There are two main reasons why compressor capacity regulation is used. The most prevalent reason is to adjust the suction flow to match the process demand. The second reason is to save energy. As a rule, capacity control is determined by the compressor discharge pressure. Compressor capacity-control methods are utilized to maintain a required delivery under variable process conditions [1].
In this article, methods for controlling the capacity of reciprocating compressors are presented in detail. These methods are bypass recycling, unloader valves, clearance pockets, stepless valves and variable-speed drives. The advantages and disadvantages of each method, as well as their applications, are presented.
In addition, auxiliary devices and packages used under transient conditions (namely, during startup, shutdown and maintenance) and during normal operation are described. Barring devices (gear), hydro-jacking systems, frame lubrication systems and cylinder lube oil systems are explained. Finally, a recommended procedure for starting up and stopping a reciprocating compressor in single and parallel operation is presented, along with some major points that should be taken into consideration by plant operators.
Capacity control methods
Bypass control. As the name implies, this control method uses an external bypass around the compressor to recycle gas from the compressor discharge to the inlet, or to the atmosphere in the case of an air compressor. The take-off point for the bypass must be downstream of a heat exchanger so that cooled gas will be spilled back to the suction. If there is no exchanger in the discharge, the bypass must branch into the suction line upstream of an exchanger.
Alternatively, a cooler may be placed in the bypass line. In any case, the bypass should tie-in upstream of a suction knockout drum so that any condensate resulting from the expansion cannot enter the compressor. Bypass control is preferred over other control methods because of its smoothness, simplicity and low initial costs. It is, however, inefficient because excess compressor capacity is expanded across the control valve in the recycle line. For this reason, this method is commonly accompanied by the use of inlet valve unloaders or clearance pockets, which reduce compressor capacity in discrete predetermined steps [1–5].
In multistage compressors, a bypass around the first stage or a partial bypass can be used. Because of decreasing discharge pressure, the absolute power input would be reduced in this way, although the mass flowrate is increased as shown in Equations (1) and (2).
(1)
(2)
Where:
W = Compressor power
m = Rated mass flow
Mw = Gas molecular weight
p2/p1 = Compressor ratio
K = Gas specific-heat ratio
Tin = Gas inlet temperature
PD = Compressor piston displacement
Q = Compressor flow
C = Compressor clearance volume
R = Ideal gas constant
It must be remembered that a reduction in the flow to the second stage causes a drop of all inter-stage pressures, and consequently it can lead to excessively high-pressure ratios and discharge temperatures in subsequent stages. Moreover, this pressure shifting may cause an overload in the last stage. Thus, there should be a limitation on the maximum by-passed flow in multistage equipment. The minimum capacity that can be obtained depends on the number of compression stages.
The more stages used for a given overall compression ratio, the wider the achievable control range.
Inlet valve unloaders. Valve unloaders are mechanisms that are held open or bypass one or more cylinders’ inlet valves at each end of double-acting cylinders. This provides complete unloading of one or both ends of the cylinder. For a single-cylinder compressor stage, valve unloaders can achieve three-step unloading that provides nominal cylinder capacities of 100, 50 and 0%; and two-step unloading that provides cylinder capacities of 100 and 0%. Thus, considering two cylinders per compressor, the capacity can be controlled in five stages 100, 75, 50, 25 and 0%.
Three-step (100, 50 and 0%) capacity control is used on some general purpose machines, such as air compressors. This method of control requires more cyclic actuation of the unloaders than five-step control. Therefore, three-step control is more detrimental to machine components — especially to valves.
Standard API 618 [6] introduces three unloader types: finger, plug and port. The finger type unloader is not recommended when other types are viable. Plug type unloaders should be installed on extra suction ports. A minimum number of valve unloader steps should be considered in order to maximize compressor reliability.
Unloaders should be pneumatically operated by instrument air and equipped with positioner indication. The unloader actuator should be sized to operate on minimum air pressure as well. Nitrogen purge ports should be provided for all types. The unloader stem packing should be provided with a lantern ring and a nitrogen connection for the purging of leak gas. All purge and vent connections should be piped up to a single purge and vent connection. All lines to and from unloaders are to be AISI 316 L stainless steel [6, 7].
It should be noted that there are some restrictions on actuator sizing at suction pressures higher than 70 barg.
Clearance pockets. Cylinder delivered capacity can be reduced by increasing the cylinder clearance volume; this is done by a clearance pocket. There are two types of pockets: fixed and variable. Opening the pocket reduces the cylinders inlet volumetric flow by trapping additional gas in the larger clearance volume at the end of the piston stroke. Consequently, clearance-pocket flow adjustment is frequently applied to the head end only, leading to a maximum of 50–60% reduction in the head end capacity and a 25–30% overall capacity reduction in a double acting cylinder [8].
