Operators and engineers in the chemical process industries (CPI) who are responsible for the daily operations associated with sludge dewatering and drying equipment are undoubtedly aware that wastewater-sludge drying is not an easy task. A large number of the problems that arise during these operations are due to the sticky phase of sludge, which makes the drying of sludge as much an art as a science. Although insight into the sticky behavior of sludge during drying processes is critical for successfully drying sludge in practice, the sticky phase of sludge is not a common topic in the standard engineering curriculum at universities and colleges, whereas topics such as the theoretical design of dryers typically are. Also, most research papers and reference works on sludge drying tend to emphasize the different types of sludge dewatering and drying technologies [1,2], rather than the physical property changes that the sludge undergoes while being reduced in volume due to water removal. The sludge’s sticky character is typically mentioned in just a few lines, without elucidating the reasons behind its existence. Reference 3, (a paper with the appropriate title “Can You Handle Sticky Cakes?,”) concludes that “difficulties in solid-liquid separations usually arise because conventional design optimizes only the unit operations and takes no account of the nature of the thickened product or possible handling problems” [3]. This assessment applies well to the case of sludge dewatering and drying. Providing more insight into the peculiar sticky phenomenon of sludge is the aim of this article. Further, an overview of applied strategies to tackle the operational issues related to the sludge’s “glueyness” will be provided.
Growing mountains of sludge
Increasingly stringent environmental regulations over time have resulted in enhanced industrial and domestic wastewater treatment (see, for example, Chem. Eng. Oct. 2005 and Oct. 2013 issues [4,5]). The improved wastewater treatment has resulted, in turn, in increased volumes of waste activated sludge. In a recent review paper on the application of wastewater-sludge drying, some data are presented on the quantities of generated municipal sewage sludge, illustrating these increasing “mountains” of sludge. In China, more than 9 million tons of dry solid sludge were produced in 2009. In the European Union and the United States, this number amounted to about 12 and 8 million tons in 2010, respectively [6].
To lower the sludge volumes (in order to decrease costs for further downstream processing, including transport, storage and incineration costs), mechanical dewatering and thermal drying of sludge are important onsite unit operations in CPI wastewater treatment plants (WWTPs). Sludge management in industrial sludge-handling installations is, and will continue to be, a challenge, and sticky phase of sludge is an issue common to all.
The sticky phase of sludge
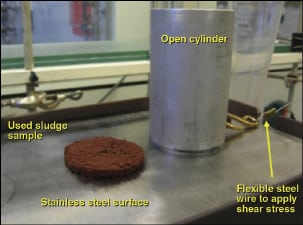
When sludge is partially dewatered, it behaves as a sticky, paste-like substance. In that state, it literally glues onto the surface of the dewatering and drying equipment. In order to gain insight into the stickiness of sludge, the authors of this article developed a laboratory protocol that allows its visualization. For details on the protocol, see Ref. 7. In short, a rather simple laboratory device (Figure 1) measures the shear stress necessary for letting pre-consolidated sludge (with a certain composition) start moving over a steel surface. A higher shear stress requirement indicates that the sludge is stickier [7,8]. By plotting the shear stress as a function of the sludge dry-solid percentage (%DS), one obtains a map of the sticky behavior. In Figure 1, a sludge sample is shown after it was tested, along with the cylinder where this sludge sample was contained during the shear test.
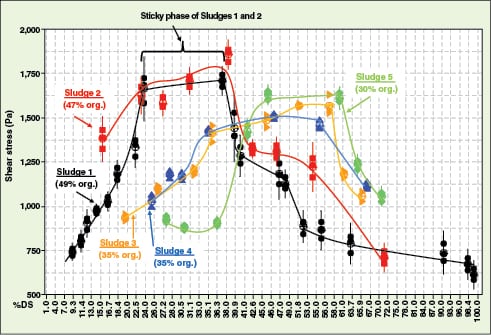
The mapping of the stickiness is shown in Figure 2 for five different sludges from the Monsanto WWTP in Antwerp, Belgium. The organic contents vary from 49% for sludge 1 to 30% for Sludge 5 (the organic fraction was analyzed according to the standard methods [9]). The data depicted in Figure 2 suggest that the sludge’s sticky character depends on both the sludge’s dryness and its organic content. Considering Sludges 1 and 2, samples behave most sticky in the dryness range from 25–40% DS. Therefore, this dryness region is called the sticky phase of sludges 1 and 2 [7]. Likewise, the sticky phase of Sludges 3 and 4 is in the dryness region from 35–60%DS. For Sludge 5, the sticky phase reaches from about 45–60% DS.
