Drying biosludge from wastewater-treatment plants is complicated by the “sticky phase,” making the practice more of an art than a science. Discussed here are efforts to define the beginning and endpoints of this phase analytically
The drying of biosludge from a wastewater-treatment plant (WWTP) is not an easy task. The most troublesome problem during biosludge drying is caused by the so-called sticky phase of the biosludge. This phase is characterized as a partially dewatered, paste-like material that adheres to the surface of the drying equipment. Mostly because of the difficulties associated with handling the sticky phase, the drying of biosludge is currently thought of as somewhat more of an art than a science. This article represents an effort to move this drying activity further into the realm of science, by developing an analytical approach to defining the beginning and ending solid concentrations for the sticky phase zone of biosludge.
By using laboratory test data from a previous article on this topic (Chem. Eng., September 2014, pp. 51–54) as an example, this article presents design schemes for biosludge drying that can make use of these predicted beginning and ending concentrations of the sticky phase zone. Armed with the information presented in this article, designers and operators of wastewater biosludge drying systems can set up drying systems with higher efficiency and fewer problems associated with the sticky phase.
Sticky-phase zone boundaries
Biosludge normally contains high water content. The heating values are normally low and the material is difficult to use directly as a fuel. Thus, to use biosludges as fuel, water must be removed before feeding the material into combustion equipment.
During the dewatering and drying process, the wastewater sludges, pass through what has come to be called the sticky-phase zone. Although this stage of property change has been observed for a long time, it was first quantitatively characterized by Peeters and others [1]. This line of research utilized a shear-test-based laboratory protocol to map out the changes in sludge properties during the drying process. For more information about mapping the stickiness during biosludge drying, see Ref. 2.
This article discussed five different sludge samples that were used for the testing. These samples were taken from the Monsanto WWTP in Antwerp, Belgium. The organic content of the sludge samples varies from 49 to 30 wt. %. The testing data presented by Peeters show that the sludge’s sticky characteristics depend on both the sludge’s water content during drying, and on the initial organic content. A summary of the data from the Peeters study is shown in Table 1.
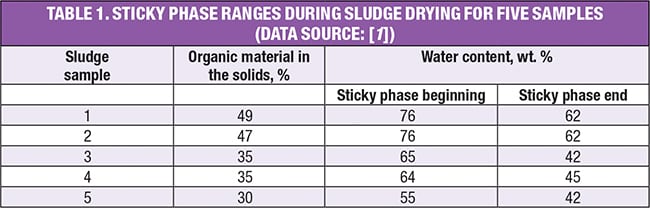
Based on these data, the sticky-phase zone appears in a particular water content range. However, the exact range of the sticky-phase zone is dependent on the properties of the sludge. It is interesting to note that the lower the organics content in the solid faction of the sludge, the lower the water content of sludge where the sticky phase begins. The reason that drying sludge forms a sticky phase is that during biotreatment, microorganisms are entrapped within the activated sludge, and they form long-chain biopolymers [2]. The biopolymers “glue together” the microorganisms in the sludge. During dewatering and drying, the gluing biopolymers become more and more concentrated and result in the formation of a sticky mixture.
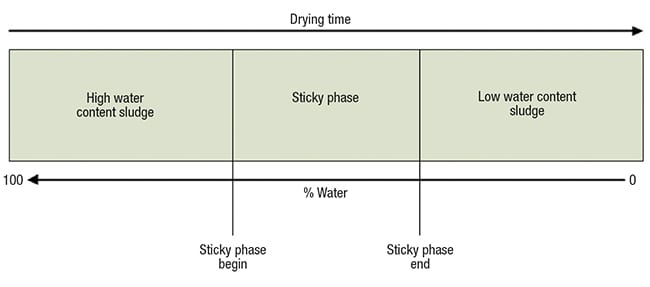
Figure 1. The stickiness properties of drying sludge from wastewater treatment plants is divided into three general zones
Phases of the sticky-phase zone
In general, the stickiness property zones for individual sludge samples can be qualitatively summarized by the diagram shown in Figure 1, which shows the three sludge property phases commonly observed during drying of biosludge. The three stages are described further here:
- At high water content (low solids), the wet sludge does not behave as a sticky substance because at that stage, it is a biopolymer solution with low concentration.
- When the sludge’s water content decreases (and dry solid content increases), the biopolymer solution becomes more and more concentrated, and the overall biosludge becomes increasingly sticky, until it reaches the sticky-phase zone. The concentration and range of the sticky phase are sludge-property specific.
- As the water content is lowered further in the drying process, just beyond the range of the sticky phase zone, the sludge abruptly decreases in stickiness. The reason is that, at this point, the biopolymers are dry enough to be dispersed without sticking together.
The three phases of the sludge drying process are shown in real-world photographs in Figure 2. These pictures are taken from a sludge-dryer operation film for a print shop wastewater sludge [3].
