Users of compressed air can take advantage of heat recovery to enhance their sustainability, improve energy efficiency and reduce system lifecycle costs
Air compressors account for a considerable portion of industrial energy consumption, and facilities that employ large-scale air compression units are increasingly concerned with optimizing their energy use. Because it is used everywhere, compressed air is often referred to as the industry’s fourth utility after water, gas and electricity. Although air may be free, compressed air is not. Therefore, finding the most efficient solution for delivery of compressed air should be a top priority, in addition to increasing the energy efficiency throughout the entire air-compression installation — from supply to distribution to final use. This article looks at the ways that energy management — specifically through the effective application of energy-recovery efforts — can benefit operators of air compressors.
Where to begin
There are numerous guidelines and standards developed by groups like the International Organization for Standardization (ISO; Geneva, Switzerland; www.iso.org) that can provide guidance on how to improve a company’s overall energy efficiency, but they sometimes require additional clarification to be properly applied. For instance, while the ISO 50001 standard proposes an energy-management system comparable to ISO 9001, ISO 14001 and ISO 1800, this standard alone does not deliver specific rules or targets. However, it does demonstrate how to set up an energy-management system. In turn, engineers are able to identify major contributors to their company’s energy consumption. These contributors are referred to as Energy Performance Indicators (EnPIs). The standards also enable users to determine how much they are spending on each EnPI. Engineers can then define the targets for each EnPI and follow up on reaching these goals. Following a management system will help to reduce the overall environmental footprint of an industrial operation, and utilizing an energy-recovery scheme can be an effective way to begin realizing energy-management goals.
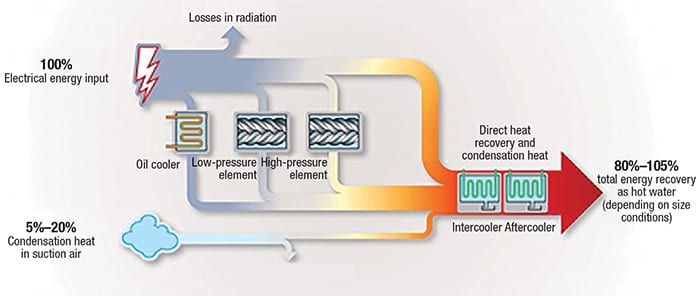
FIGURE 1. An energy recovery scheme can help to utilize waste heat for hot water, which can be used in a variety of process applications
Reducing energy consumption
There exists a huge opportunity to reduce energy consumption in compressed air systems, and energy recovery is one way to get started. Users can recover heat from existing installed compressors or choose to add the heat-recovery component to newly purchased compressors (Figure 1).
ISO 11011 (Compressed Air — Energy Efficiency — Assessment) is a worldwide standard covering compressed-air energy efficiency. It guides users on how to perform a system audit for compressed air units. It is part of ISO 50001.
ISO 11011 focuses on the total compressed air installation, covering the process from the generation of compressed air, through its distribution and eventual end use. This is illustrated in Figure 2.
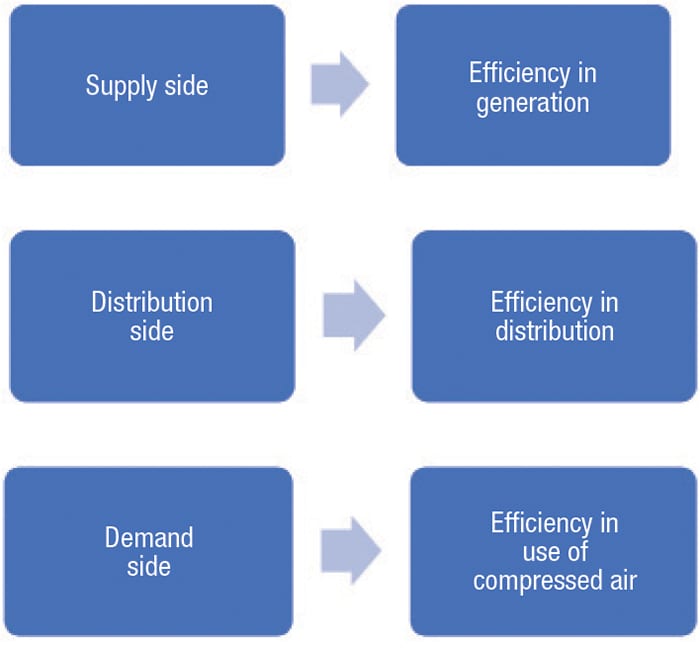
FIGURE 2. Throughout the entire compressed-air installation, energy use can be optimized according to recommendations from ISO 11011
Energy efficiency is always a top priority and a strong incentive when seeking solutions to further reduce a facility’s carbon footprint. A full understanding of a process’ needs is required to select the best technology that will realize optimal efficiency in energy recovery throughout all phases of the air-compression process. In the compressor room, users have many solutions available to optimize the air supply by controlling different compressor parameters and looking at opportunities to recover heat from the compression process.
