of 80–1,600 mg/L. These two sites are connected by a sewage line. The primary plant used activated sludge to treat its wastewater; the secondary plant used activated carbon for the removal of toxicity.
A Swedish Environmental Protection Agency (EPA) investigation showed that these wastewaters were very toxic and contained hard-to-degrade organics and phosphorus, and stricter limits were about to be issued. To ensure compliance with the anticipated regulations, AstraZeneca decided to build a new wastewater treatment plant to meet the requirements for discharge of the treated wastewater to Lake Mälaren. This lake neighbors several cities, including Stockholm.
AstraZeneca sought alternative methods to obtain a solution for the new treatment plant. To be able to discharge the wastewater into Lake Mälaren, the treatment plant effluent had to be free of toxic chemicals and, at the same time, at least 95% of the organic content had to be removed. The wastewater was evaluated and an optimal biological treatment approach was developed to meet the discharge requirements. Below is the step-by-step process used to evaluate the alternatives and develop the best treatment option.
Step 1: Obtain wastewater characteristics and site information. Flowrates, wastewater characteristics, discharge limits and local environmental conditions were among the data obtained from the sites. The space at the primary plant was limited, but there was space for the new wastewater-treatment facility at the secondary plant.
Step 2: Evaluate and summarize the information. According to the information collected, the toxicity of the wastewater in question was a major problem. Toxic substances typically inhibit biological treatment. In some cases, the bacteria can become acclimated to the toxic wastewater, and sometimes toxic wastewater can be pre-treated to become biodegradable. If no economical pre-treatment can make the toxic wastewater biodegradable, a non-biological treatment must be considered.
Step 3: Examine the wastewater’s biodegradablility. If the wastewater has common characteristics and information can be drawn from project experience, laboratory testing is not necessary. However, laboratory testing is recommended for complex industrial wastewaters such as these. An initial evaluation was conducted in the laboratory to determine whether the wastewater was biodegradable and whether the toxicity of the wastewater would be reduced after the biological treatment. Various wastewater streams (labelled A through I) were collected from both the primary and secondary plants. A continuous laboratory-scale activated-sludge process was used for this work. The temperature for the study was 20°C and the pH was 7. Influent and effluent COD and toxicity were measured. The contribution of toxicity from each stream was calculated as toxicity units, as measured by a Microtox test system, which uses luminescent bacteria to determine the toxicity of a sample. When exposed to a toxic sample, the amount of light emitted by the bacteria is decreased. The more toxic a sample, the less light will be produced by the bacteria.
 |
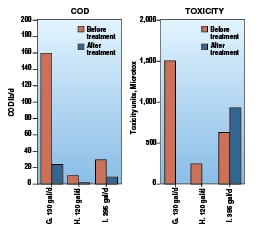 |
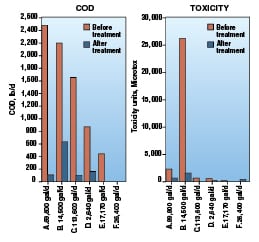
Here, toxicity is calculated as flowrate in m3/day × 100/EC 50, 15 min, where EC50, 15 min represents the effective concentration (EC) of a sample that will cause a 50% reduction in light emission after 15 minutes of exposure of a sample to the test bacteria[1]. The laboratory study results are shown in Figure 6 (for the primary plant) and Figure 7 (for the secondary plant).
Based on the results shown in Figure 6, the COD and toxicity are significantly removed by the biological treatment process. From the left chart of Figure 6, we can see Stream B of the primary plant contains some hard-to-treat compounds. From the right chart of Figure 6, we can see that Stream B has high toxicity before biological treatment, but the toxicity is lower after biological treatment. When the biological effluent was further treated by activated carbon, the toxicity was completely removed. The specific components of Stream B that indicated higher toxicity were separated at the source. Activated carbon was also used to polish the effluent by removing the maximum toxicity.
Figure 7 shows the results of COD and toxicity treatment for the secondary plant wastewater. Stream G had both high COD and toxicity, but both COD and toxicity were significantly removed by biological treatment. Stream I had lower COD but relatively high toxicity. To minimize the toxicity of the wastewater, activated carbon was used to pre-treat Stream I.
It could be concluded, based on the results of the initial evaluation, that the wastewater from both plants could be treated with a biological treatment system by employing appropriate pretreatment.
