Size range is a defining consideration when it comes to choosing a particle-sizing technology for your product or process. However, whether measuring droplets or powders, on plant or in the laboratory, for quality control (QC) or to troubleshoot – there are always different options to consider. This column summarizes the strengths and limitations of some widely used industrial particle-analysis techniques.
Sieving
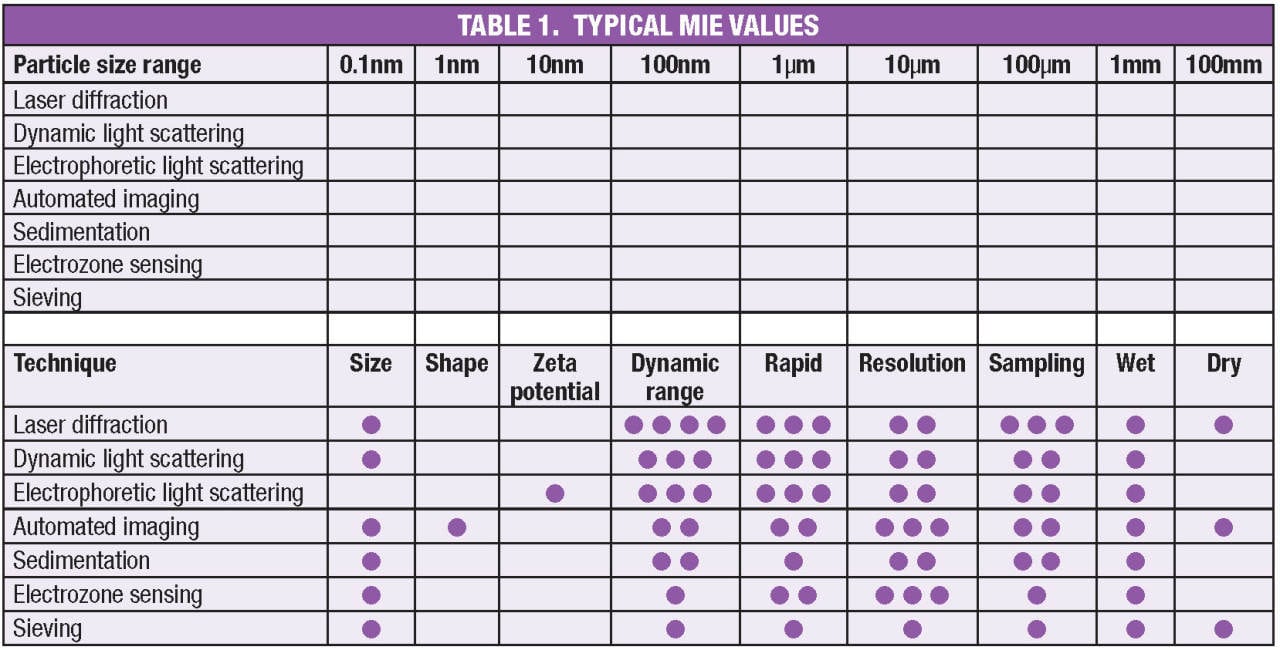
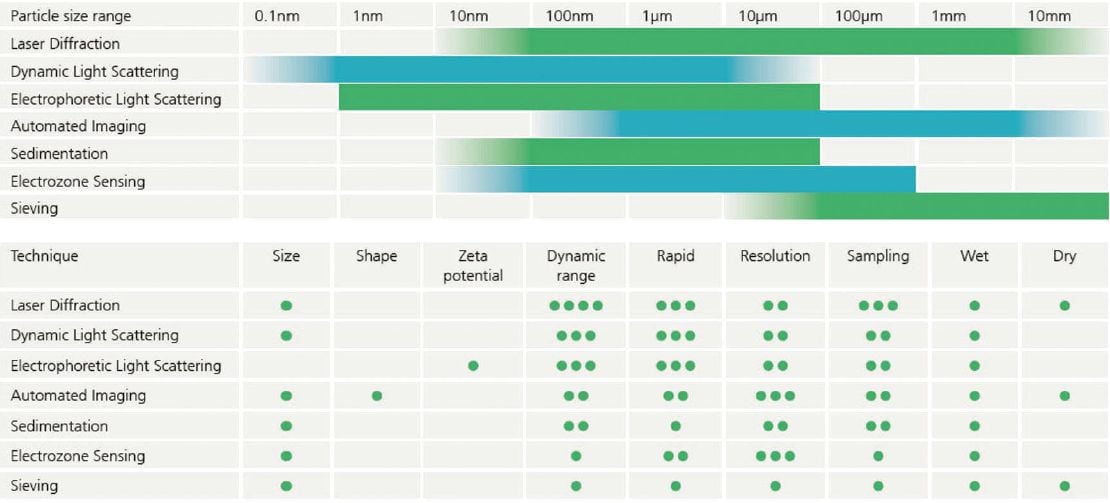
Sieving determines particle-size distributions by measuring the mass of material that passes through progressively finer meshes.The measurement range for sieving is about 100µm to 10 mm.