Valve unloaders combined with clearance pockets can provide five-step unloading leading to nominal cylinder capacities of 100, 75, 50, 25 and 0% in a compressor with only one cylinder. This means that 75% capacity is achieved by opening the head-end clearance pocket, 50% load makes use of the crank-end valve unloader, 25% load makes use of the crank-end valve unloader and head-end clearance pocket simultaneously and 0% load is achieved by activating the valve unloaders on both ends of the cylinder.
At compression ratios below 1.7, the pocket volume becomes very large relative to cylinder size, thus, it should not be used in this case [2].
Clearance pockets can be arranged for local manual operation, manual/pneumatic operation, or automatic/pneumatic operation. However, the automatic/pneumatic type is preferred.
Using clearance pockets is usually restricted to services with cylinder inlet pressures less than 70 barg.
Stepless capacity control. A stepless capacity control system, known as reverse flow control, can provide a capacity range of approximately 100 to 40% of rated capacity; however, more turndown ratios have become feasible recently. In this system, an unloading device is fitted to each suction valve. At partial loads, the unloading device does not allow the inlet valve to close when the piston is at its bottom dead center position, but rather delays the closing in a controlled way. Consequently, an amount of gas, which can be adjusted, is allowed to return to the compressor inlet manifold before the compression starts. As the piston velocity increases in the compression stroke, it pushes gas in reverse flow back out the inlet valve faster and faster. This creates a larger and larger gas drag force on the inlet valve plate that eventually overcomes the unloader force and closes the inlet valve. Applying this type of control requires economic justification. In general it is not recommended because of limitations in performance accuracy and fatigue consequences on the valve plate and seat [7].
Inlet throttling. This method of capacity control is not recommended because pressures lower than normal inlet pressures cause higher piston-rod loads and discharge temperatures. Consequently, the mass flow range that can be safely achieved in this regard is normally too low to suit process needs.
Variable speed drive.Reciprocating compressors should normally be specified for constant-speed operation in order to avoid excitation of torsional, acoustic and mechanical resonances. When variable-speed drivers are used, all equipment should be designed to run safely throughout the operating speed range, up to and including the trip speed [6]. Gas engine drives, which could operate in a 75 to 100% speed range, make use of variable speed method for flow control. Operation below 75% is normally done by bypass control and inlet valve unloaders or clearance pockets [9–12].
Startup unloading. Some means of unloading for startup is usually required because drivers lack sufficient torque to accelerate the train rotating parts under positive displacement compression loads. Inlet valve unloaders and external bypasses are the two most commonly used methods for startup unloading. The machine should be capable of starting with operating suction pressure on each stage. An unloading system may be designed to operate automatically on a voltage dip for service continuity where automatic reacceleration of motor driven compressors is required.
Compressor operation modes
Auto mode. In the automatic (auto) mode of operation, the compressor meets the demand of all the main processes, including all cases of operation requested by the equipment datasheet. In some cases, operation with nitrogen is also requested for pre-commissioning, cleaning purposes, testing of the automatic functions and leak testing of other equipment. In this mode, the machine is controlled automatically. When the compression gas is changed, set point values are only adjusted for the new condition with no change in control procedure.
Maintenance mode. In this mode, during which the compressor is at standstill, all auxiliary drivers (such as auxilliary oil pump, water pumps, and bypass valves) can be manually started by operators.
Off mode. In this mode, all drivers are out of operation, and standby functions are disabled. This mode will be activated only when the compressor is not running; otherwise, selecting the off mode will have no effect on the operation of the compressor.
Mode selection between auto, off and maintenance is done within the distributed control system (DCS). A compressor is provided with several local instrument boards (LIBs), with gages for indicating pressure, temperature, flowrate and level of process gas, lubrication oil and other utilities (such as water, air and nitrogen), during compressor operation in all modes. Additionally, the LIB shows whether local motor-control stations are also available for local starting and stopping of auxiliary equipment in maintenance mode. Auxiliary motors also have local motor-control stations located within a few meters from the associated auxiliary-drive motor. Visualization and control of the compressor operation is normally done from a central control room (CCR) station.
Compressor auxiliary systems
Hydro jacking device. For large reciprocating compressors and motors, manufacturers consider adding an additional system to the equipment in order to lessen the breakaway torque in the bearings in transient conditions (startup, shutdown or maintenance). For this purpose, one oil pump is usually added in series after the lubrication pump. A jacking oil pump assures lasting oil film existence between bearing and journal (shaft) surfaces at the instant a rotation commences.
