The revamp approach discussed here can deliver a 5% throughput increase at autothermal reformer (ATR)-based methanol plants without requiring any major equipment replacements or modifications
Growing global methanol demand and tightening margins are pushing producers toward brownfield expansions that extract more value from existing assets. This study evaluates an integrated set of front-end and synthesis-loop modifications designed to deliver a 5% throughput increase in a 5,000 metric tons per day (m.t./d) autothermal reformer (ATR)-based facility equipped with parallel water-cooled converters (WCCs) and a tube-cooled converter (TCC). The revamp concept applies two complementary measures: controlled ethane co-feeding at a modest, operationally manageable level that increases synthesis gas (syngas) production, while remaining within established ATR operating limits; and intermediate methanol condensation to raise per-pass conversion in the synthesis loop.
Feedstock flexibility is a key enabler of this strategy. On the U.S. Gulf Coast, long-term pricing trends show that ethane consistently maintains a meaningful cost advantage over natural gas on an energy-equivalent basis (Figure 1). This structural advantage is supported by sustained growth in natural gas liquids production, stable petrochemical demand and expanding export capacity. Ethane also provides higher carbon-to-methanol efficiency, strengthening feed economics across the forecast horizon.
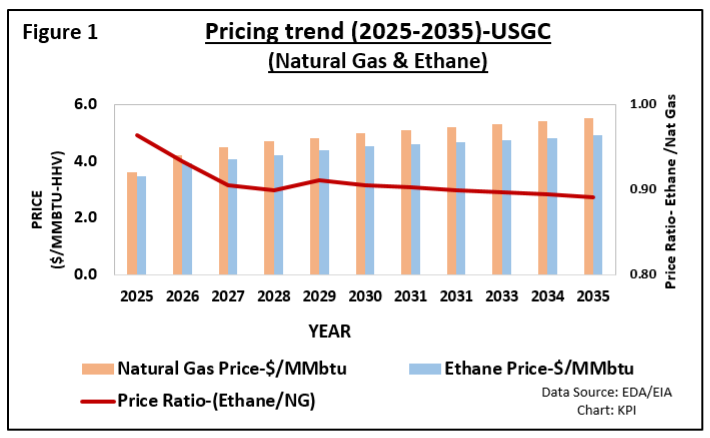
FIGURE 1. Ethane consistently maintains an energy-cost advantage over natural gas
Intermediate methanol condensation removes the methanol formed in the first converter stage, shifts the equilibrium toward additional conversion and enables higher loop productivity without replacing existing loop equipment. The existing synthesis loop configuration is shown in Figure 2, and the modified configuration in Figure 3, where the added heat exchange and separation steps are incorporated into the overall loop arrangement. Together, these measures provide a practical pathway to incremental capacity expansion with limited capital exposure and manageable execution risk.
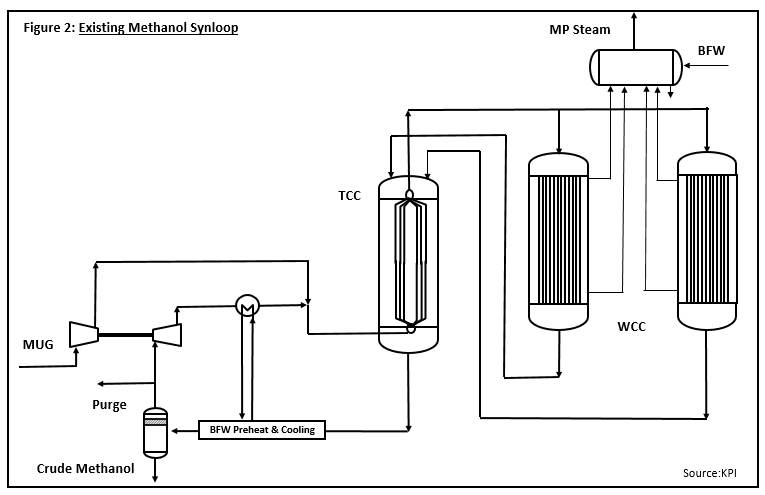
FIGURE 2. The existing configuration of Methanol Synloop is shown here
Importantly, the resulting increase in methanol production is not simply a recovery of lost performance or a catalyst-driven improvement; it represents throughput beyond the plant’s established hydraulic, equilibrium and compression-limited maximum, which would otherwise require major equipment replacement to exceed.
