Determining net positive suction head (NPSH) can be confusing, but with these guidelines, engineers can avoid the pitfalls of incorrect calculations
Most engineers have likely heard the term NPSH (net positive suction head) at some point in their careers. Put simply, NPSH is the net pressure available at a pump’s suction flange, expressed either as a height or a pressure value. Why is it so important? How is it calculated? What needs to be done to increase NPSH? What best practices are associated with NPSH? This article covers all these points in detail using practical examples. After reading this article, engineers will have a basic understanding of NPSH concepts and calculations, as well as the ability to solve simple NPSH problems.
Basic terminology
The first step in understanding NPSH is to briefly define important basic terms that will help in clarifying the meaning of NPSH and guide engineers in its calculation.
Vapor pressure. By definition, vapor pressure is the pressure exerted by the vapor that is in contact with the fluid in consideration. This is the pressure exerted by vapor in thermodynamic equilibrium with its condensed phases at a given temperature. The vapor pressure of any liquid increases non-linearly with temperature, and at an elevated temperature, the vapor pressure equals the atmospheric pressure. When this happens, the fluid starts boiling. For example, consider a very common fluid — water. The vapor pressure of water at 10°C is 0.22 psia, while its vapor pressure at 100°C is 14.7 psia. Vapor pressure always increases with operating temperature and is most often expressed in psia.
Atmospheric pressure.The surrounding atmosphere exerts a constant pressure on everything. This pressure depends on the elevation relative to sea level, and starts decreasing with increasing elevation as the atmosphere starts getting thinner. It is nearly always expressed in psia.
Specific gravity.The ratio of the density of a fluid to the density of a referenced fluid is known as specific gravity. In most engineering calculations, the referenced fluid is water. Specific gravity is dimensionless.
Subcooled liquid.A liquid that exists below its normal saturation temperature is called a subcooled liquid. For example, water at atmospheric pressure boils at 100°C. Water at 50°C is a subcooled liquid.
Saturated liquid.A liquid that exists at the saturation temperature or boiling point that corresponds to a given operating pressure is said to be saturated. If any energy is added to the liquid, and the pressure is kept constant, some of the liquid will boil. A good example is a typical pressure cooker. A pressure cooker operates at elevated pressure so that the water can boil at an elevated temperature to properly cook food. If the pressure inside the cooker is decreased, the water would boil instantly and the pressure would be released in the form of steam. Another example is the liquid inside a distillation column that always exists at a saturated temperature.