Barring device. The compressor should be fitted with a barring device (barring gear), which can be manual, electrical or pneumatic. This device is used only for maintenance, while the compressor is stopped. For compressors with a rated power equal to or greater than 750 kW (1,000 hp), and torque requirement equal to or greater than 1,600 Nm (1,200 ft-lb), either the electrical or pneumatic type should be considered. Manual barring may be achieved by turning the flywheel. The barring device should be designed so that gas forces acting on the pistons cannot cause the compressor either to accelerate or to rotate in the reverse direction. With the barring device engaged, it should not be possible to start the compressor [6].
Manual barring devices should have a locking feature, whereas pneumatic and electrical devices should incorporate appropriate safety switches or measures for interlocking with the main driver. Moreover, a pneumatic system should be equipped with an air-supply inlet filter and oiler, and a four-way control valve for operation in forward or reverse directions.
The barring device should be designed to enable barring over the pressurized machine at suction pressure. Before the barring device is enabled to start, the hydro jacking of compressor and main motor have to be started, and the minimum pressure must be obtained.
The barring device operates with a local push button (forward and reverse) on the local panel near the motor. The barring device motor works only while one of the push buttons is pressed; release of the button stops the barring device and locks the crank gear. When maintenance is finished, the stopped barring gear must be moved back in the “turn wheel free” position, which is displayed on the DCS system.
Compressor frame lubrication system. A frame lubrication system is pressurized through two electrically driven oil pumps. One is used for normal operation (main pump) and the second is in standby mode as an auxiliary pump for necessary conditions. A crankshaft-driven main pump is allowed per API 618, but for large machines, each oil pump should be individually equipped with an electrical motor.
In auto mode, the main oil pump has to be started before starting the compressor main motor. Generally, pre-lubrication time is set for approximately one minute. When pre-lubrication time has passed, the startup condition Pre-lubrication time passed is activated and displayed on the DCS.
When neither the low-lube-oil pressure alarm nor the low low-lube-oil pressure alarm is activated, the hydro jacking pump and subsequently the main motor are permitted to start. During normal operation of the compressor, the standby oil pump should be in auto mode and start automatically when a low-oil-pressure alarm is triggered on the DCS.
If the low low-oil-pressure signal lasts more than a specified time (usually 2 s), the compressor main motor should be stopped immediately by a shutdown (trip).
Since the compressor is stopped normally, post lubrication is started; this means that the lubrication oil pump will continue to run for a minimum of approximately 2 min. When post lubrication time has passed and the normal stop sequence is accomplished, the oil pump can either be stopped by the operator or continues running. Note that in maintenance mode, the frame oil pump can be started individually.
Moreover, the operator can enable the oil heater by pushing a button in the DCS. If the heater is enabled, the temperature of the frame lubrication oil is controlled by the switch controller inside the heater. Note that the crankcase oil temperature should not exceed 70°C (160°F).
For safety reasons, the heater is interlocked and must be switched off when the low low oil level is activated. It should be noted that during compressor operation, the heater shall always be stopped.
Compressor cylinder lubrication system. The cylinder lubrication system is pressurized by electrically driven multiple-plunger-type oil pumps (plunger per point) or by the divider block method. However, using a divider block system is not recommended because of complexity and low reliability.
The cylinder lubrication system will be started locally if the cylinder oil-tank level is fulfilled (above low level).
When the pre-lubrication time (approximately 2 min) has elapsed, the compressor start condition “cylinder pre lubrication time passed” is fulfilled and displayed in the DCS, and the over lubrication time starts. The total time of the cylinder lubrication pumps running without the main motor running is cumulative via cylinder lubrication time.
The compressor main motor must be started within the over lubrication time (approximately 5 min) to prevent accumulation of oil in the cylinder.
If the total over-lubrication time has elapsed and the main motor is still not running, a compressor main-motor-start inhibit will be activated and an alarm “remove oil collected in cylinders before re-start” appears on the DCS.
Resetting the over lubrication time alarm will be done by slowly rotating the compressor for a number of revolutions (usually two or three) by a barring device to distribute the accumulated lube oil among the compressor cylinders. At this time, the alarm can be reset in the DCS manually.
During cylinder barring-over or maintenance operations, the cylinder lubrication should not be activated.