These data support the concept that the sticky phase appears in a particular dryness region (often cited in literature sources), but that the exact location of the sticky region depends on the characteristics of the sludge, as exemplified by the different curves in Figure 2.
Some room for error is thus very much justified in the interpretation of the data provided in literature sources. Moreover, instead of using this information, engineers might do better to take the plunge and map the sticky phase for the sludge in their own facilities.
The reason why the sticky phase occurs at higher dryness for sludge with a lower organic content will become clear after we have explained the (proposed) mechanism for the sticky phenomenon of sludge [10].
An understanding of why sludge should behave in such a sticky manner during the course of drying begins with a look at activated sludge as a matrix of long biopolymers (such as extracellular polymeric substances — EPS) wherein the microorganisms are entrapped [11,12]. In other words, in the context of explaining the physical property changes of drying sludge, we think of sludge as a kind of “biopolymer matrix” whereby the biopolymers glue together the microorganisms of the sludge. The central role of the EPS in the sludge floc structure was also highlighted in Chemical Engineering [13]. During dewatering and drying, the gluing biopolymers become more and more concentrated and a sticky mixture develops. Keeping in mind the concept of a biopolymer solution, the stickiness curves for each of the five individual sludges represented in Figure 2 (which, in general, can be qualitatively summarized by the curve depicted in Figure 3) is explained as follows [10]:
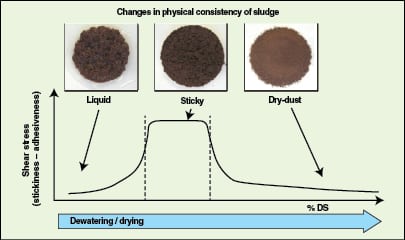
1. At low sludge dryness (high water content), the wet sludge does not behave as a sticky substance because at that stage, it is a biopolymer solution with low concentration. The sludge makes loose contact with the surfaces of the dewatering and drying equipment (to be compared with aquaplaning)
2. When the sludge’s dryness increases (and water content decreases), the biopolymer solution becomes more and more concentrated — and becomes more and more sticky — until it reaches the dryness region, wherein it behaves with most stickiness (this is its sludge-specific sticky phase)
3. The quite abrupt decrease in sludge stickiness at higher dryness, just beyond the sticky phase, is attributed to the cavities that develop at the contact surface between the sludge and dryer equipment. These cavities are a result of the further concentration of the biopolymer solution to such a critical extent that the biopolymers will not spread out any more on the dryer wall to the same extent that they did at a somewhat lower dryness. At this point, the adhesiveness of the drying sludge decreases spectacularly with only small increases in dryness.
Figure 3 presents a summarizing scheme of the sludge consistency during its course of dewatering and drying. For a conceptual representation of the sludge sticky behavior, see Ref. 10.
This brings us back to the question raised above — that is, why does sludge with a lower organic content have its sticky phase at higher dryness levels? Lower organic content of the sludge (as a result of a temporarily higher amount of precipitated CaCO3 salts in the sludge floc because of changing wastewater composition, for example [14]) implies a lower EPS content per unit mass of sludge. Again keeping in mind the above described biopolymer matrix of sludge, the lower EPS concentration at the start will require a more extended dewatering or drying of the sludge (or lower water content) before the sludge will exhibit the same viscoplastic behavior compared to sludge with a higher EPS concentration. The latter sludge will already attain its maximum stickiness at lower dryness.
Sticky-phase strategies
The negative effects of the sticky phase on dewatering and drying installations include, but are not limited to, higher torque requirements in both decanter centrifuges [10, 15, 16] and sludge paddle dryers [17–19], and sludge buildup on dryer surfaces [20, 21], potentially causing equipment damage.