Front-end operating strategy: controlled ethane blending
The front-end upgrade introduces a controlled amount of ethane into the natural-gas feed to increase syngas production while keeping all reforming equipment within established safe and reliable operating envelopes. The approach ensures that the prereformer, steam methane reformer (SMR) and ATR continue to operate within design and metallurgical limits while maintaining sufficient hydrogen availability from the existing pressure-swing adsorption (PSA) system.
The study assessed combined feed ethane concentrations ranging from 7 to 15% on a carbon basis to quantify impacts on the steam balance, prereformer and SMR performance, tube metal temperatures, ATR operation, and PSA capacity. The base natural-gas composition contained approximately 3.5% ethane, typical of the U.S. Gulf Coast; the evaluated range represents additional ethane blended into this feed. Ethane was introduced only as part of the feed blend and was not used for firing, which continued to rely on available purge gases, with natural gas serving as the balancing fuel. The R ratio (H₂−CO₂)/(CO+CO₂) in the makeup gas was maintained throughout to preserve synthesis loop stability.
Process simulations assessed the combined effects of ethane addition on reforming reactions, thermal profiles, equipment constraints and the integrated steam system. The analysis confirmed that only a limited ethane blend could be accommodated without exceeding metallurgical limits, burner constraints or steam-system capacity. Based on these considerations, the allowable ethane blend increased methanol production by approximately 60 m.t./d. Although higher ethane concentrations could theoretically provide larger capacity gains, achieving such levels would require significant modifications to the reforming section and associated systems, which were considered uneconomic for this study. The ethane injection strategy requires no hardware changes to the reforming equipment other than the provision of a suitable gaseous ethane tie-in.
Synthesis loop enhancement through intermediate condensation
The synthesis loop upgrade introduces an intermediate condenser between the water-cooled converter (WCC) outlet and the tube-cooled converter (TCC) inlet. In the current configuration (Figure 2), effluent from the water-cooled converters flows directly to the tube-cooled converter, achieving high per-pass conversion, but carrying uncondensed methanol and water into the downstream reactor. This reduces the reaction driving force and increases overall loop circulation.
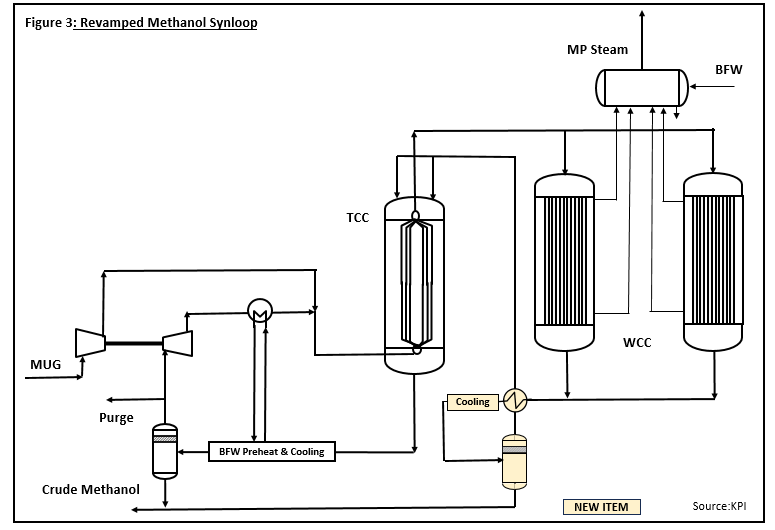
FIGURE 3. The proposed upgrade to the methanol synloop is shown here
The proposed upgrade (Figure 3) adds a controlled cooling and condensation step that removes methanol and water before the gas enters the tube-cooled converter. The modification includes cooling the reactor effluent, separating the condensed liquid, reheating the cleaned vapor to the required inlet temperature and adjusting loop control to maintain stable operation. The treated gas contains significantly lower methanol and water concentrations. Because only methanol and water are removed, inert levels remain unchanged, while the reduction in circulating product shifts the equilibrium in accordance with Le Châtelier’s principle, thereby improving the thermodynamic driving force in the downstream converter.
The lower gas flow, combined with reduced methanol concentration and a more favorable temperature profile, allows the tube-cooled converter to operate closer to equilibrium, thereby increasing single-pass conversion and reducing overall loop circulation. This allows additional syngas conversion beyond what can be achieved by installing a higher-activity or newer catalyst, because the binding limitation being removed is equilibrium and loop circulation, rather than intrinsic catalyst kinetics.