At compressor normal stop, post lubrication time starts for approximately 2 min, and the cylinder oil pump switches off automatically afterwards. By pressing the emergency stop, the cylinder oil pump stops immediately and no post lubrication is carried out. The cylinder lubrication-oil pumps should run while the compressor main motor is running. In the event of low flow, an alarm will be triggered in the DCS and in the case of low low-flow, compressor trip action will be activated.
Moreover, the operator can enable the oil heater by pushing a button in the DCS. If the heater is enabled, the temperature of the cylinder lubrication oil is controlled by a switch controller inside the heater body. The heat density of the heater should be limited to 2.3 W/cm2 (15 W/in.2). A temperature switch prevents overheating. An over temperature switch activates an alarm and switches off the heater. For safety reasons, the heater is interlocked and must be switched off when the low low-oil level is activated.
Compressor cooling water system. Minimum cooling water flow to the cylinders and packings is one of the allowed conditions for starting the main motor. As long as low flow is detected during normal running, an alarm will be triggered in the DCS. In a closed cooling cycle, the system is pressurized through two electrically driven water pumps. One pump is used for normal operation (main pump) and the second is in standby mode as an auxiliary for necessary conditions. For the compressor to get a permissive start, it is necessary to run the main water pump in order to deliver a minimum required flow of cooling water. Auxiliary water pumps can be started, as long as the water-pressure or low-flow alarm is activated in the DCS.
Main motor purging system.The main-motor purge system is an independent working system. In EExp” drivers, the motor becomes explosion-proof by pressurizing its cage. The main drive motor should be started only if it has been purged with air for a period of time specified by the motor manufacturer. (Purge time is approximately between 30 to 60 min).
Preparation before starting
Before the compressor is allowed to be started, the following checks and conditions have to be fulfilled in the field:
Check if the cooling-water supply valves are open (for inter-stage gas- and oil-system coolers). Moreover, the cooling water specifications, such as flowrate, temperature and pressure, should be verified with design conditions by local instrument devices. Check the oil level in the tanks; it has to be above the minimum level on the oil sight glass.
Check if the lube oil systems are ready for operation and the manual valves are in the correct position.
Drain valves of all process pipes and vessels (including pulsation dampeners, inter-stage coolers and separator drums) have to be checked for the presence of liquid. If liquid is present, it should be drained. Otherwise, liquid would be carried over to the cylinder and damage the compressor when starting the main motor.
Check if all utilities including instrument air, hydraulic oil (for high-pressure valves actuation) and nitrogen for purging of pressure packings are available.
The main drive motor should be started only if it has been purged and the pre-lubrication time of the crank gear and cylinder have passed. This should be considered at the time of starting the compressor.
Check the operability of all voltage circuits and the shut down system.
The oil pumps can be started at minimum ambient temperature, whereas the compressor only when the lube oil temperature is above the minimum temperature recommended by the manufacturer (about 15°C). Hence, frame and cylinder lubrication heater and tracing system should be on (temperature start permissive of motors).
The compressor should be barred over by a barring device (for two to three revolutions) to ensure that liquid is not present in cylinders.
Start inter-lock system. Before compressor startup, several parameters (such as level, pressure, temperature and flowrates) are checked and compared with set point values, specified by the compressor manufacturer in the set point list (set point lists include all instrument devices’ set values specifying alarm or trip signals). Afterwards, compressor start permission can be passed by the DCS and the next step will be executed. Note that interlocks will only prevent the start sequence from continuing, or will interrupt the start sequence unless all specified conditions are fulfilled; interlocks are not trip signals.
Depending on the manufacturer and user concerns, an interlock system could be varied, but interlocks (alarm conditions) below are considered in most applications. An alarm is a signal generated automatically from an irregular state, which does not lead to a compressor shutdown.
The start sequence will be aborted if an alarm occurs. In other words, an alarm will inhibit the start of the machine as long as it is active. Alarms and warnings do not stop the compressor. Causes of alarms must be investigated and rectified immediately by operators, or else they could cause the machine to trip (shutdowns). The compressor is ready to start if none of the following alarms are active:
• Low lube-oil tank level
• Low cylinder oil-tank level
• Low suction pressure
• High discharge pressure
• Low packing-purge pressure
• Low cylinder lube-oil flow
• Low crank-gear oil pressure
• Low crank-gear oil temperature
• High oil-filter differential pressure
• Bypass valves over stages are opened
• Barring gear is in safe position (barring gear disengaged)
• High level in separators
• Low compressor cooling-system flow
• Compressor has been barred over for a minimum of 1 min (mandatory if cylinder over-lubrication time has elapsed before)
• Crank-gear lube-oil pump pre-lubrication time has passed
• Cylinder pre-lubrication time has passed
A trip is an irregular state that requires an immediate and automatic shutdown of the compressor in order to avoid damage to the equipment and personnel. Note that prior to shutdown an alarm will be indicated in the DCS to warn the operators. The following trips commence the normal stop procedure at any time of operation.