To prevent these issues, strategies applied in industry are threefold. Two strategies aim at controlling the sludge %DS at the beginning of the drying stage, by either increasing or decreasing the %DS, and the third is an innovative approach triggered by the biopolymer matrix concept explained above:
 |
|
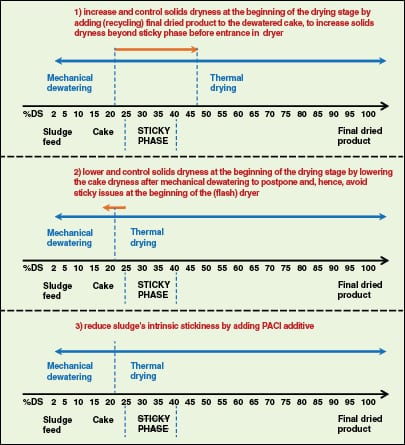
FIGURE 4. Practical control strategies to tackle sticky issues during the course of sludge drying
|
1. A well-established method employs back-mixing of finally dried material into the raw (mechanically dewatered) sludge feed stream of the dryer. By doing so, the average %DS in the blended feed to the dryer is increased beyond the sticky phase of the sludge [2, 8, 22]. As a result, the sludge mixture becomes crumbly before being introduced into the dryer, and it becomes easier to handle. For Sludge 1 (in Figure 2), an increase of the solids dryness to 45% DS would suffice, as illustrated in the upper part of Figure 4, whereas for sludge 5, back-mixing of dried material would be needed to achieve about 65% DS in the feed to the dryer
2. A less established technique involves combined mechanical dewatering and flash-drying systems [20, 21]. By lowering the sludge %DS after the mechanically dewatering stage (that is, at the beginning of the thermal drying stage), one postpones the timing and place in the flash dryer where the sludge goes through its sticky phase. By applying this strategy (depicted in the middle of Figure 4), the drying sludge behaves as a sticky paste only at a less critical place in the dryer, such that no operational issues are encountered
3. Finally, an additive can be introduced into the raw sludge feed to mitigate, or even almost completely eliminate the stickiness of the sludge (conceptually presented at the lower part of Figure 4). This can be accomplished by adding polyaluminium chloride (PACl) — a technique thoroughly tested and validated by the authors [10, 15, 20]. The addition of rather small amounts of PACl to the raw sludge feed of a combined centrifuge-dryer system (only 10–20 L on a volumetric sludge flow of 7 m³) has become common practice at the Monsanto WWTP in Antwerp for more than four years. The beneficial effect of PACl conditioning of waste sludge is explained by the bound hydration water associated with the super-aluminium structures of PACl solutions, attached to the exterior of the sludge flocs upon dosing of PACl to sludge. These shields of hydration water act as a type of lubrication (aquaplaning) and guide the underlying sticky biopolymers through the dryness range, where they otherwise would cause the sticky issues of partially dried sludge [10]. Also lime addition pretreatment of sludge would reduce the sludge buildup on dryer walls, based on recent laboratory results of Li and others [23].
Acknowledgments
The authors gratefully acknowledge the mapping of the sludges’ sticky phase by Luc Vernimmen from the Monsanto Laboratory.
Edited by Scott Jenkins
References
1. Isaacs, M., Heywood, N., Blake, N., Alderman, N., Getting a Grip on Sludge, Chem. Eng., October, pp. 80–90, 1995.
2. Chen, G., Yue, P.L., Mujumdar, A.S., Sludge dewatering and drying, Drying Technology 20, pp. 883–916, 2002.
3. Carleton, A.J., Heywood, N.I., Can you handle sticky cakes?, Filtration & Separation 20, pp. 357–360, 1983.
4. An, L., Biological Wastewater Treatment: Selecting the Process, Chem. Eng., October, pp. 38–43, 2013.
5. Schultz, T.E., Biological Wastewater Treatment, Chem. Eng. October, pp. 44–50, 2005.
6. Bennamoun, L., Arlabosse, P., Léonard, A., Review on fundamental aspect of application of drying process to wastewater sludge, Renewable and Sustainable Energy Reviews 28, pp. 29–43, 2013.
7. Peeters, B., Dewil, R. and others, Using a shear test-based lab protocol to map the sticky phase of activated sludge, Environmental Engineering Science 28, pp. 81–85, 2011.
8. Strand, A., Alsaker, J., Process and means for drying of sticky materials, U.S. Patent 7,562,465 B2 (www.freepatentsonline.com/7562465.pdf), 2009.
9. APHA-AWWA-WEF, Standard Methods for the Examination of Water and Wastewater. Washington, DC: American Public Health Association, 2005.
10. Peeters B., Dewil R. and others, Addition of polyaluminiumchloride (PACl) to waste activated sludge to mitigate the negative effects of its sticky phase in dewatering-drying operations, Water Research 47, pp. 3,600–3,609, 2013.
11. Flemming, H.C., The perfect slime, Colloids and Surfaces B: Biointerfaces 86, pp. 251–259, 2011.
12. Sheng, G.-P., Yu, H.-Q., Li, X.-Y., Extracellular polymeric substances (EPS) of microbial aggregates in biological wastewater treatment systems: a review. Biotechnology Advances 28, pp. 882–894, 2010.
13. Peeters, B., Herman, S., Monitor Cations in CPI Wastewater for Better Performance, Chem. Eng. May, pp. 56–62, 2007.
14. Peeters B., Dewil R. and others, Quantification of the exchangeable calcium in activated sludge flocs and its implication to sludge settleability. Separation and Purification Technology 83, pp. 1–8, 2011.