Simulation results indicate that this intermediate condensation step provides an additional 4% increase in plant throughput and improved carbon efficiency. When combined with the front-end ethane-blending upgrade, the overall revamp supports a total capacity increase of approximately 5%.
Integrated steam-system configuration and revamp impacts
The plant operates with an integrated steam system that supports all major rotating equipment, including the air separation unit (ASU) main air compressor. High-pressure steam is generated in the ATR waste heat boiler and further superheated in the SMR convection section. Because this steam generation does not fully meet the demand of all steam-driven equipment, additional high-pressure superheated steam is supplied from an auxiliary off-site boiler.
Medium-pressure steam is produced in the synthesis loop and is also superheated in the SMR convection section. High-pressure steam drives the syngas compressor, the synthesis-loop recycle compressor, and the ASU air compressor. The syngas compressor turbine operates on an extraction cycle, with the extracted steam providing process steam for the steam-to-carbon ratio, ATR burner cooling and other front-end requirements. Any surplus extraction steam is let down to the medium-pressure header.
The medium-pressure header supplies steam to the forced-draft (FD) and induced-draft (ID) fans, boiler feedwater pumps and ASU compressor services. Excess medium-pressure steam is used for power generation in an extraction–condensing turbine, and the turbine exhaust flows to the low-pressure header to improve overall energy recovery. Condensate from turbines and from medium- and low-pressure systems is routed to the deaerator to reduce its steam demand. Process condensate is stripped with low-pressure steam, and the off-gases are recovered as SMR fuel to support overall energy efficiency.
The combined front-end and synthesis-loop modifications introduce coordinated changes across this integrated steam system. On the front end, the natural gas feed rate decreases while natural gas firing increases, resulting in a lower total natural gas requirement for the revamp case (Figure 4). The SMR experiences a modest increase in firing duty, and auxiliary firing also increases due to lower internal high-pressure steam generation. High- and medium-pressure steam production operates at slightly reduced levels, driven primarily by the lower boiler feedwater preheat temperature in the synthesis loop, resulting from reduced circulation rates.
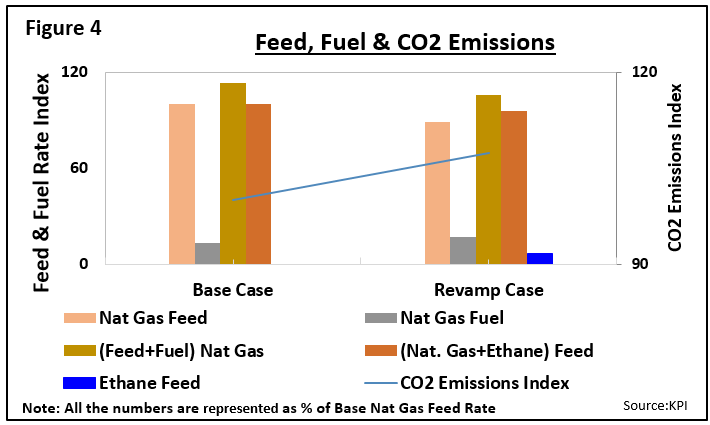
FIGURE 4. Feed, fuel consumption and CO2 emissions are compared between the base case and revamp case
Oxygen demand rises slightly; however, the oxygen requirement per unit of methanol shows a small improvement. A minor increase in CO₂ emissions is observed, largely reflecting the shift in fuel composition as a greater fraction of purge gas is routed to the PSA for hydrogen recovery. This adjustment helps maintain the target R ratio in the makeup gas.
Within the synthesis loop, intermediate condensation significantly increases single-pass conversion and improves carbon efficiency, thereby reducing the required purge rate (Figure 5). A larger share of the remaining purge is directed to the PSA for hydrogen recovery and recycle, supporting the target R ratio but reducing the heat available from tail gases. This reduction is offset by additional natural gas firing. Importantly, these changes do not impose any additional power demand on the makeup gas or recycle compressors.