Step 4: Assess potential biological treatment options. When it is known that the wastewater is biodegradable, the next step is to choose the best biological-treatment approach for the specific wastewater. For industrial wastewater with typical characteristics, it is possible to determine the appropriate biological-treatment approach without testing, simply based on expertise. However, biological treatment mechanisms are complex. If the industrial waste stream has challenging characteristics, the best way to select the appropriate biological wastewater-treatment approach is to test the wastewater by laboratory or pilot study.
The wastewater from the primary plant was tested using nine different combinations of continuous activated sludge, and MBBR processes, or both, in the laboratory. These combinations included fungi and bacteria in different reactors in a series. The processes were evaluated based on the removal efficiencies of both COD and toxicity. Sludge volume index (SVI) was adapted to evaluate the settling characteristics of the generated sludge. A microscope was also used to examine the generated sludge. Appropriate media was placed in the MBBR reactors as the carrier for the microorganism growth. The system temperature was maintained at 30°C and pH was maintained at 7. Details of the results from each of the nine test options are below.
A conventional single-stage activated sludge process (Figure 8) was tested as Option 1. It included one activated sludge reactor and one secondary clarifier. This process removed over 90% of the COD at a hydraulic retention time (HRT) larger than 16 hours. The SVI of the sludge was greater than 200, which was not acceptable; therefore, Option 1’s single-stage conventional sludge process was eliminated as a potential treatment option for this wastewater.
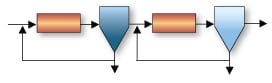
Option 2 tested a two-stage activated sludge process (Figure 9) with different types of sludge in each tank. This process allowed for different bacteria in each reactor so that the bacteria could work on specific wastewater constituents. The results showed that the sludge in the first reactor did not settle well, and the sludge in the second reactor was not viable when the first stage had high removal rates. Hence, Option 2 was not considered as an approach for the treatment of this wastewater.
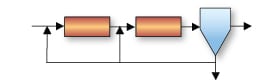
Option 3 is a modification of the two-stage process (Figure 10) with two different sludges. Sludge settling and wash-out problems were evident with this approach, so Option 3 was eliminated from consideration.
Option 4 tested a modified activated sludge process (Figure 11) that used a selector with one-hour HRT in front of the conventional activated-sludge process. The selector was run under aerobic conditions. Good removal of soluble COD and total COD were obtained. The SVI was below 80, which indicates the good settling characteristics of the sludge generated by this process. The HRT of the main activated-sludge reactor was 14 hours. This process removed 90–95% COD, but the removal of toxicity was not sufficient. A higher HRT of the main reactor was tested, but this did not remove any additional COD and the sludge deteriorated due to the formation of pinpoint floc. Option 4 showed potential to be considered as a viable solution.
 |
 |
A single-stage, standalone MBBR reactor filled with media (Figure 12) was tested in Option 5. A very high concentration of free bacteria was observed, which was most likely due to the presence of 10–20% readily biodegradable organics in the wastewater. Free bacteria could not be maintained below the HRT of 30 minutes, and the influent was washed out without treatment. Option 5 was not appropriate for the wastewater because of the difficulty in separating the free bacteria from the effluent.
The presence of micro-fungi in the activated sludge treatment plant at the primary plant inspired Option 6, as fungi can affect treatment results. For Option 6, the MBBR reactor was run at a pH of 4 to favor the growth of fungi in the MBBR process (Figure 13). Fungal hyphae quickly formed on the media and yeast cells were observed when the HRT was greater than three hours. However, poor COD removal resulted from the single-stage fungal MBBR process, eliminating Option 6 from further consideration.
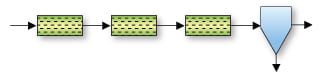 |
Option 7 tested a three-stage fungal MBBR process (Figure 14), where the HRT of each stage was three hours. The pH was controlled at 4. This process removed only 60–70% COD, which was not adequate. Option 7 was abandoned.
Option 8’s treatment approach consisted of Option 4 (modified activated sludge) followed by two MBBR reactors (Figure 15). The HRT of this process was 14 hours. The results showed no further COD or toxicity removal compared to the effluent of Option 4, so Option 8 was abandoned.
And lastly, Option 9 was tested in order to remove the remaining COD from the effluent of the three-stage fungal MBBR process in Option 7. Option 9 consists of three fungal MBBR reactors followed by a two-stage bacterial MBBR process (Figure 16). The HRT was three hours for each fungal MBBR reactor. The operational pH was maintained at 4 to benefit the growth of fungi. Two bacterial MBBR reactors were placed after the fungal MBBR stages to remove more biodegradable COD. The pH was maintained at 7 in the bacterial MBBR reactors. This process removed around 90–95% COD, and the removal of toxicity was far more effective than the modified activated sludge process in Option 4. It was easier to separate solid and liquid phases, and the effluent was very clear. This process was deemed an appropriate potential approach for the wastewater.
 |
 |
Further studies showed that when the sludge from the fungal MBBR reactors was removed before the bacterial MBBR treatment, the system exhibited more effective COD and toxicity elimination. Therefore, a clarifier was added in front of the two-stage bacteria MBBR reactors to remove the excess sludge from the previous fungal MBBR reactors.
