Thermal energy accounts for around 70% of industry’s final energy consumption in Europe. Solar collectors can provide the majority of this industrial process heat. Although the application of solar collectors for industrial applications will depend on the application and the location, two main arguments for using solar collectors are saving energy (and costs) and reducing environmental impact.
Saving energy and costs. The use of solar collectors reduces the consumption of fossil fuels. Depending on the application and location, an attractive financial return can be achieved by reducing direct fuel costs. In addition, a company using solar thermal energy becomes less affected by rising energy prices.
Protecting the environment. If less fossil fuel (for instance, heating oil) is burned onsite, then less pollution is released into the air. Using less fossil fuel also reduces CO2 emissions.
Potential not yet realized
The potential for using solar-thermal energy in the chemical process industries (CPI) is there. The technology is proven and there are professional companies providing technically advanced solutions across a wide range of required temperatures. Attractive financial returns can be achieved.
Nevertheless and until now, strong market penetration has not been achieved. Of the 245.1 GWth solar thermal collectors installed worldwide [ 1], less than 1% is integrated into industrial processes. A significant challenge that the solar industry faces is to increase the awareness of the possibilities of solar process heat. It is standard practice to install solar thermal systems in private households to provide warm water and support the heating system but on the other hand, there are only a few example installations used for industrial applications. The positive potential of using thermal solar energy is simply not considered frequently enough. Utilization ratios — the proportion of solar radiation reaching a collector’s surface that can be converted to usable process energy — of over 60% can be obtained by integrating solar thermal equipment in industrial systems. By comparison, photovoltaic systems typically have an efficiency of around 15%.
Solar thermal technology
Different collector technology is utilized depending on the temperatures involved. Figure 1 shows the major collector technology that is important for industrial applications together with the corresponding temperature levels achievable. Flat-plate collectors and evacuated-tube collectors can be used with a reasonable level of efficiency for temperatures of up to around 130°C. For temperatures above 130°C, concentrating collector systems, such as Fresnel collectors and parabolic trough collectors, are used.
| Figure 1. |
|||||||
 |
|||||||
| Flat-plate collector 50–100°C |
Evacuated-tube collector 80–130°C |
Fresnel collector 100–400°C |
Parabolic-trough collector 300–50°C |
||||
Fresnel collectors are especially appropriate for the generation of process heat due to their high surface efficiency, suitability of installation on flat roofs and low operating costs.
Solar process heat in the CPI
A large proportion of industrial process heat overall is located within the temperature range that can be obtained by using solar thermal collectors. The theoretical potential of solar process heat in the European Union can be seen from breakdown shown in Figure 2.
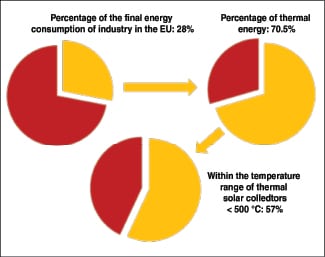
About 628 TWh are used for processes by the chemical industry in Europe annually [ 4]. This roughly corresponds to the energy generated by 60 nuclear power stations within one year. A large part of this energy is needed in the form of thermal energy.
Almost 43% of the thermal processes in the chemical industry are carried out below 500°C [ 5] and, by taking into account the economic and technical feasibility, can be partly powered with solar thermal collectors.
As an example, there are many locations where solar thermal technology can be used for distillation processes and for the manufacture of polypropylene. Due to the possibility of direct evaporation, commercially available Fresnel collectors are especially suitable for integrating into these processes.
Fresnel collectors
Technology. Using an array of mirrors, Fresnel collectors concentrate sunlight onto an absorbing tube (Figure 3) and generate thermal energy within the range of 100 to 400°C.
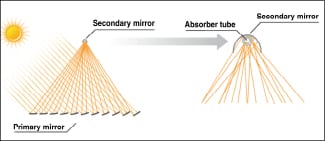
The collector system can be used over a wide power range using modular techniques. It can be flexibly integrated into existing steam networks.
Fresnel collectors are used for very different processes. A recently commissioned system heats a drying oven of a paint shop used in the automobile industry. Such paint shops offer an enormous potential for reducing energy costs. One system uses about as much energy as a small city with 50,000 inhabitants.