Key advantages. Sieving is a well-established technology and forms the original specification for many products. Further, relative to other techniques, it is simple, inexpensive, easy to use and requires little training.
Limitations. Results are prone to operator-to-operator variability, and measurement times are relatively long (5–10 minutes). The measurement resolution can be poor, as the number of size classes are few and wide (defined by the number of sieves in the stack), leaving the technique blind to subtle differences in particles. Measurements become more problematic for finer particles because they tend to agglomerate, causing sieve-blocking and, possibly measuring agglomerates, rather than primary particle size. Rigorous sieve examination and maintenance is essential for data integrity, but is time-intensive.
Most common uses. Uses include quality assurance (QA) and quality control (QC) across the solids-handling industries, most often in sectors where profit margins are tight.
Laser diffraction
Laser diffraction generates particle-size distributions from measurements of the angular variation in intensity of light scattered by a dispersed sample when it passes through a laser beam. The measurement range for laser diffraction is about 0.01µm to 3.5 mm.
Key advantages. Laser diffraction measurements take less than a minute. Calibration is not necessary, and with a modern system, routine maintenance requirements are minimal. Full automation reduces manual input to a minimum and at the same time, increases repeatability and reproducibility. Laser diffraction reports over 100 class sizes, providing good resolution for detection of particle-size-distribution changes. Robust process analyzers, for inline and online use, enable application of the technique from laboratory to process line, and for automated process control.
Limitations. Samples must be diluted for analysis, which may cause particle-size changes (dilution shock). The size-distribution calculation assumes the measured particles are spherical, so the results can be affected by changes in particle shape.
Most common uses. The technique is used as an alternative to traditional manual methods in industries from cement to pharmaceuticals, to accelerate R&D, enhance product quality, and to support automated process control.
Imaging
Automated imaging technology captures images of individual particles, and uses these to calculate number-based particle size and shape distributions. The measurement range is about 0.5µm to 1 mm.
Key advantages. Automated imaging produces microscope-quality images of thousands of particles in a few minutes. The added ability to quantify shape permits the efficient and robust differentiation of particle types in a sample, (for example, agglomerates from primary particles or contaminants from product particles). Compared with microscopy, imaging is faster and less subjective.
Limitations. Automated imaging, a laboratory technique, is slower than techniques like laser diffraction, and equipment costs are relatively high.
Most common uses. Uses include product development, QC and process troubleshooting, when size data alone is insufficient, and in the development of particle-sizing methods.
Dynamic light scattering
Dynamic light scattering (DLS) determines the diffusion speed of particles moving under Brownian motion from measurements of light scattering intensity, and converts this to a particle-size distribution using the Stokes-Einstein relationship. The measurement range is about 0.3 nm to 10µm.
Key advantages. DLS is non-invasive, allows complete sample recovery and offers fast, automated, high throughput analysis. Required sample volumes are very small (as little as 12µL) and with modern systems that incorporate backscatter technology, samples can be measured over a wide range of concentrations. New technology for online implementation is an important advance for process monitoring and automated control.
Limitations. Light scattering intensity scales with particle size to the power of six, so large particles in a sample can dominate a result. Although the accessible size range is good, the measurement resolution can be poor, especially when measuring polydisperse (wide) size distributions.
Most common uses. DLS is used in R&D, because of its ability to measure at the nanoscale using small sample volumes, but increasingly for process monitoring as particle-size specifications become finer, and for QC. Typical samples include proteins, polymers, emulsions and nanoparticles.
Editor’s note: The material for this column was authored by John Duffy, product marketing manager, Malvern Instruments Ltd., (Malvern, U.K.; www.malvern.com).