NPSH available and required. The NPSH available (NPSHa) is a function of the system and should be calculated based on system design. The NPSH required (NPSHr) is a function of the pump itself and should be obtained from the pump manufacturer.
How NPSH is calculated
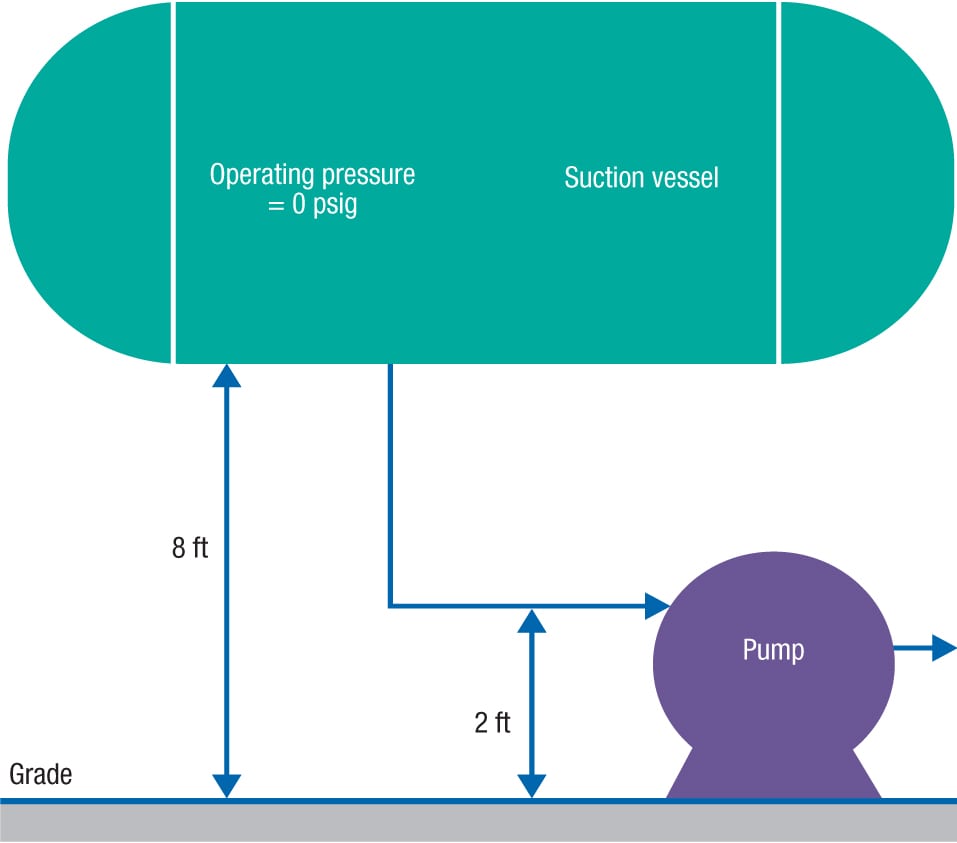
FIGURE 1. Drawing a system sketch is extremely helpful for gaining a better understanding of the system, and can be used to revise calculations during detailed design, especially if assumptions made during the basic design have changed
NPSH can be a difficult concept to grasp. To explain NPSH in simple terms, imagine a bonus received on a paycheck. However, the amount actually deposited into the bank account is much less than the bonus value, and it is later realized that the rest of the money has been deducted as taxes. What was deposited is the actual net bonus. It is a similar case for NPSH, which is the net pressure available for pump suction after all deductions, such as line losses and vapor pressure, are taken into account. In other words, it is the pressure available in excess over the vapor pressure to prevent the pumping fluid from boiling. The aim with NPSH is to provide an adequate amount of head exceeding the fluid’s vapor pressure to prevent the fluid from boiling at the pump inlet. This excess head is defined as NPSH. Calculating NPSH is relatively simple once the correct data have been collected. The sections below detail each piece of data that is required for NPSH calculations.
Site atmospheric pressure. NPSH calculations are impacted by the site’s local conditions — specifically atmospheric pressure. This value is used in NPSH calculations, and the higher the atmospheric pressure, the better, with regard to NPSH. For instance, if a site is located in Mumbai, India, which is at sea level, the atmospheric pressure is exactly 14.7 psia. Hypothetically, if the site location is at a much higher elevation, say on Mount Everest, which is about 29,000 ft above sea level, the atmospheric pressure is just 4.4 psia. This puts into perspective the effect of site location on atmospheric pressure. So, it is crucial to do due diligence and find the correct atmospheric pressure for a site’s location.
Suction piping layout.The physical layout of the suction piping is important in determining NPSH. This information must include the exact number of pipe fittings in order to properly determine the suction-piping pressure drop.
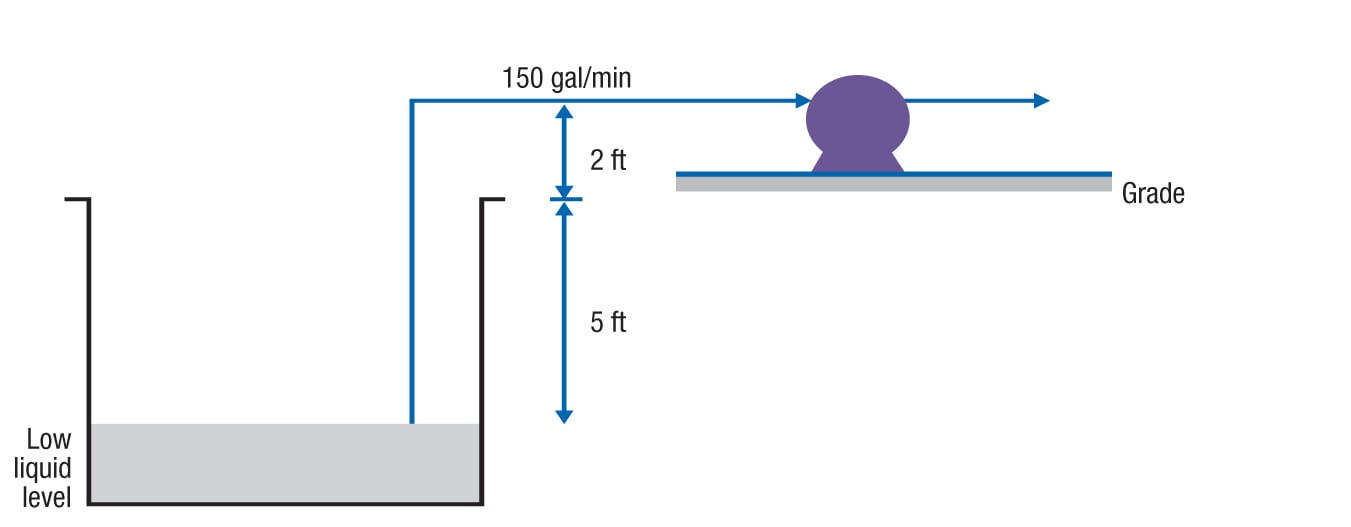
FIGURE 2. This system sketch shows a pump configuration where there is negative suction lift, meaning that the pump is located higher than the source suction vessel. The low liquid level should be considered in NPSH evaluations for a more conservative approach
Vapor pressure of the pumping fluid.As explained earlier, vapor pressure is dependent on the operating temperature. Vapor pressure for pure substances can be found in literature, such as Perry’s Chemical Engineers’ Handbook [ 1 ]. There are also many resources available online, including Ref. 2, which has a comprehensive list of pure substances in its database. To determine the vapor pressure, the operating temperature must be provided.