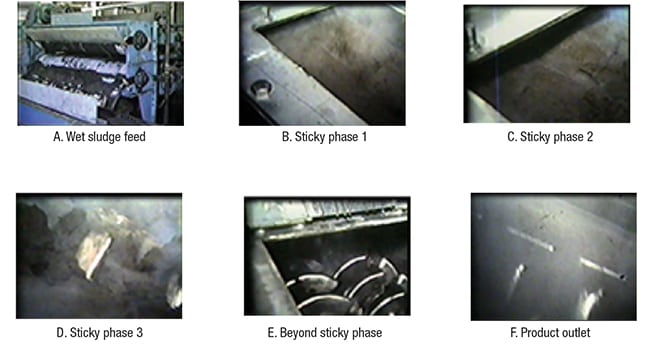
Figure 2. The series of photos shows an example of sludge passing through the sticky phase in a drying process
Sticky-phase mechanisms
Why does biosludge with a lower organic content have its sticky phase zone form at lower water contents? Lower organic content of the biosludge (as a result of a temporarily higher amount of precipitated calcium carbonate salts in the sludge floc because of changing wastewater composition, for example [4]), implies a lower level of extracellular polymeric substances per unit of sludge mass. Thus, the content of extracellular polymeric substances determines the sticky-phase range of the sludge.
Predicting start and endpoints
The starting and ending water concentrations of the sludge’s sticky-phase formation zone during sludge drying can be predicted by two models. These models aim to take some guesswork out of predicting the start and endpoints of the sticky-phase formation zone.
These two models were developed by regression analysis, based on the data in Table 1. The range of the organics content in the dry solids is between 30 and 49 wt.%.
Model S101. This model can be used to estimate the beginning concentration of the sticky-phase zone during biosludge drying:
% Ch = –62.6563 + 5.638979 % Co – 0.0573 % Co2 (1)
Model S102. This model is intended to estimate the ending concentration of the sticky-phase zone during biosludge drying:
% Cl = 74.707 – 2.5054 % Co + 0.04655 % Co2 (2)
Where
% Ch is the percent water content by weight at the beginning of the sticky-phase zone
% Cl is the weight percent water content at the end of the sticky-phase
% Co is the percent organic materials content by weight of the biosludge in the feed to the sludge dryer
The correlation coefficients are 0.9983 for Model S101 and 0.9699 for Model S102. The estimation errors are less than ±1% for Model S101 and less than ±5% for S102.
Drying-system design schemes
During the equipment design phase for a sludge-drying process, there are many approaches that can be used to overcome the problems introduced by the sticky phase of drying sludge. The final choice is dependent upon the requirements of a particular sludge-drying application.
Presented here are five possible strategies for addressing the problems associated with the sticky phase that can be informed by identifying the starting and ending points of the sticky phase, as discussed earlier. The five strategies are the following:
Scheme A. Dry the sludge to a point before the sticky phase begins. If the purpose of the sludge drying is only to reduce the weight and volume required for transportation and disposal of the sludge, the sludge should only be dried to the point before the sticky phase begins.
The sludge-drying reduction ratio (weight), which is represented by the wet sludge input rate over the dry sludge output rate, can be calculated as follows:
R = (100 – % W) /% D (3)
Where
R is the reduction ratio (weight), wet sludge input rate over dry sludge output rate
% D is the weight percentage of dry solids content in the wet sludge
% W is the weight percentage of water content in at the beginning of sticky phase zone
For example, for sludge Sample No. 5 in Table 1, when drying the 80%-water-content sludge to the beginning of the sticky phase begins, water content is 55%. The reduction ratio is around 2.25. After the sludge in this sample is dried, the required transportation and disposal is reduced by around half.
Scheme B. Design the drying equipment with higher torque and sturdy design. This approach may be the most expensive method, but it can resolve the root of the problem.
Scheme C. Back-mix dry sludge products into the wet sludge being fed into the dryer, such that the water content of the mixed sludge fed into the dryer is below the ending concentration of the sticky phase. This approach will increase the required size of the sludge dryer. The system is shown in Figure 3.
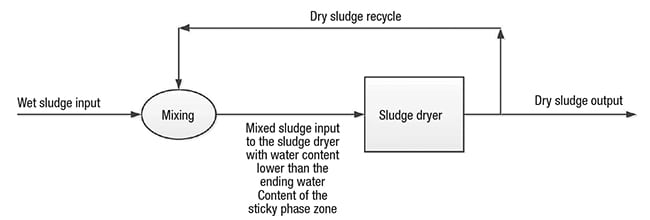
Figure 3. The drying strategy discussed in Scheme C, involving back-mixing of dry sludge, is shown in this diagram
The ratio between the dry-sludge recycle rate and the wet-sludge feed flow rate (weight) can be calculated as follows:
R = ( W1 – X) / ( X – W2) (4)
Where
R is the ratio between the recycle dry sludge flowrate and the wet sludge feed flowrate (weight)
W1 is the water content of the wet sludge input
W2 is the water content of the dry sludge output
X is the water content of the sludge at the end of the sticky phase zone.