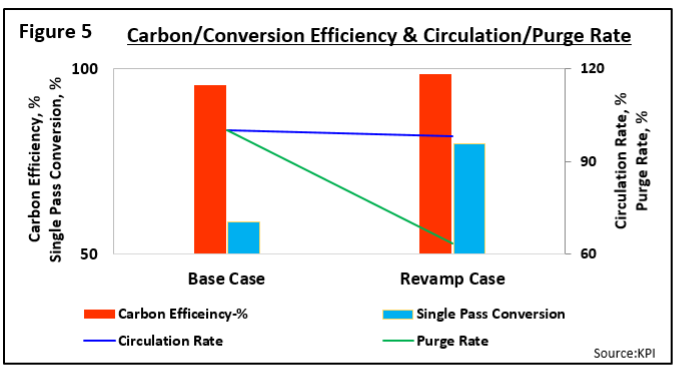
FIGURE 5. The revamp case significantly improves single-pass conversion compared to the base case
This confirms that the incremental methanol production is not achieved by pushing the existing synthesis loop to higher circulation or compression, but by removing equilibrium and product buildup constraints that normally define the plant’s maximum achievable rate.
Overall, the revamp reflects a balance between improved carbon efficiency in the synthesis loop and modest adjustments to front-end energy use. The integrated steam system accommodates these shifts in circulation, boiler feedwater preheat temperature, and purge gas routing without requiring modifications to steam generation or any equipment, resulting in a net capacity increase of approximately 5% with manageable impacts on utilities and emissions (Figure 6).
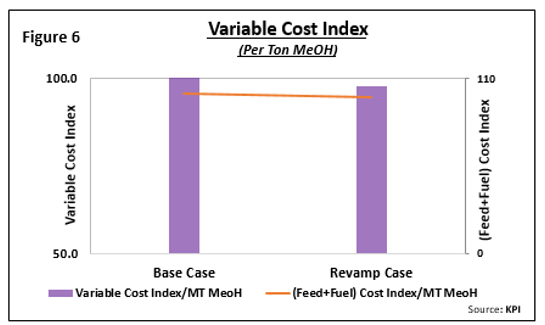
FIGURE 6. There are modest impacts to the emissions and reduction in variable costs with the modifications
Purification-system considerations
The introduction of ethane into the reformer feed and the use of intermediate methanol condensation in the synthesis loop increase both crude methanol production and reaction water generation, resulting in proportionally higher process loads entering the purification section. The primary impacts are increased vapor and liquid traffic through the light ends, refining and rectification columns, along with corresponding increases in reboiler and condenser duties. These changes are a direct consequence of higher overall throughput rather than any shift in reaction chemistry or impurity formation.
Importantly, the upstream modifications do not alter the fundamental impurity speciation. The relative formation of oxygenates, higher alcohols and heavier components remains essentially unchanged, and the reduced loop circulation associated with intermediate condensation does not introduce new byproducts. As a result, relative volatilities and separation factors remain stable, and no additional mass-transfer limitations are expected.
Conventional three-column methanol purification systems typically include sufficient hydraulic and thermal design margins to accommodate the modest increases in flow and duty associated with a 5% capacity revamp. Nevertheless, a focused review of column hydraulic capacity, heat-transfer margins and tray or packing performance is recommended to confirm operability at the increased throughput. Overall, the revamp does not require changes to the purification configuration or product quality specifications.
Economic evaluation and project viability
The economic performance of the proposed revamp is governed by methanol netback, feedstock economics, capital intensity and the period over which incremental benefits are realized. The Base case is evaluated over a four-year period, consistent with conservative screening criteria commonly applied to brownfield revamps. When assessed over this short horizon, project economics reflect the limited ability of incremental capacity projects to fully monetize their benefits within a compressed timeframe.
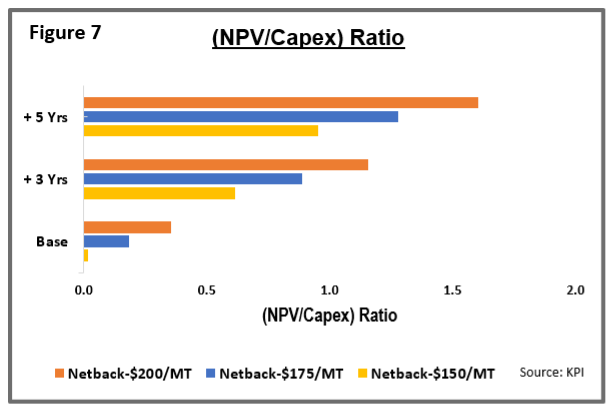
FIGURE 7. Process economics are favorable in the long-term for these improvements
As shown in Figure 7, project economics strengthen materially when evaluated on a longer-term operating basis, without any increase in capital investment. The revamp delivers stable incremental margin through higher throughput and improved carbon utilization in the synthesis loop, and these benefits compound over time. When viewed over a realistic remaining asset life, the NPV-to-Capex ratio increases progressively across all netback scenarios, clearly demonstrating the modification’s underlying economic resilience and value-creation potential. This behavior is typical of low-capex revamps, where durable operating improvements outweigh short-term payback metrics and generate sustained returns over extended operating periods.