Suction vessel elevation and operating pressure.It has already been stated that the overall site elevation affects the NPSH of a given pump layout. The elevation of the suction vessel (the tank or vessel from which the liquid is being pumped) itself is also important. Additionally, the operating pressure of the suction vessel must be known. A system sketch can be helpful in visualizing the pumping system layout and the suction elevation. Figures 1 and 2 show some examples of typical pumping system sketches.
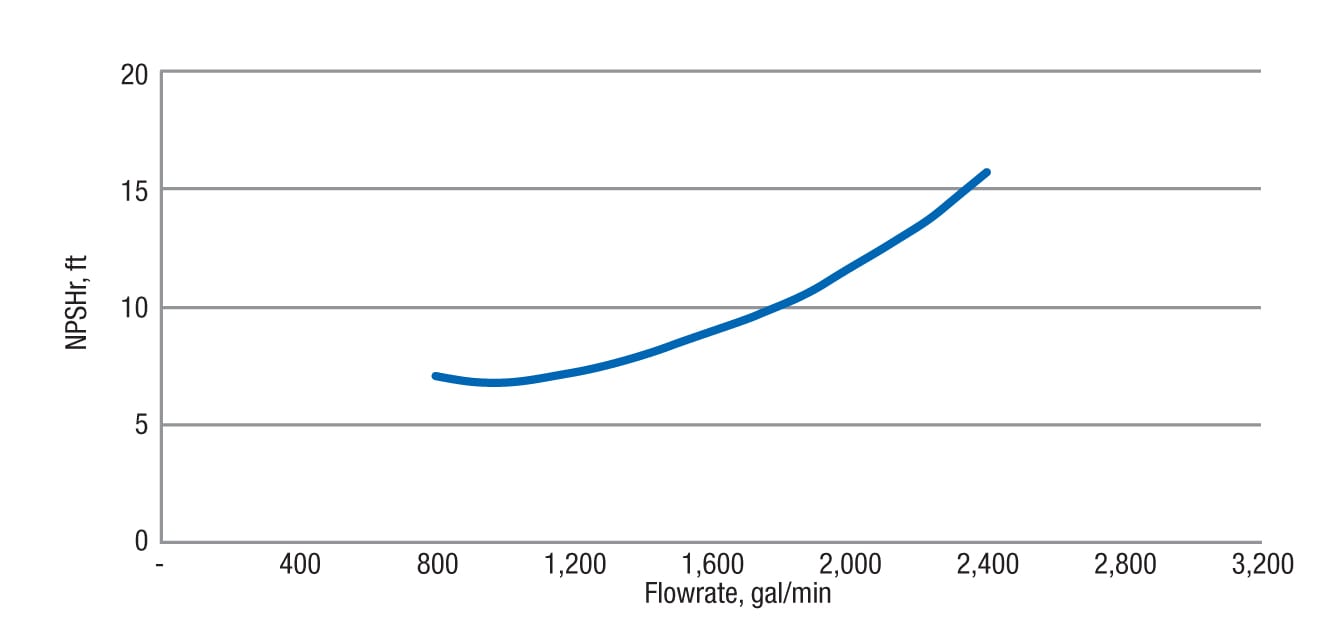
FIGURE 3. Vendor-provided pump curves provide engineers a wealth of information, including the NPSH required for a specific pump model over a range of flowrates
Pump dimensional drawings. If available during early stages in design, a sketch of the specific pump model can be very helpful. Now that the basic terms and required data have been outlined, actual NPSH calculation can begin. Consider this example comparing water at two temperatures. Water is being pumped from a vessel at atmospheric pressure at a rate of 200 gal/min. The suction line is 3-in. carbon steel and the site atmospheric pressure is 13 psia. How will the NPSH be impacted by temperature if the water is at 95°C? What if the water temperature is 30°C? Assume this is a new design and the tank elevation and piping layout are fixed. The following are the required steps for solving this problem:
- Contact the pump vendor and get a pump datasheet based on the process data. Vendors will often provide a value for the required NPSH of a particular pump model. For this example, assume that the pump vendor lists NPSHr as 6 ft. Figure 3 shows the relationship between NPSHr and flowrate from a typical pump curve. Pump curves illustrate many useful parameters, such as the relationship between flowrate and head, power, NPSH and efficiency. Engineers should read all of the parameters with respect to their pump’s normal and rated flow, and always base calculations on their pump’s rated flowrate. Notice that the NPSHr curve is slightly bowl-shaped, and that NPSHr increases with flow. Make sure that the entire operating range is taken into consideration while reading a pump curve.