In the lifetime of a compressor, the initial investment and installation of the equipment will account for around 10–15% of the total cost. On average, end users may spend another 10–15% of the cost on maintenance over the compressor’s lifetime. The rest, a staggering 70–80%, goes to energy costs. With that in mind, optimizing a machine’s energy usage will have a major impact on the installation’s total cost of ownership. Consider that a 35% reduction in energy consumption can typically be achieved by exchanging load/unload compressors with variable-speed-drive (VSD) compressors:
- For a 250-kW compressor running for 8,000 hours, the energy cost will amount to roughly $200,000 per year, or $2,000,000 over 10 years, assuming an energy cost of $0.10/kWh
- In the case of a 35% reduction in energy, this will result in a savings of $700,000 over a 10-year period
If an energy-recovery system is also installed, users will save even more. The additional energy savings will come from reduced or excluded fuel consumption, or other energy sources for heating water.
However, energy recovery does not always result in heat, even when heat is required, and often, there may not be sufficient quantities of heat available. The quantity of recovered energy will vary over time if the compressor has a variable load. In order for recovery to be feasible, a relatively stable heat-energy demand is needed. Recovered waste-heat energy is best utilized to supplement energy supplied to the system, so the available energy is always utilized when the compressor is operating.

FIGURE 3. A compressor with energy recovery capabilities can contribute to overall lower lifecycle costs for the entire installation
Heat recovery potential
When compressors are equipped with heat recovery or energy recovery capabilities (Figure 3), users may have several questions that typically include the following:
- How much heat (kW) can be recovered?
- Will the energy recovery system affect the compressor’s performance?
- What is the hot water temperature level that can be reached?
Engineers can answer the first of these questions by calculating the energy-recovery potential of their process using Equation (1), where Wis the recovered energy quantity in KWh/yr.
W = [( K 1· Q 1) + ( K 2· Q 2)]· T R (1)
Where:
T R = Time of recovered energy demand, or operating time of the compressor per year, h/yr
K 1 = Portion of time energy is recovered when the compressor is loaded
Q 1 = Available coolant power when compressor is loaded, kW
K 2 = Portion of time energy is recovered when the compressor is unloaded, h/yr
Q 2 = Available coolant power, when compressor is unloaded, kW
To produce compressed air, almost 100% of the electrical energy supplied to the compressor is transferred into heat. It is important that units recover as much of this energy as possible to reduce the plant’s energy costs and environmental impact.
In air compressors, the electrical energy used to compress air is transformed into heat. However, the electrical energy is not the only source of energy entering the compressor. Humidity is another important form of energy contained in the air entering the compressor inlet. Following compression, this humidity is condensed into liquid as the air is cooled in the intercooler and aftercooler. In the process of cooling this air, the latent heat of condensation is released into the cooling water.
During the process of compressing air, there are several instances where heat is generated and transferred to the cooling water system. Some of the heat of compression is transferred to the cooling water in the compression elements via element cooling jackets. A significant amount of heat is released into the cooling water system in the coolers. The heat removed from the hot oil in the oil cooler is also released into the cooling water system, and some energy is lost through motor inefficiencies and radiation in other components, such as the element, the cooler, residual heat in the outlet air and residual heat of condensation that remains in the outlet air.
If we look at all of these factors, we see that, despite some losses, the net result is an energy output (as hot water) that is typically 90–95% of the electrical input energy. In other words, the energy going into the compressor is made available by the energy recovery system in the form of hot water.
The amount of latent heat of condensation depends on the temperature and relative humidity of intake air. For that reason, the recoverable energy as a percentage of the incoming electrical power is dependent on the compressor’s operating conditions. Intake air temperature, relative humidity, water temperature and pressure all play a role.
In typical industrial conditions, recovery units can recover 90–95% of the electrical input power as hot water, and sometimes even 95% under certain conditions.
In compressors with an energy-recovery option, the cooling water circuit can be modified to guarantee recovery of the highest amount of energy at the highest possible temperature.
For instance, a cooling loop that flows through the oil cooler, compression element jackets and coolers can result in water as hot as 194˚F. Also, note that the water temperature can be regulated depending on process requirements.
There are energy-recovery control units available that are designed to transfer the energy recovered from the compressors while offering protection for installed compressors. They feature a control unit that is installed between the compressor and the cooling-water circuit of the end user. With this design, the closed energy-recovery circuit is completely separated from the user’s cooling-water circuit.
The energy-recovery control unit is able to manage the recoverable energy and water flow of multiple compressors with the total amount of supplied energy limited to the unit’s maximum capacity. These systems may come with necessary safety features, including a de-aeration system, a pressure relief valve or an expansion valve that controls the water system pressure.
Looking at different technologies
There are many types of compressor technologies used for compressing air, and their energy-recovery potential varies based on their different modes of operation. The sections below describe the heat-recovery capabilities of three major compressor technologies.
