New offerings, including software products, consulting services, research insights and design tools, provide support for improving heat exchanger design and operation
Because they are critical pieces of equipment across virtually all sectors of the chemical process industries (CPI), heat exchangers and auxiliary systems have an out-sized influence on industrial energy consumption and process efficiency. Well designed, well maintained, well operated heat exchangers can increase product output while improving energy efficiency and safety (Figure 1). A number of new software products, online tools and consulting services have become available to support plants using heat exchanger equipment.

Figure 1. An improved sustainability profile is among the main drivers for heat exchanger design and operation, and addressing fouling is a critical aspect
Push for sustainability
Heating and cooling unit operations represent an area of particular interest for sustainability initiatives because of the thermal energy inputs. “One of the main issues for heat exchangers is sustainability,” says Tom Lestina, senior vice president for engineering at Heat Transfer Research Inc. (HTRI; Navasota, Tex.; www.htri.net). “If you get the heat exchanger design right, you can dramatically increase the environmental benefits, both in terms of reducing the energy required in the process and generating more product with the same amount of energy,” he explains. Increasing heat-transfer between hot and cold fluid streams, mitigating fouling and increasing uptime are all major strategies that can help improve the sustainability profile of a heat transfer system.
HTRI is engaged in a multi-pronged research and development effort, using 11 test rigs at its technology center in Navasota, Texas (Figure 2), along with advanced computing capability and software development to identify pathways to improvements in a systematic and scientific way. Many of the proprietary projects, carried out on behalf of industrial clients, have to do with higher-effectiveness heat exchangers that improve a process’ sustainability profile. One prominent aspect of this is addressing a perpetual challenge for heat exchanger operation — fouling (deposits from sedimentation, corrosion or precipitation or chemical reaction that form on heat transfer surfaces, reducing the heat transfer efficiency). “In process heat transfer, better sustainability requires mitigation of fouling in the exchanger,” Lestina states, especially in the petrochemicals industry. “This means allowing better design, better monitoring and more efficient cleaning of the fouling. We’re looking at all types of coatings and how they can reduce fouling, and also how they can improve thermal performance.”

Figure 2. This air-cooled unit is among the 11 research rigs in place at HTRI’s facility in Texas
The emphasis on sustainability is echoed by Ann Baymont, the welded product portfolio manager at Alfa Laval AB (Lund, Sweden; www.alfalaval.com). “Over the past 10–15 years, there has been a pronounced trend toward the use of more compact heat exchangers,” Baymont says, “and in the past few years, it has really become a race for efficiency, where users are looking for ways to squeeze more output from the equipment they have, and also realize cost savings and lower emissions from their processes.”
In addition to research insights, HTRI also offers software tools for users trying to boost performance. In late 2020, HTRI launched Edgeview, a new, trademarked software tool that analyzes heat exchanger performance across a range of operating data. “Edgeview facilitates analysis and troubleshooting for heat exchangers,” Lestina says. “The system more quickly runs data from the plant historian through the software to determine corrective action.”
HTRI also released a new updated version (Version 5.0) of its SmartPM software, which can monitor the performance of heat exchanger networks and help optimize cleaning schedules. Lestina says recent developments facilitate two-way, real-time data exchange with plant data systems to streamline performance assessment.”
Training can also be an essential part of ensuring excellent design and furthering sustainability goals. HTRI recently launched an e-learning initiative to offer industry engineers online courses to improve their knowledge of process heat exchangers and thermal performance assessment. The first course, released late last year, is titled “Air-cooled Heat Exchanger Technology.” The course provides an introduction to the design and performance of API-661-type air coolers, HTRI says.
Democratizing design
Heat-exchanger design improvements could also get a boost from a new company launched in late 2020. The company, known as AHED (Advanced Heat Exchanger Design; www.hrs-ahed.com), is offering heat exchanger design software intended to be more accessible and affordable to a wider cohort of CPI professionals. The new company was spun out of HRS Heat Exchangers Ltd. (Watford, U.K.; www.hrs-heatexchangers.com). AHED general manager Arnold Kleijn explains that the company’s new software offering is based on design programs that have been used internally at HRS for the previous several years (Figure 3).