- Calculate the pressure drop in the suction line as accurately as possible, considering the layout and all fittings.
- Obtain the pump dimensional drawing from the vendor.
- Get the source (suction) vessel drawing to see the orientation of the nozzles and the elevation.
- Determine the respective vapor pressure of water at each considered temperature. In this example, the vapor pressure of water at 95°C is 12.26 psia and the vapor pressure of water at 30°C is 0.615 psia.
- Determine the site atmospheric pressure. For this example, it is 13 psia.
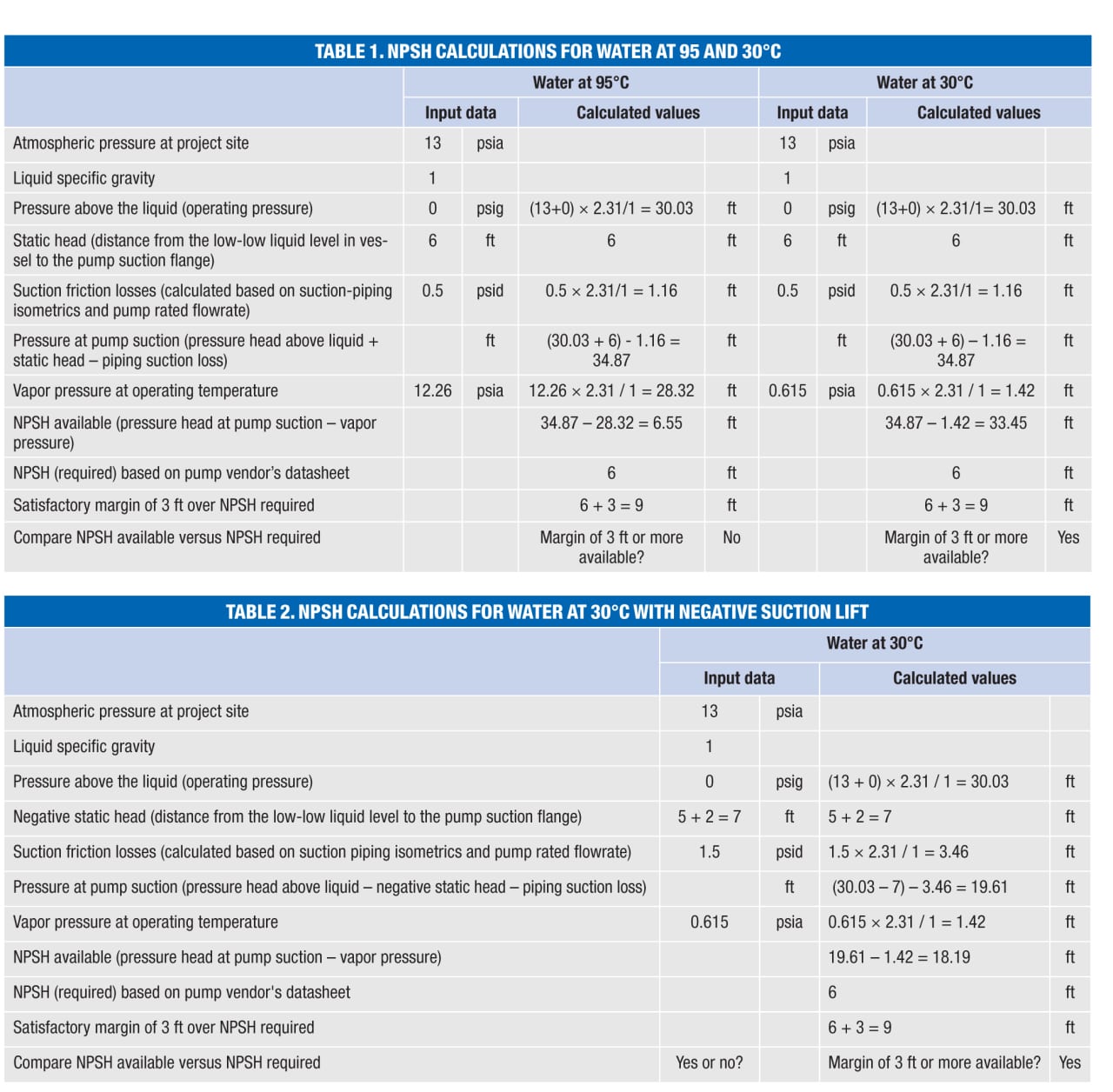 Table 1 shows the calculations required to determine the NPSH available for water at each temperature with the inputs defined in the preceding sections.