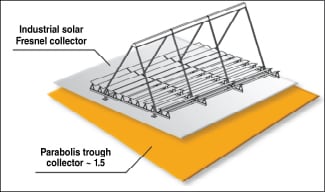
In order to use thermal solar energy, sufficient surface area is necessary to expose the collector to the sun. For industrial plants, it is often the case that more energy is required than the amount of solar radiation energy that can be obtained from the available roof area. Solar thermal energy and especially Fresnel collector installations are favored because, by comparison, a higher level of usable surface area is obtained.
For example, to achieve a maximum output of about 10 MW, an area of approximately 20,000 m2 is required for a Fresnel collector, whereas a parabolic trough collector would require approximately 1.5 times more area for the same output.
Economics. Long-term investments, such as those for buildings or energy systems, have a very low risk profile. Simultaneously, and over a long period of time, they can save money or rather generate it.
In order to obtain a meaningful evaluation of such an investment it is also necessary to consider them over a long time period. Usually, the internal rate of return (IRR) is used as a criterion for assessing the economic viability of an investment. For a typical process-heat system with Fresnel collectors from the authors employer, an IRR of between 5 and 30% can be achieved according to current energy prices, the predicted rate of inflation for energy and the lifespan of the system (Figure 4).
The amortization period lies between 4 and 10 years (Figure 5). After that, the plant has very low operating costs and, depending on the size of the plant, the price for solar heat is below €0.01/kWh. The deciding factor for investing in an energy saving system is frequently the amortization period. In industry, amortization periods of between 3–5 years are expected. If the rate of return instead of the amortization period is taken as the basis for a decision to make an investment, a solar thermal system generally performs better due to its long lifespan of 20+ years as opposed to the result from a quick glance at the amortization period.
Industrial companies usually opt for investments that relate to their core business and they avoid tying up capital over several years in peripheral investments. “Contracting” is an obvious solution in this case. This provides investors with safe and profitable investment opportunities and enables the company to obtain process heat for a low price from the beginning when the solar plant is operational.
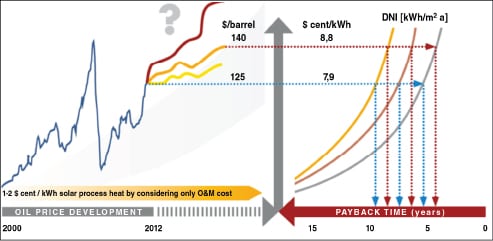 |
The prices for conventional energy sources that are replaced by solar energy are important for the economic efficiency. Depending on the location, fossil fuels are heavily subsidized by the government and retail prices sometimes are even below their extraction and processing costs. In areas where fossil fuels are less subsidized, solar energy can be utilized to provide an even higher financial benefit.
References
1. Werner Weiss, F. M., Solar Heat Worldwide. Gleisdorf, Austria: International Energy Agency, AEE Intec, 2012.
2. C. Lauterbach, B. S. Das Potential solarer Prozesswärme in Deutschland. Kassel, 2011.
3. Vannoni, C., Potential for Solar Heat in Industrial Processes. Rome, Italy: IEA SHC task 33, 2008.
4. Eurostat, C. C., Fuel and power consumption in the EU chemicals industry, 2010.
5. Eikmeier, B. G., Analyse des nationalen Potenzials für den Einsatz hocheffizienter KWK einschließlich hocheffizienter Kleinst-KWK unter Berücksichtigung der sich aus der EU-KWK-RL ergebenden Aspekte. Bremer Energie Institut; DLR, Institut für Technische Thermodynamik, Abteilung Systemanalyse und Technikberwertung, Bremen, 2005.
Author

Wolfgang Striewe is a technical sales engineer at Industrial Solar GmbH (Emmy-Noether-Str. 2, Freiburg, Germany, D-79110; Phone: +49 761 767111-24; Fax: +49 761 767111-99; Email: wolfgang.striewe@industrial-solar.de). Prior to this, he was a co-worker at the Fraunhofer Institute for Solar Energy Systems (Freiburg). He holds an engineering degree (Diplom) from HTW Berlin.