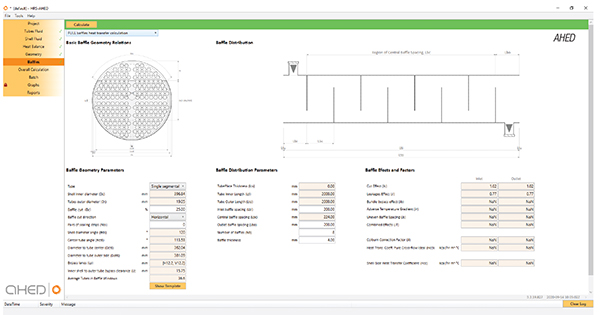
Figure 3. A newly available cloud-based software program for heat-exchanger design is based on software previously used internally at HRS
The result is a cloud-based program intended to meet the demand for heat-exchange design software that goes beyond specialist manufacturers. Examples include construction contractors who design their own equipment, but outsource manufacturing, or system integrators who want to check designs as part of a wider process, Kleijn explains, as well as academic researchers and students.
“There are already existing heat-exchange design programs that are good products, but they tend to be very expensive and require users to pay one price for differing amounts of usage. We are offering a product based on 40 years of design experience that has much of the functionality and information as existing programs, but for a significantly lower price,” says Kleijn.
“AHED has been specifically designed around a modular, cloud-based architecture, with a range of licensing options, so that users can select the amount of functionality and the tools they require, from the essentials of heat exchanger design and the accompanying calculations, to options such as more heat exchanger types (like multi-pass and triple tube designs), batch calculations, fluid databases and project sharing tools,” Kleijn explains.
The program’s cloud-based architecture allows for automatic software updates and easy sharing among project team members at different sites, as well as with sales agents and other interested parties. “We also offer the ability to get engineering services, such as design checking and and training, Kleijn adds.
Features include a database of physical properties for over 2,000 fluids, information on complex mixtures and non-Newtonian fluids, and thermal design, as well as easy data export and vibration analysis. The information is backed up by peer-reviewed research literature, Kleijn says. With inputs such as service fluids, tube geometry and heat transfer parameters, the software returns necessary calculations with graphical representations of heat-transfer rates under different conditions.
Free trial licenses are now available for the AHED software.
Technology selection
Another recent offering to help process engineers with heat exchanger selection is Alfa Laval’s HEXpert, an interactive online tool (www.alfalaval.com/hexpert) that provides guidance to match the demands of a particular process with available technology. “Users can enter basic information about their process, including what function the heat exchanger will serve, what are the design pressure and temperature, what types of process media are involved, and so on,” Baymont explains, “and the online tool will return heat-exchanger technology solutions that match those process parameters.”
One new heat transfer technology that could show up in the selection tool as an option for some users is a new model in Alfa Laval’s Compabloc product range (Figure 4). Launched last year and known as Compabloc+, the model is constructed with a patented sealing technology, which increases the pressures that can be accommodated with block-type heat exchangers. “While the original Compabloc equipment could handle pressures up to 40 bars, the new Compabloc+ allows pressures up to 60 bars,” Baymont remarks.

Figure 4. Alfa Laval launched a new model in its Compabloc product line that can handle higher pressures than previous models
In addition to technology selection, Baymont says the company is working on expanding the online tool to include heat-exchanger sizing as well. “With heat exchange technologies that have been available for a long time, there are references that users can find in books to calculate sizes for equipment,” Baymont says, but for newer types of heat exchangers, that information is not generally available. Forthcoming online sizing tools will help users be more autonomous as they size their heat transfer equipment, Baymont adds.
Steam HX operation
Another avenue where users of heat exchangers can get design and operations help is through consulting services. For sites that use steam heat exchangers and steam systems, TLV Corp. (Charlotte, N.C.; www.tlv.com) offers a service that provides a no-charge, individual application design review of heat exchange equipment (reboilers, heat exchangers, evaporators, vaporizers, coils, kettles and so on) during the design or revamp stage. “The review is called a coil drain application (CDA), which consolidates design information onto a single application form,” explains Jim Risko, TLV USA president.
TLV’s Consulting & Engineering Services (CES) team uses the CDA to apply best practice principles into the design recommendations, and the “recipient receives a best practice recommendation based on TLV experience in mitigating onsite issues — sometimes resulting from inappropriate designs from other parties, and other times due to process changes,” Risko says.
TLV has been involved in the integration of steam heat exchangers and steam systems into wider processes, and has developed insights on how to optimize those systems. TLV consultants assess steam balance and supply to specific heat exchangers to help plants optimize steam use, as well as the recovery of condensate. Focus is to improve productivity, increase energy efficiency, mitigate potential failures of the heat exchanger and related control systems, increase uptime and minimize safety risk, says Jon Walter, TLV business development manager.