Scheme D. Control the dryer environment in such a way that inside the dryer, the water content of the sludge to be dried is always lower than the ending concentration of the sticky point zone. This approach can be achieved by first filling the dryer chamber with already dried products. Then, wet sludge is fed into the dryer in small quantities at a time, so that the wet sludge feed mixes with the dried products readily for a mixed bulk sludge. This bulk sludge has a water content inside the dryer that is always less than the endpoint concentration of the sticky-phase zone.
Scheme E. Introduce additive, polyaluminum chloride (PACl), into the wet sludge feed to alleviate, or eliminate, if possible, the stickiness of the sludge [5–7] The possibility of using PACl for the adjustment, or conditioning, of wet sludge is that the bound hydration water within the super-aluminum structures of the PACl solutions will adhere to the exterior of the sludge flocs. And, the hydration water acts as a lubricant to channel the sticky biopolymers through the dryness range [7].
Concluding remarks
The models for the sticky-phase of drying WWTP sludge provide an estimate of the beginning and ending water concentrations of the sticky-phase. These models represent an initial effort to define the range of the sticky zone more scientifically than has been possible in the past.
By making use of these predicted beginning and ending concentrations of the sticky phase zone, the designers and operators of wastewater biosludge drying systems can avoid some of the problems observed with the sticky phase and can develop drying systems with higher efficiencies. However, in order to make the models more useful, much more work is required to expand the data for the beginning and ending of the sticky-phase zones. The data used in this article are based on samples from the Monsanto WWTP in Antwerp, Belgium, but a wider range of samples are recommended to widen the applicability of the models to biosludges from different sources and regions. This work will help to improve the prediction models.
Edited by Scott Jenkins
Acknowledgment
Some materials are taken, with permission, from “Fuel Property Estimation and Combustion Process Characterization,” by Yen-Hsiung Kiang, published in 2018 by Academic Press. This research did not receive any specific grant funding.
References
1. Peeters, Bart, Dewil, Raf, Van Impe, J.F.M., and Smets, Ilse, Using a shear test-based lab protocol to map the sticky phase of activated sludge, Environmental Engineering Science 28, pp. 81–85, 2011.
2. Peeters, Bart, Dewil, Raf, Van Impe, J.F.M. and Semts, Ilse, Challenges of Drying Sticky Wastewater Sludge, Chem. Eng., September 2014, pp. 51–54.
3. Kiang, Yen-Hsiung, information from the author’s personal collection.
4. Peeters, Bart, Dewil, Raf, Lechata, D. and Smets, Ilse, Quantification of the exchangeable calcium in activated sludge flocs and its implication to sludge settleability, Separation and Purification Technology, 83, pp. 1–8, 2011.
5. Peeters, Bart, Dewil, Raf, Vernimmen, Luc and Smets, Ilse, Avoiding sludge stickiness through addition of polyaluminium chloride (PACl), In: Proceedings of the 11th World Filtration Congress (WFC11), Graz, Austria, paper P368, April 16–20, 2012.
6. Peeters, Bart, Dewil, Raf, and Smets, Ilse, Improved process control of an industrial sludge-dryer installation through binary logistic regression modeling of the fouling issues, J. Process Control, 22, pp. 1,387–1,396, 2012.
7. Peeters, Bart, Dewil, Raf, Vernimmen, Luc, Van den Bogaerta, Benno and Smets, Ilse, Addition of polyaluminium chloride (PACl) to waste activated sludge to mitigate the negative effects of its sticky phase in dewatering-drying operations, Water Research, 47, pp. 3,600–3,609, 2013.
Author
Yen-Hsiung Kiang is the chief technology officer of Xiamen Baipeng Environmental Engineering Co., Ltd. (16F, Yong Tong Chang Building, Jiahe Rd., Xiamen, 36100, China; Email: yenhk168@yahoo.com; Phone: +86-1521-0324628). Kiang has over 40 years experience in fuels, incineration, combustion, solid waste, sewage sludge drying, composting, groundwater pollution, soil contamination, cogeneration and liquefied natural gas, wastewater treatment, air pollution, and other areas. He received his M.E. and Ph.D. in chemical engineering from the University of Florida, and is a registered professional engineer in Pennsylvania. Kiang is a member of the boards of directors of Falcon Power Co., Ltd. and China Alternative Energy Association, as well as a consultant to the Energy and Carbon Reduction Office of Executive Yuan, ROC and lead consultant of Sustainable Development Company, Ltd. Throughout his career, he has executed planning and design of hundreds of waste treatment centers (including incineration, cogeneration, physicochemical treatment, solidification and landfill).