Step 5: Determine the most appropriate treatment process Based on the laboratory test results, both Option 4 and Option 9 showed similar COD removal results (90–95%). Option 9 resulted in far better toxicity removal, which could be the result of the longer HRT in the MBBR process. Option 8 showed that adding two MBBR reactors did not improve COD or toxicity removal for the effluent of Option 4. It was thought that the fungal MBBR reactors of Option 9 improved the toxicity removal. According to these results, Option 9 was chosen as the most appropriate biological wastewater-treatment process for this specific wastewater. Pilot tests conducted later confirmed the laboratory test results. In the full-scale installation, activated carbon was also introduced after the biological treatment steps to remove any remaining toxicity in the effluent from Option 9.
A complex, yet simple solution
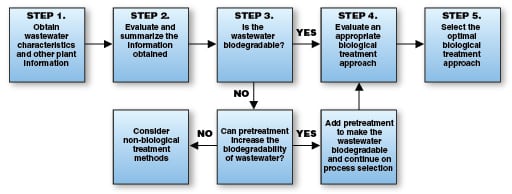
This case study illustrates the capability of an MBBR system to utilize microbial populations that can target specific constituents in complex wastewater. This capability is a distinct advantage over other biological processes. However, most industrial wastewater is not as complex as the example given here, and the steps to finding the best process for any particular application are as basic as following the steps in Figure 17.
 |
That said, the methods of ensuring that a full-scale MBBR system is designed to operate optimally are properly evaluating the wastewater biodegradability and correctly developing the design parameters of the system, such as the appropriate process, loading rates and air supply. The simplicity of the operation of an optimized system leads observers to believe that filling an aerated tank with plastic media would suffice, but as the AstraZeneca example demonstrates, expertise is gained only by experience.
Concluding remarks
As noted above, cost is almost always a concern when developing or expanding an industrial wastewater-treatment process. In that regard, MBBR has several advantages, as follows:
1. Because of the high surface area of the media, the MBBR process has a very small footprint as compared to an activated sludge system of similar treatment capacity. The smaller footprint can result in lower installation costs and can provide the solution for plants with space constraints.
2. The treatment capacity of MBBR plants can be expanded by simply adding more media to the existing reactors to enable them to treat higher hydraulic and loading rates when manufacturing facilities increase production.
3. The process is flexible in its ability to accept variations of flow and loading.
4. A sludge recycle system is not needed in an MBBR process, thus simplfying operations.
5. Without the need for recycling sludge, the MBBR system has more options for solid/liquid separation. Instead of a conventional clarifier, an MBBR system typically uses small-footprint solid/liquid separation technologies, such as dissolved air flotation, disc-filters or sand-ballasted clarification, reducing the overall system footprint by about 60%.
6. MBBR technology is available in a variety of configurations and materials of construction.
7. As in this case study, specific microbial populations can be developed to address difficult-to-treat wastewater, if required.
References
1. Ghorpade, A., others; Novel Treatment for Challenging Pharmaceutical Waste, Proceedings of Microconstituents and Industrial Water Quality Conference, Water Environment Federation, Baltimore, Md, 2009.
Acknowledgements
The author would like to acknowledge Brandy Nussbaum and Michael Johns of AnoxKaldnes, as well as Nathen Myers and Carla Robinson of Veolia Water Solutions & Technologies for their contribution to this work.
Author

Li An is a senior application engineer at Veolia Water Solutions & Technologies (250 Airside Drive, Moon Township, Pa. 15108; Phone: 412-809-6673; Email: li.an@veoliawater.com; Website: www.veoliawaterstna.com;). She has extensive experience with multi-discipline projects that include biological, physical and chemical processes, with particular expertise in Veolia’s AnoxKaldnes Moving Bed Biofilm Reactors. An was educated at Tongji University in China, where she earned a B.S. in Water Supply and Sewerage Engineering, and M.S. and Ph.D. degrees in Environmental Engineering. Prior to joining Veolia, she taught at Tongji University and worked for consulting firms in both the U.S. and China.