Table 1 shows the calculations required to determine the NPSH available for water at each temperature with the inputs defined in the preceding sections.
Table 2 illustrates the NPSH calculations at 30°C in a negative suction-lift scenario. Based on good engineering practice, an assumed design margin (3 ft) is applied, meaning that the NPSHa should be at least 3 ft greater than the NPSHr. Based on the given inputs, the NPSH at 95°C is 6.55 ft, but the NPSH at 30°C is 33.45 ft. The static head and piping friction loss are the same in both cases; the only difference is the vapor pressure, which is much higher for the higher temperature case. This illustrates why using an accurate vapor pressure is crucial, as it has a significant effect on the calculations. Very special care should be taken when dealing with boiling liquids or saturated liquids, such as the liquids from distillation columns or from reflux condensers. In these situations, the operating pressure does not help, and no credit can be taken, since the vapor pressure will be equal to the operating pressures. In these cases, high static head and low friction losses in the suction piping are the only additional sources of gain.
Implications of inaccurate NPSH
As explained earlier, if excess head is not provided over the vapor pressure, the fluid starts boiling at the pump inlet. Instead of a steady stream of liquid entering the pump inlet, two-phase flow is introduced at the eye of the pump impeller. The pump impeller moves the fluid to a higher pressure and the void of gas present within the boiling fluid starts collapsing on the impeller with force, producing a shockwave and, typically, a loud thudding sound. These collapsing voids cause cyclic stress through repeated implosion, which starts damaging the impeller. The thudding noises are due to vapor bubbles collapsing on the impeller. Some of these problems occur due to a variety of reasons: NPSH has not been not calculated correctly; the pumps have been relocated in different service (perhaps to systems with different layout or elevation); or the process conditions changed due to suction piping modifications and the designer did not reassess the NPSH available.

FIGURE 4. Flow inducers can be installed inside the pump casing to decrease the NPSH required. Flow inducers are available in many sizes and metallurgical options
The problems are more severe in larger pumps, since increased amounts of bubbles are formed and implode on the high-pressure side of the impeller. When this happens, the capacity of the pump is greatly reduced and the impeller sustains damage. Additionally, the radial and thrust bearings can be damaged because the energy absorbed by the pump is not effectively transferred to the fluid. Sometimes the problem may be so severe, especially in high-speed pumps, that the shaft is subjected to high levels of stress and becomes misaligned.
Engineers should be very careful and complete the proper analyses before selecting a pump and finalizing the system design. Once the system design is complete and constructed, very little can be done to alter the system, and the only option may be to change the pump or re-configure the suction piping, both resulting in additional costs and downtime.