Among the insights that has taken shape over the past few years is a recognition that effectively removing condensate from the steam space of steam-driven heat exchangers can help reduce corrosion and fouling in the heat exchanger, as well as improve process productivity by improving the responsiveness of the heat exchanger to changes in loads. “Since TLV is a steam specialist company, we primarily focus on optimizing the quality of the heating utility (steam) supply and optimizing the drainage of condensate from the heating space,” says Justin McFarland, TLV engineering manager. “When there is a focus on proper steam system and condensate system design, we often see a tremendous positive impact on safety, reliability, and environmental factors, especially as it relates to the larger process or a particular unit,” he says.
Heat exchanger reliability and process stability are key objectives of plant sites across many CPI sectors. Reliability and stability involve avoiding bottlenecks, Risko points out. “Among the key issues that can cause disruption include either stall (reduction or stoppage of steam condensate flow from the heat exchanger) or improper balancing – even if just from a simple level-pot balance line,” he says. Risko will be addressing these issues in a talk at the upcoming AIChE Distillation Symposium in April 2021.
Bottlenecks in the steam heat exchanger system restrict optimal performance, but they can often be anticipated and mitigated during design by using proven best practices. For example, TLV has identified the proper drainage of condensate from steam heat-exchange equipment as an area of focus for optimizing steam heat exchanger performance. TLV has found that many corrosion and other issues can be mitigated not necessarily with a change in maintenance, but with changes in how a heat exchanger drains condensate from the steam space. “Heating control configurations that utilize level control often have issues with tube bundle corrosion and fouling, and require frequent maintenance, says Tracy Snow, senior consultant in TLV’s Consulting and Engineering Services division. “Similarly, low process temperature requirements may mean low steam supply pressures, which can also lead to backup of condensate and subsequent tube bundle corrosion and fouling.”
Utilizing a control configuration such as inlet steam pressure/flow control and a steam trap to drain the heat exchanger instead of level control, or utilizing TLV’s PowerTrap system when steam supply pressures drop below the return pressure can help to mitigate the issues that often lead to corrosion,” Snow says.
Heat exchanger installation
In a timely and helpful development for heat exchanger users, relative to the current travel and other challenges associated with the ongoing COVID-19 pandemic, HRS Inc. announced a method to allow for remote commissioning of heat exchange equipment. One case where this was put into practice involved a natural food manufacturer in the U.S. that was installing an aseptic multitube heat exchanger, and associated pumps and controls systems, for sterilizing a fermentation medium.
After the HRS equipment was delivered and installed by the end-user, the company needed a method for engineers to complete the commissioning and troubleshooting process without actually involving international travel. As HRS explains, all HRS systems can, with the user’s agreement, be fitted with a remote monitoring and telemetry system using either an ethernet connection (as is the case with this project) or an integrated data SIM in the equipment.
“This enabled a dedicated project engineer to manage the commissioning from Murcia (in Spain) along with a system programmer,” HRS says. The exercise, performed while accounting for a six-hour time-zone difference, “allowed the system software to be adjusted as necessary while the sterilizer was operating,” HRS says. The remote access system was backed up by regular dialogue using online conferencing software, and the set-up and commissioning process was completed in just four weeks.
In another installation-related development, HRS also has released modular skid-mounted versions of some of its systems for a wide range of applications, including heating and cooling. A modular process skid is a processing system contained within a frame, making it easier to transport and install. Individual skids can contain anything from a single heat exchanger and ancillaries to complete and complex systems where the skid typically contains process equipment, controls and monitoring equipment, and ancillaries.
Benefits include ease of installation, small footprint and quality construction. Skids can be supplied in multiple sizes, from a typical 48 in. × 40-in. pallet, up to a full 8-ft × 40-ft shipping container. One recent example was a skid-mounted pasteurization system for orange juice.
New manufacturing facility
Alfa Laval’s brazed heat exchanger production is moving into a new, purpose-built factory in San Bonifacio, Italy. Manufacturing has already begun at the advanced new facility, and preparations are being made for research and customer training on site. The new factory is designed for efficiency, the company says, and includes new manufacturing advances on the production floor and a digitalized warehouse management system to oversee the flow of materials and goods. In addition, the facility is equipped with a rooftop solar-power system capable of generating 1 MW of power for the site. The factory features improvements to loading bays, forklift-free internal logistics and other physical improvements.