The compressor is ready to start if none of the following shutdown conditions are active. The start sequence will be aborted if a trip occurs.
• High high-suction-gas temperature
• High high-discharge-gas temperature
• Low low-gas pressure on suction side
• High high-level in separators
• High high-main-bearing temperature
• High high-vibration on compressor casing and rod drop low low-upstream-bearings oil pressure
• Low low-cylinder lube-oil flow
Starting sequence of the compressor in auto mode.Regarding compressor-package control philosophy, it could be started from the DCS or LCS (local control station). After startup, all functions will be carried out through the DCS automatically. Bypass valve controllers should be activated by the operator when the compressor start sequence has been completed successfully. For the compressor starting procedure to be deemed successful, the position of the manual valves must be as follows:
• Gas suction isolating valves are open
• Gas discharge isolating valves are open
• Blow-off valve and vent valve to safe location, flare, and atmosphere are closed
• Control valves and isolation valve on separator drain are open
• Shut-off valves for pressure instruments are open
• Bypass of separator drain is closed
• Separator drain valves have been put in auto mode, and their relevant interlocks are activated
The preconditions for startup sequence are as follows:
1. All heaters, including oil heaters and the motor space heater, must be switched on.
2. Purge air must be available. If the purge time of the main motor has elapsed, the message “purge end” is displayed in the DCS.
3. The compressor has been barred over. To do this, first the compressor’s operating mode should be changed to maintenance mode in the DCS, and the operator in the field should engage the barring device manually. Then, the frame oil pump is started and compressor/motor jacking oil pumps will be started (with delay) afterwards because barring device operation is only possible as long as the hydro-jacking inlet-oil pressure alarm is not activated. At this time, barring over should be enabled from the local panel by pressing two buttons for operation of barring gear in clockwise and reverse direction. It should be noted that, none of pre-lubrication time, low-oil-temperature, or the lube-oil-pressure alarms should be activated. When barring over time (approximately 5 min) has elapsed, the operator should de-engage the barring device and remove any oil.
4. No low cooling-water-flow alarm.
5. No low-level alarm on interstate separators.
6. No low-level alarm on oil tanks.
7. No high-temperature alarm on the main motor.
Permission to start. At this stage, the frame oil pump is started, and the jacking pumps of the main motor and compressor will be started if pre-lube time, low oil temperature and low-pressure alarms are not active. Additionally, the following conditions should be satisfied:
• No low-suction-pressure alarm
• No high-discharge-pressure alarm
• Barring device in safe position (disengaged)
Next, the cylinder lubrication pump will be started if all preconditions are fulfilled. This will also start the cylinder pre-lubrication timer. If the cylinder pre-lubrication time has elapsed, the compressor start condition “cylinder pre-lubrication time passed” is fulfilled and will be displayed in the DCS and over-lubrication time starts afterwards. The cylinder lubrication timer should be programmed as a cumulative timer. If it is not reset, it will accumulate the total time of the cylinder lubrication pump running while the main motor is not running up to the over-lubrication time limit. During this time range, it allows multiple startups as long as they are within the over-lubrication time.
If the over-lubrication time has elapsed and the main motor is not running, the start-up sequence will be cancelled and an alarm to remove collected oil appears in DCS. Accumulated oil in the cylinders has to be removed by turning the barring device before another starting sequence commencement.
Since cylinder lube-pump start is the last step in the start sequence prior to motor starting, impact on plant availability is minimized.
If the main motor starts while over-lubrication time has not elapsed, motor space heaters and lube oil heaters will be stopped at the same time. Moreover, for approximately 2 min, the low low-pressure trip on the compressor suction will be overridden to allow a stable condition without tripping the machine. After that, the overridden function will be deactivated.
The jacking oil pump will be stopped 1 min after a successful start of the compressor. In this position, the compressor is now running at no load condition. In order to obtain the desired discharge pressure for each stage, the bypass valve setting must be performed manually. For this purpose, the first stage bypass valve shall be enabled to control suction pressure automatically. Note that automatic control capability of all bypass valves will have been deactivated during startup. At this time, close the second-stage discharge to first stage’s discharge bypass valve gradually until the desired second-stage discharge pressure is obtained. For the last stage, the desired pressure is obtained by closing the discharge isolating valve. In this way, the stroke position of the previous bypass valves are slowly adjusted to control pressure between each stage. Thus, the compressor runs in 0% capacity continuously and bypass valve positions are set for 0% capacity (or 100% turndown). It is of high importance to close the bypass valves slowly and gradually to stabilize the conditions and prevent overshooting of discharge pressure.