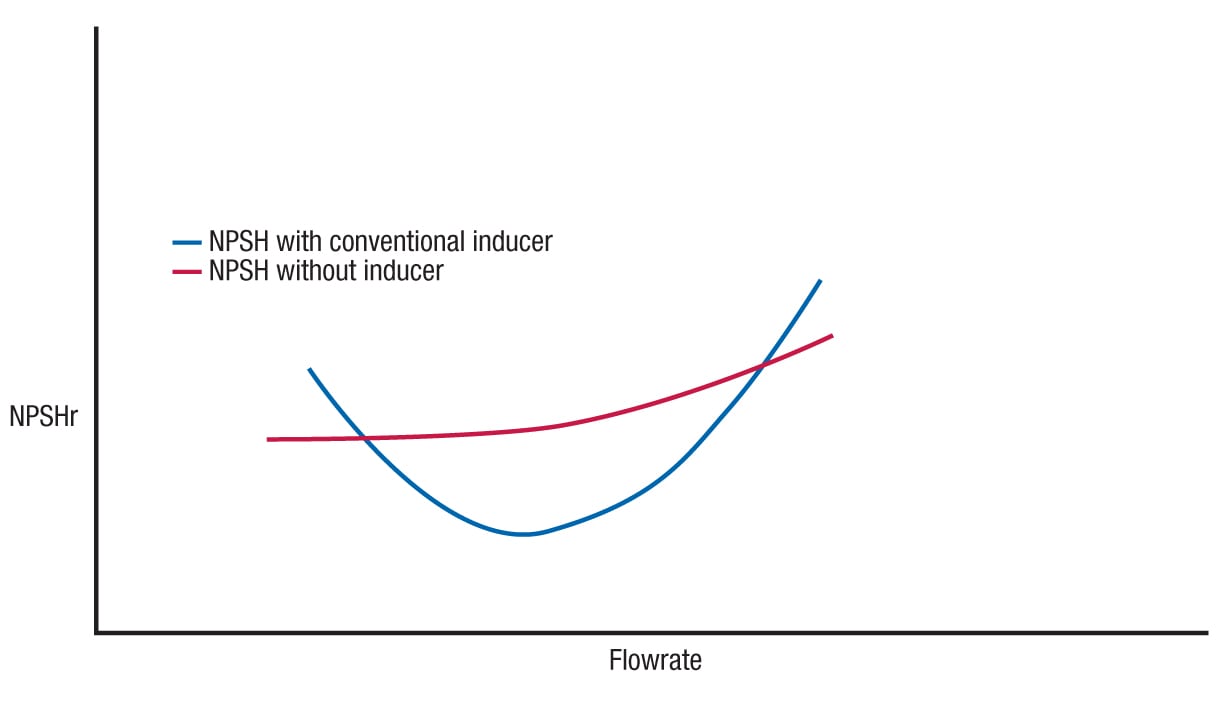
FIGURE 5. Notice how the NPSH requirement of the pump is decreased with the addition of a flow inducer. It is worth mentioning here that the NPSH requirement of the pump increases sharply with increasing flow. It is very important to operate the pump within the specified range where the NPSH is within acceptable limits
This phenomenon occurred in a polyisobutane plant where two reactor-bottoms pumps were installed. The more recently installed pump would cavitate because proper NPSH calculations were not carried out for the new pump’s piping layout. The new pump-suction piping length was routed with many elbows, and the pressure drop was high, leading to a lower NPSH available for the pump, which was not considered when the pump was installed. The suction piping had to be re-routed, which effectively increased the available NPSH. However, all of these modifications were completed during plant shutdown, resulting in considerable production losses. Diligently collecting the proper data for NPSH calculations can make a significant impact on plant operations.
Ways to increase NPSH
Frequently during the early design stage of a project, the NPSH calculations are based on a preliminary piping layout. This is when engineers may find that they are dealing with low NPSH. Steps that can be taken to increase NPSH are as follows:
- Contact the piping-layout designer to see whether they can increase the elevation of the suction vessel
- Check whether increasing the size of the suction piping reduces the pressure drop and increases the NPSH available
- Consult with the vendor to see if a bigger impeller is available. Pumps with larger impellers have better NPSH values. However, the penalty for bigger impellers is a higher power consumption
- Check with the vendor for a slower-speed motor. Pump manufacturers may suggest a slow-speed motor to reduce NPSH-related problems. With a slower motor, high static head is available at the suction and improves NPSH
- Determine whether the pump can be physically lowered inside a pit or sump to increase the static head