Oil-free screw compressors.These compressors can recover the maximum amount of heat because they operate at much higher temperatures than other compressor types. Therefore, it is possible to recover almost 90–95% of energy, and under some conditions, even more.
Oil-lubricated screw compressors. These units can typically recover 70% of the electricalinput energy.
Centrifugal compressors.These machines operate at lower compression temperatures, which limits the amount of recoverable heat. If users try to recover energy from the interstage area, it can create instability due to the dynamic compressor principal, wherein high-velocity air is discharged, converting kinetic energy into static pressure. Centrifugal technology can recover around 30–35% of the electrical input energy.
Another important item to note when considering a heat recovery system is how energy recovery will affect compressor performance. To get the maximum heat recovery, less cooling-water flow passes through the circuit. This results in a higher air-outlet temperature and interstage temperature, which can marginally degrade compressor performance. The rule of thumb states that energy consumption may increase by 3%. It is important to check with the compressor manufacturer regarding compressor performance based on specific input conditions. Keep in mind, if there is a heat-of-compression dryer after the compressor, only 75% of the heat may be available for recovery, as some heat will be used for regenerating the desiccant in the dryer. If you are recovering heat from a VSD compressor, the hot water temperature will depend on the load of the compressor, which can vary.
It is also important to consider other factors, such as the distance between the boiler house and the compressor room, the rate of condensate recovery and the required process temperature.
How to use recovered energy
Once energy is recovered, users must decide where it will be best utilized as heat. Some of the potential applications for recovered heat energy are described in the following sections.
Preheating feed water. A steam system is never perfect. A continuous supply of fresh cold water is required to compensate for the steam and condensate loss. This process implies that an extra fuel cost is needed to raise the temperature of the cold water, which can be offset by recovering compressor heat.
Process heating.Hot water at a temperature level of 70–90°C (158–194°F) can be used in many industries directly for the process — not just for heating purposes, but also for cleaning, drying, sterilization and more.
Space heating.In some facilities, there is the possibility of turning off the central heating boiler and using the compressor for heating factory halls and office buildings.
District heating. Even if there are no heat consumers in the factory, it is very likely that there are neighboring customers, industrial or residential, who will have a need for heat.
Roasting.To release moisture from solid products, steam is required at temperatures ranging from 110 to 220°C (230 to 428°F), depending on the product.
Tempering.Controlling crystallization of products and ensuring the product’s texture and quality require heating, cooling and reheating using hot water.
Heating and tracing. Storage tanks and liquid transfer lines in many processes require heating and heat tracing to ensure product integrity.
Pasteurization or sterilization.Pasteurization and sterilization are used to deactivate microorganisms in products, at different temperature levels and throughput times, depending on the need for refrigeration and shelf life of the product. These applications require hot water or steam, depending on the heat-treatment temperature.
Evaporation.Evaporators are used to concentrate products in the production of milk powder, whey powder, canned products and more. Evaporators may include several passes, or stages, where steam is used.
Cleaning in place (CIP). Automated chemical cleaning systems, which include fixed vessels, valves and transferring lines, use hot water mixed with acids and cleaning agents.
Autoclave processes.Hot water or steam are used in autoclaves for sterilization of dry goods, such as filter housings or hoses, often under vacuum conditions.
With these applications in mind, users of compressed air can begin to consider how energy recovery can best work in their facilities. Almost every industry uses compressors in its plant where heat recovery can be installed. Industrial plants can take advantage of heat recovery to enhance their “green” credentials, improve energy efficiency and reduce the lifecycle cost of the compressed air system.
Edited by Mary Page Bailey
Author
 Deepak Vetal is the national sales manager for industrial blowers and low-pressure compressors at Atlas Copco Compressors LLC (300 Technology Center Way, Suite 550, Rock Hill, SC 29730; Email: deepak.vetal@us.atlascopco.com). He has over 19 years of experience in sales, customer service, account management, product development and product marketing for oil-free screw and centrifugal compressors. He has handled national product marketing in key markets, including India and the U.S., and worked with many customers on their compressed-air systems in many industrial sectors, including automotive, metal, textile, pharmaceuticals, chemical, food–and-beverage, oil-and-gas, paper, power and electronics. He holds a B.Tech. degree in mechanical engineering from Doctor Babasaheb Ambedkar Technological University in Lonere, India.
Deepak Vetal is the national sales manager for industrial blowers and low-pressure compressors at Atlas Copco Compressors LLC (300 Technology Center Way, Suite 550, Rock Hill, SC 29730; Email: deepak.vetal@us.atlascopco.com). He has over 19 years of experience in sales, customer service, account management, product development and product marketing for oil-free screw and centrifugal compressors. He has handled national product marketing in key markets, including India and the U.S., and worked with many customers on their compressed-air systems in many industrial sectors, including automotive, metal, textile, pharmaceuticals, chemical, food–and-beverage, oil-and-gas, paper, power and electronics. He holds a B.Tech. degree in mechanical engineering from Doctor Babasaheb Ambedkar Technological University in Lonere, India.