Note that in compressors, which are only started by bypass method, the starting procedure is performed with bypass valves fully open. If an unloader valve also exists, the bypass valves are fully closed and unloader devices open the inlet valves, until compressor reaches the rated speed at 0% capacity. Due to increasing suction-valve temperature in this condition, the compressor is usually run between 5 to 10 min as maximum.
After that, the performance step is increased by loading each cylinder chamber in the sequence shown in Table 1 for a compressor with two double-acting cylinders (HE = cylinder head end, CE = crank case cylinder end).
| Table 1. Loading sequence for a compressor with two double-acting cylinders | ||||
| For 0% load (X = Loaded; 0 = not loaded) | ||||
| Cylinder A | Cylinder B | |||
| Time (min) | HE | CE | CE | HE |
| Maximum (5-10 min) | 0 | 0 | 0 | 0 |
| For 25% load (X = Loaded): | ||||
| Cylinder A | Cylinder B | |||
| HE | CE | CE | HE | |
| 0 | X | 0 | 0 | 0 |
| 5 | 0 | X | 0 | 0 |
| 10 | 0 | 0 | X | 0 |
| 15 | 0 | 0 | 0 | X |
| 20 | Return to 0 Min. | |||
| For 50% load (X = Loaded): | ||||
| Cylinder A | Cylinder B | |||
| Time (min) | HE | CE | CE | HE |
| 0 | X | 0 | X | 0 |
| 5 | 0 | X | 0 | X |
| 10 | Return to 0 Min. | |||
| For 75% load (X = Loaded): | ||||
| Cylinder A | Cylinder B | |||
| Time (min) | HE | CE | CE | HE |
| 0 | X | X | X | 0 |
| 5 | 0 | X | X | X |
| 10 | X | X | 0 | X |
| 15 | X | 0 | X | X |
| 20 | Return to 0 Min. | |||
| For 0% load (X = Loaded): | ||||
| Cylinder A | Cylinder B | |||
| HE | CE | CE | HE | |
| No Limitation | X | X | X | X |
After a period of time (adjustable between 5 to 15 min), in each performance step, solenoid valve activation on unloaders will be automatically switched over. This switching prevents increasing the temperature of the suction valve. Moreover, if purchase requisition states that the compressor shall run at 0% capacity for a long time, the compressor should run at 25% step capacity, and total flow is recycled by bypass valve thereafter. Due to unbalance matters, minimum load on each stage could be changed to 50%. Note that compressor mechanical stability must have priority over energy consumption.
Bypass valves
In this section, we investigate the capacity control procedure of a reciprocating compressor with bypass valves in two stages. As a principle rule, each stage is controlled with one bypass valve, which is independent of the other bypass valves, but valve setpoints are adjusted together and finalized during the compressor commissioning period. Per API recommendation, the maximum predicted discharge temperature on each stage should not exceed 150°C (300°F). This limit applies to all specified operating and load conditions. However, in actual designation, this limitation is decreased to 135°C (275°F) by compressor manufacturers.
To control discharge temperature, pressure ratio or differential pressure is a parameter that is considered as a controlling value. Designers mention relevant settings in the instrument set-point-list document.
Figure 1 shows an example of a typical capacity-control diagram. In this figure, PCV is pressure control valve and PT is pressure transmitter. The main objective of the capacity control is to maintain constant suction pressure (PT1). The capacity of the compressor is controlled by bypass over the first stage (PCV1) and bypass over the second stage (PCV2). If compressor suction pressure PT1 is decreased, the first stage bypass valve (PCV1) could be opened continuously up to a percent of stroke (between 50 to 60%) until suction pressure (PT2) is above the setpoint of the minimum suction pressure in the second stage.
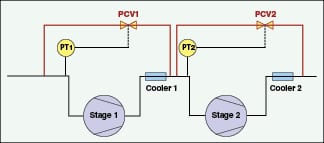
If suction pressure (PT1) still falls, controller will open the second to first stage bypass valve PCV2. This bypass valve will open continuously to 100%. Now the first stage bypass (PCV1) will be able to control the main suction pressure (PT1) with PCV2 in parallel. Thus, the desired pressure is obtained by high-pressure gas, which is recycled through first- and second-stage bypass valves.