- If the process allows, lower the temperature of the pumping process to decrease vapor pressure. A practical example is a molten-sulfur pump in a batch process that cavitated when the temperature of the reactor was high; the high temperature led to high vapor pressure and decreased NPSH availability. The plant personnel analyzed the problem, and instead of changing the pump, they decided to install a cooling-water jacket on the suction piping. The slight cooling of the fluid was enough to adequately run the pump
- Check with the pump vendor to determine whether a flow inducer (Figure 4) is available for your pump. If available, ask for a NPSH curve that also shows the NPSH with a flow inducer installed (Figure 5) and check the NPSH requirement. A flow inducer is a small impeller that is installed inside the pump casing just before the pump’s main impeller. Simply, it can be defined as a small booster pump ahead of the main pump that increases the static pressure of the pumping fluid at the pump suction, reducing the NPSHr. The NPSH requirement of the flow inducer is very low
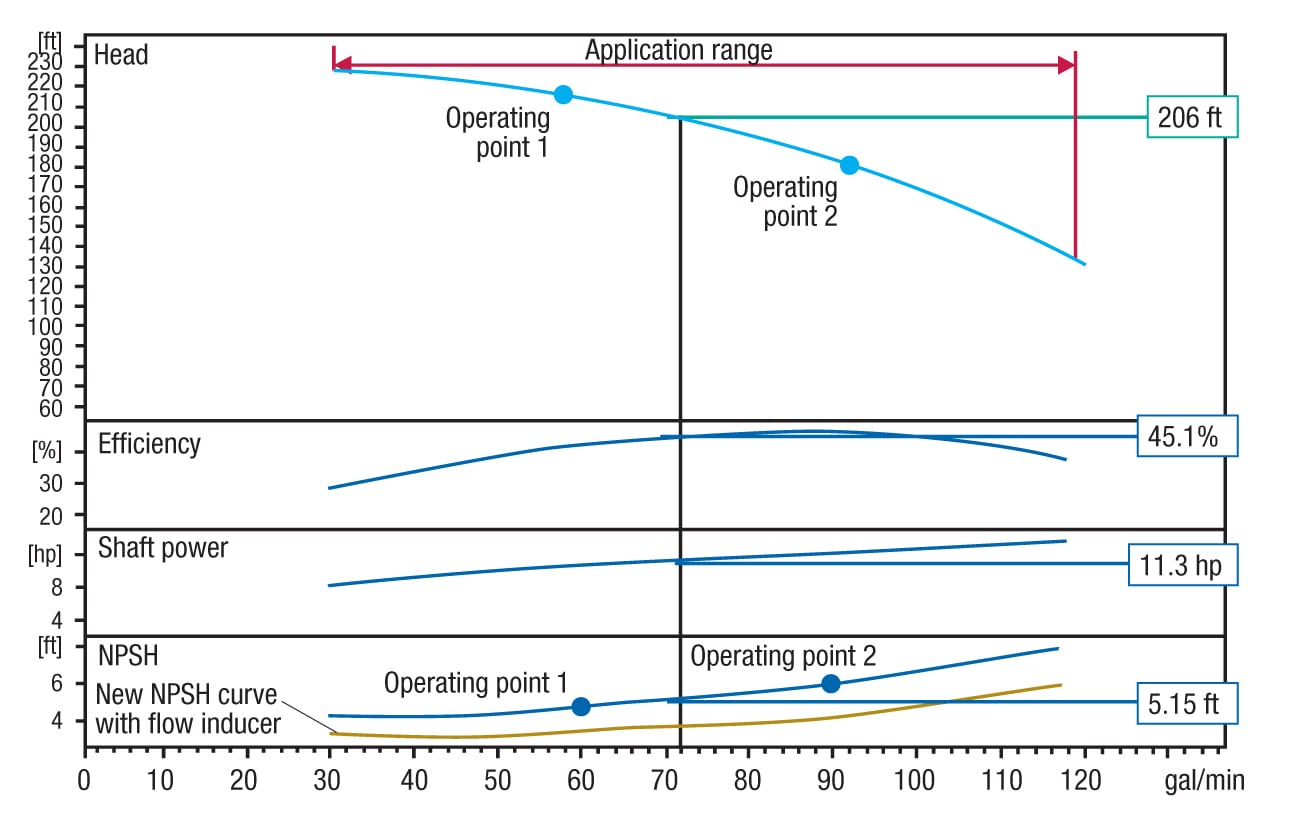
FIGURE 6. The pump curve shows not only the NPSH, but also the shaft power, efficiency and head, across the pump’s entire operating range
Now that the implications of improper NPSH calculations and the benefits of flow inducers are understood, consider another example problem. There is an existing cryogenic pump in liquid argon service that is designed for 60 gal/min at 210 ft of head. The plant decides to relocate the pump to a location where 90 gal/min at 180 ft of head is required. Here, it must be determined whether the pump can be used in this newly specified service, and any potential modifications required to achieve this must also be evaluated. Figure 6 shows the pump curve for the pump in question. The steps for solving this problem are as follows:
- Check the pump curve to make sure that the pump can achieve the desired head at the requested flowrate. Draw a straight line from 90 gal/min on the capacity-head chart and then read the corresponding head value. It is seen that it is possible to achieve 90 gal/min at 180 ft of head.