Feedstock considerations further support the economic case. On the U.S. Gulf Coast, ethane maintains a structural cost advantage relative to natural gas on an energy-equivalent basis, supported by abundant NGL supply and established pipeline infrastructure. Where ethane is available via an existing or nearby pipeline, co-feeding improves reforming economics without introducing material supply risk or requiring capital-intensive storage or logistics. Combined with the improved carbon efficiency achieved through intermediate methanol condensation, the revamp benefits from both margin enhancement and feedstock efficiency.
The capital expenditure used in this analysis is intentionally conservative, incorporating allowances for tie-ins, execution risk, and the installation of incremental synthesis-loop equipment, while all existing major process equipment remains unchanged. In practice, site-specific factors may reduce realized Capex, further improving economic outcomes. Sensitivity to both lower and higher Capex levels can be evaluated on a plant-specific basis to reflect layout, constructability, and integration constraints. Facilities with favorable integration opportunities or extended asset-life planning horizons will find the economics particularly attractive.
Concluding remarks
This study demonstrates that controlled ethane co-feeding combined with intermediate methanol condensation in the synthesis loop provides a practical, low-risk pathway to increase methanol plant capacity by approximately 5% while remaining fully within existing equipment, metallurgical and compression limits. The revamp removes equilibrium and circulation constraints that define the plant’s current maximum sustainable operating rate — constraints that cannot be addressed solely through catalyst replacement.
From an economic standpoint, the analysis confirms that while conservative short-term evaluation may understate project value, the revamp’s full benefit is realized when assessed over a longer-term operating perspective. The incremental capacity and efficiency gains are structural and enduring, allowing value to accumulate steadily over time without additional capital exposure. This characteristic makes the revamp particularly well-suited for producers with asset stewardship strategies that extend beyond near-term payback criteria. Favorable feedstock dynamics, particularly the sustained cost advantage of ethane given existing infrastructure, further enhance margin durability and operating cost competitiveness.
Based on conservative capital assumptions and achievable operating improvements, the proposed revamp represents a balanced, economically resilient option for producers seeking incremental capacity, improved carbon efficiency, and enhanced long-term competitiveness in existing ATR-based methanol facilities. The combination of minimal capital intensity, proven technology within existing equipment envelopes, and progressive value accumulation over extended evaluation periods positions this approach as an attractive pathway for capacity optimization.
Edited by Scott Jenkins
Author
 VK Arora leads Kinetics Process Improvements (KPI) Inc. in Houston, Texas, and is a chemical engineer with over 35 years of experience delivering value-driven, practical, and economical process solutions across petrochemical, refining, and syngas facilities. A Texas-licensed professional engineer and IIT Delhi graduate, he has guided KPI for more than 20 years, specializing in high-return brownfield revamps, debottlenecking, and techno-economic feasibility studies. His work spans ethylene plants, propane dehydrogenation, acrylic acid and esters, ammonia and methanol facilities, and integrated low-carbon and carbon-capture developments. He holds four ammonia process patents and has held senior leadership roles at Lummus Technology, KBR, SABIC, Reliance, and Technip. Contact: vka@kpieng.com; 281-773-1629.
VK Arora leads Kinetics Process Improvements (KPI) Inc. in Houston, Texas, and is a chemical engineer with over 35 years of experience delivering value-driven, practical, and economical process solutions across petrochemical, refining, and syngas facilities. A Texas-licensed professional engineer and IIT Delhi graduate, he has guided KPI for more than 20 years, specializing in high-return brownfield revamps, debottlenecking, and techno-economic feasibility studies. His work spans ethylene plants, propane dehydrogenation, acrylic acid and esters, ammonia and methanol facilities, and integrated low-carbon and carbon-capture developments. He holds four ammonia process patents and has held senior leadership roles at Lummus Technology, KBR, SABIC, Reliance, and Technip. Contact: vka@kpieng.com; 281-773-1629.