When both valves are fully open, the compressor will operate in full recycle mode, until suction pressure is increasing again. When suction pressure is increasing, the bypasses will close in reverse.
Rapid valve movement causes rapid load change on the compressor. To prevent this from happening, the bypass characteristic is linear and the stroke travel rate is approximately 2 min; however, this rate can be adjusted during compressor commissioning.
Please note that, in case of higher capacity requirements, increasing the suction pressure (PT1) could increase the compressor capacity.
Bypass and unloading valves
In most process applications, compressor capacity control is established by a suction pressure controller acting on the bypass valve and step capacity control (0, 25, 50, 75 and 100%). The choice of the step depends on the setpoints of the bypass valves.
Up-stepping is one-step increasing in capacity, for example, 25 to 50% and down-stepping is one step decreasing, for instance, 75 to 50%.
The suction pressure controller reaches a balance in opening or closing the bypass valve depending on actually adjusted step load (0–25–50–75–100%) and actual flow through the compressor. If the actual bypass flow is smaller than 30% and higher than 5%, no up- or down-stepping action is required in the step capacity control. This means that suction pressure is only controlled by the stage bypass valve in this case.
If bypass flow is lower than 1% or for a time duration (approximately 3 min) lower than 5%, bypass flow is very small, and therefore, the suction pressure controller is not able to maintain suction pressure with fully closed bypass. The step capacity control has to make the up-step, increasing the compressor performance over 25% by adjusting the next higher step.
Increasing compressor performance will cause a momentary suction pressure drop. Hence, time delay (1 min) is considered to prevent activation of low or low low-suction-pressure alarms or trips. After a certain time, suction pressure will reach stability again and restore the suction pressure to its normal value.
If bypass flow is higher than 35% or for a time duration (approximately 3 min) higher than 30%, bypass flow is very high and the compressor is wasting energy. To avoid unnecessary bypass flow, the step capacity control should perform down-stepping, decreasing the compressor performance by 25%. Decreasing compressor performance will cause a pressure peak in suction. Consequently, a time delay (approximately 1 min) should be considered to prevent activation of high or high high-suction-pressure alarms or trips. After passing a certain time duration, the suction pressure will reach stability again and restore the suction pressure to its normal value.
The lowest automatic down-step will be to 25%. The 0% performance step is only used in compressor start-up and shutdown sequences.
Compressor parallel working. Generally, 10% increasing flowrate is performed by increasing suction pressure, but in many applications, two compressors are needed to send out enough flowrate downstream of the system. For this purpose, one of the compressor controllers will be master and the other the slave. The master takes the control decisions about suction pressure control and up- and down-stepping of the capacity. A slave compressor always follows the master decisions.
To start two compressors, when the master machine is stable at 100% capacity, the slave machine should be started in 0% load. Then, during several steps, performance of both are equaled as much as possible. In this regard, in each stage, 25% of master compressor capacity (one step) will be decreased and 25% capacity of slave machine will be increased subsequently. Meanwhile, enough time delay (approximately 1 min) between each step should be considered so that flow stability is obtained at suction of compressors.
The conditions for up- and down-step criteria are the same as for single compressor operation and are shown in Table 2.
| Table 2. Conditions for up- and down-stepping parallel compressors | ||||
| Up-stepping: | ||||
| Compressor load B (Slave) | Compressor load A (Master) | |||
| 25% | 50% | 75% | 100% | |
| 25% | Upstep A | Upstep B | Upstep B | Upstep B |
| 50% | Upstep A | Upstep A | Upstep B | Upstep B |
| 75% | Upstep A | Upstep A | Upstep A | Upstep B |
| 100% | Upstep A | Upstep A | Upstep A | No Action |
| Down-stepping: | ||||
| Compress or load B (Slave) | Compressor load A (Master) | |||
| 25% | 50% | 75% | 100% | |
| 25% | No Action | Downstep A | Downstep A | Downstep A |
| 50% | Downstep B | Downstep B | Downstep A | Downstep A |
| 75% | Downstep B | Downstep B | Downstep B | Downstep A |
| 100% | Downstep B | Downstep B | Downstep B | Downstep A |
If the operator decides to take out one of the two running compressors, the selected compressor will be stopped with the following automatic steps with a time delay (approximately 1 min):
The load of the selected compressor will be decreased by 25%. At the same moment, the load of the compressor that is intended to remain in operation will be increased by 25%. This method will be repeated until the selected compressor is completely unloaded (at 0% capacity).