- Calculate the NPSH available from the sample calculations discussed earlier. For this instance, assume the available NPSH is 6 ft.
- Read the NPSH curve in Figure 6 to check the NPSHr at 90 gal/min. It is 6 ft, and the available NPSH is also 6 ft. In this scenario, there is no room for the minimum design margin of 2 ft, hence the NPSH available must somehow be increased. Based on the previously provided guidelines on what can be done to increase NPSH, consider whether using a flow inducer may work.
- Contact the vendor and ask whether there is a flow inducer available for this pump. Assume that the vendor confirms that there is indeed a flow inducer available, and provides a pump curve with the flow inducer. It is seen in Figure 6, that with the flow inducer, the NPSH requirement at 90 gal/min drops to 4 ft. Now, there is a design margin of 2 ft available, satisfying the design requirements. Therefore, with the installation of a flow inducer, this design change can be implemented.
- The final step is to confirm with the vendor regarding the new horsepower requirement at the higher flowrate of 90 gal/min at 180 ft of head. Use this information to make sure the existing motor is adequate or if it will need replacement. Working with an electrical engineer may be required to make the correct decision regarding pump motor replacement.
Engineering best practices
While calculating NPSH, follow these guidelines to ensure a quality system design:
- Calculate NPSH using the low liquid level in the suction tank. This is a conservative approach, and ensures that a pump will work, even at low liquid levels. This also ensures that the liquid inventory in the storage tank is utilized to the fullest.
- To avoid excessive pressure drop, design the suction piping with the minimum number of elbows and fittings. Also, suction piping should be short as possible. Target a maximum pressure drop of 0.5 psi.
- If the pump is connected with a reducer, use an eccentric reducer with the flat side up. This arrangement ensures that the entrained vapor bubbles will migrate back to the source instead of remaining near the pump suction. Be sure to follow any specific installation procedure that is recommended by the pump vendor.
- If the line is insulated for personnel protection, consider removing the insulation and installing a metal barrier for personnel protection. Removing the insulation will help the fluid to cool down, lower the vapor pressure and achieve a higher value for NPSH available.
- A design margin of at least 2–3 ft should be allowed between the NPSH required and the NPSH available. The NPSH available should always be greater than the NPSH required.
Through close coordination with pump vendors and the development of a solid understanding of the basic terms, including vapor pressure, saturation, pressure drop and rated flow, engineers will be on the right track to calculate NPSH and properly design pumping systems that meet customer or plant requirements. Edited by Mary Page Bailey
Acknowledgements
The author would like to thank Nikhil Joshi of Praxair Inc. and Kevin Dilling of Cryogenic Industries for their valuable input.
References
1. Green, D.W., Perry, R.H., “Perry’s Chemical Engineers’ Handbook,” 8th Ed., McGraw-Hill Professional, New York, N.Y., 2007.
2. Ohe, Shuzo, Vapor Pressure Calculation, www.e-data.jp/vpcal1/e/, 2010.
Author
 Asif Raza is an equipment design engineer at Praxair, Canada Inc. (1 City Centre Drive, Suite 1200, Mississauga, Ontario, L5B 1M2; Email: asifraza_us@yahoo.com). His work involves the design specifications of major equipment, including heat exchangers, centrifugal and screw compressors, cryogenic pumps, chillers and air-cooled heat exchangers. With more than 15 years of experience in process design, his interests include complex hydraulics calculations, P&ID development, process simulation and sizing and selection of heat exchangers and pumps. Before joining Praxair, Raza was a lead process engineer at Zeton Inc., where his work involved the design and fabrication of pilot plants. Also, he previously held positions with Bantrel and SNC Lavalin. He holds a B.S.Ch.E. degree, and is a registered professional engineer and a member of the Ontario Society of Professional Engineers.
Asif Raza is an equipment design engineer at Praxair, Canada Inc. (1 City Centre Drive, Suite 1200, Mississauga, Ontario, L5B 1M2; Email: asifraza_us@yahoo.com). His work involves the design specifications of major equipment, including heat exchangers, centrifugal and screw compressors, cryogenic pumps, chillers and air-cooled heat exchangers. With more than 15 years of experience in process design, his interests include complex hydraulics calculations, P&ID development, process simulation and sizing and selection of heat exchangers and pumps. Before joining Praxair, Raza was a lead process engineer at Zeton Inc., where his work involved the design and fabrication of pilot plants. Also, he previously held positions with Bantrel and SNC Lavalin. He holds a B.S.Ch.E. degree, and is a registered professional engineer and a member of the Ontario Society of Professional Engineers.