15. Peeters B., Dewil R. and others, Avoiding sludge stickiness through addition of polyaluminiumchloride (PACl). In: Proceedings of the 11th World Filtration Congress (WFC11), Graz, Austria (April 16-20, 2012), paper P368, 2012.
16. Leung, W.W.-F., Torque requirement for high-solids centrifugal sludge dewatering, Filtration.& Separation 35, pp. 883–887, 1998.
17. Komline-Sanderson, Komline-Sanderson Paddle Dryer. Drying Technology for Biosolids, Sludges and By-products (www.komline.com/downloads/brochures/KS-SDB_080714.pdf), 2008.
18. Arlabosse, P., Chavez, S., Lecomte, D., Method for thermal design of paddle dryers: application to municipal sewage sludge, Drying Technology 22, pp. 2,375–2,393, 2004.
19. Ferrasse J.H., Arlabosse, P., Lecomte, D., Heat, momentum, and mass transfer measurements in indirect agitated sludge dryers, Drying Technology 20, pp. 749–769, 2002.
20. Peeters B., Dewil R., Smets I.Y., Improved process control of an industrial sludge-dryer installation through binary logistic regression modeling of the fouling issues, J. Process Control 22, pp. 1,387–1,396, 2012.
21. Peeters, B., Mechanical dewatering and thermal drying of sludge in a single apparatus. Drying Technology 28, pp. 454–459, 2010.
22. Léonard, A., Meneses, E., Le Trong, E., Salmon, T., Marchot, P., Toye, D., Crine, M. Influence of back mixing on the convective drying of residual sludges in fixed bed, Water Research 42, pp. 2,671–2,677, 2008.
23. Li, H., Zou, S., Li, C. Liming pretreatment reduces sludge build-up on the dryer wall during thermal drying. Drying Technology 30, pp. 1,563–1,569, 2012.
Authors

Bart Peeters is a manufacturing technologist at Monsanto Europe N.V. (Haven 627, Scheldelaan 460, 2040 Antwerp, Belgium; Phone: +32 3 568 5762; Email: bart.peeters@monsanto.com), where he has been working since 1998. He first served as a process improvement engineer at Eastman’s PVB polymer manufacturing plant on site, till 2004. Since then, he has been working at the environmental department of the company, with particular responsibilities in improving the wastewater treatment plant and the combined sludge centrifuge-dryer installation. Being a Master Black Belt he is also the Six Sigma program leader at the Monsanto Antwerp site. While working at Monsanto’s WWTP, he obtained his Ph.D. in Engineering from the KU Leuven (Belgium) in 2011 on the research topic “Effect of activated sludge composition on its dewaterability and sticky phase”. Prior to that, he received his M.S.Ch.E. degree in 1998 from the KU Leuven, plus his M.Bio.Ch.E. degree in 1996 from the university college De Nayer. He is the author of 20 papers in scientific journals, technical magazines and international conferences.

Raf Dewil holds a M.S. Ch.E. (KU Leuven, 2003) and a PhD in Bioscience Engineering (University of Antwerp, 2006). Currently, he is an assistant professor with the Chemical Engineering Department of KU Leuven, where he heads the Process and Environmental Technology Laboratory. Within the Faculty of Engineering Technology of the same university, he chairs the Sustainable Chemical Process Technology Cluster. His main research domains include (i) (bio)chemical conversion methods for the valorization of biomass and organic wastes (currently main focus on anaerobic digestion), and (ii) the integration of physicochemical treatment methods in wastewater treatment (such as, advanced oxidation processes, ultrasound, microwave). He has authored or co-authored over 60 publications in peer-reviewed international journals and about 90 presentations at international conferences. He is an associate editor with the Journal of Environmental Management, a member of the editorial board of several international journals and a regular invited speaker at international conferences.

Ilse Smets holds a Master in BioSciences Engineering and a Ph.D. in Engineering: Chemical Technology, both of the KU Leuven (Belgium). She is currently associate professor at the Department of Chemical Engineering of that same university. She heads a team of about eight doctoral researchers and focuses on monitoring, modeling and optimization of biological wastewater-treatment systems ranging from classic activated sludge systems to membrane bioreactor (MBR) systems, with a specific focus on the bioflocculation aspects of activated sludge. Her teaching activities also lie predominantly in this field. She is a board member of B-IWA, the Belgian branch of the International Water Association and is the chair of the Bioprocesses and Biosystems Technical Committee of IFAC, the International Federation in Automation and Control. Her active contributions to the field of wastewater treatment, and bioprocesses in general, are further witnessed by several review duties, many memberships of International Programming Committees and the co-organization of several conferences and workshops.