Stopping the compressor
Generally, three compressor-stop methods are considered regarding the permitted overhaul time of compression units and the safety level of the machine for plant protection.
Normal compressor stop. A normal shutdown is manually initiated by the operator from the DCS or LCS, if the compressor needs to be stopped for reasons such as overhauling the machine or unit maintenance. The following actions will be taken automatically afterwards:
• All bypass valves will be opened by a slow ramp up to fully open position. Note that ramp shall be set slowly enough to avoid over pressurization of lower stages downstream of the bypass valves
• The hydro jacking pump of the main motor and the compressor will be started
• The main motor will be stopped, and all control valves will be de-energized and return to their fail position, especially bypass valves, which will be closed
• The isolating suction valve will be forced closed, and the frame lube-oil pump and cylinder-oil pump will continue to run after post-lubrication time
• Oil tank heaters and the motor space heater will be enabled
• At last, the discharge isolating valve will be closed and the compressor will be manually depressurized by relief valves (vent valves) installed in each stage
Automatic stop based on trip. The automatic shutdown of the compressor is used to avoid damage of equipment and to ensure personnel safety. This stop sequence is exactly the same as a normal stop, except that the bypass valves are not opened at the first step.
Emergency stop. In case of danger, manual actuation of the emergency push buttons, located around the machine or on the emergency shut down (ESD) panel, shall switch off all the electrical consumers (main motor, oil pumps, heaters, solenoid valves on bypass valves and so on). This stop sequence is similar to automatic trip stop except that no post lubrication is needed by frame and cylinder oil pumps.
Final remarks
Most reciprocating compressors are specified for constant speed operation to avoid excitation of torsional critical speeds. For all constant speed applications, it is recommended that an automatic bypass control be provided. For more flexibility of the system, an unloader valve or pocket may be furnished to decrease power loss during turndown capacity. Moreover, if the stepless method is employed, it should be supplemented with a bypass control arrangement.
References
1. Bloch, Heinz and Soares, Claire, Process Plant Machinery, 2nd ed., Elsevier Science & Technology Books, November 1998.
2. Bloch, Heinz P. and John J. Hoefner, Reciprocating Compressors Operation & Maintenance, Gulf Publishing Co., 1996.
3. Bloch, Heinz P., A Practical Guide To Compressor Technology, 2nd ed., John Wiley and Sons, 2006.
4. Hanlon, Paul C., Compressor Handbook, McGraw-Hill, N.Y., 2001.
5. Chlumsky, Vladamir, Reciprocating and Rotary Compressors, SNTL- Publisher of technical Literature, 1965.
6. Reciprocating Compressor for Petroleum, Chemical and Gas Service Industries, API 618 5th ed., December 2007.
7. Southwest Research Institute, “Advanced Reciprocating Compressor Technology”, December 2005.
8. Leonard, Stephen M., “Fugitive Emissions Control Technology For Reciprocating Compressor Cylinders”, Dresser-Rand, Painted Post, N.Y.
9. Giampaolo, Tony, Compressor Handbook: Principles and Practice, the Fairmont Press, 2010.
10. Forsthoffer, W.E., Forsthoffer’s Best Practice Handbook for Rotating Machinery, Elsevier Science & Technology Books, 2011.
11. Forsthoffer, W.E., “Forsthoffer’s Rotating Equipment Handbooks”, Vol. 3, Elsevier Science & Technology Books, 2005.
12. Pichot, Pierre, Compressor Application Engineering, Gulf Publishing Co. 1986.
Authors

Ali Ghanbariannaeeni is a rotating equipment engineer at Nargan Engineers and Constructors Co. (Tehran CO 15 98 98 3116, Iran; Phone: +98-21-88-908-104-8; Fax +98-21-88-91-0173; Email: a.ghanbarian@nargan.com and alighanbariannaeeni@gmail.com). He is specialized in reciprocating, centrifugal and screw compressors, gas and steam turbines, process pumps, engines and electric machines. He obtained a B.S.M.E. degree from Iran University of Science and Technology (Tehran, Iran).

Ghazalehsadat Ghazanfarihashemi is a rotating equipment engineer at Sazeh Consultants Co. (Tehran CO 1587657413, Iran; Phone: +98-21-88-532-156-7; Fax +98-21-88-731-503; Email: gh.ghazanfari@sazeh.co.ir and ghazanfari.gh@gmail.com). She is specialized in reciprocating and centrifugal compressors, process pumps, engines and electric machines. She obtained B.S.ME. and M.S.M.E. degrees from Sharif University of Technology (Tehran, Iran).