New pump designs and smart technologies ensure long-term performance in chemical process applications
Chemical processes have some of the most demanding pump environments. Pumps are exposed to aggressive media and extreme operating conditions, while strict safety and environmental regulations, coupled with the high cost of lost production, leave zero tolerance for leakage and unplanned downtime. To provide long-term performance in chemical applications, equipment manufacturers are developing more robust pump designs and offering smart technologies to enhance reliability.
“In the chemical processing industry, fluids can be corrosive, abrasive, viscous, hazardous, shear-sensitive, volatile or temperature-extreme, and pumps often operate under variable pressures, intermittent flow and strict environmental and safety constraints,” says Steve Cox, regional sales manager – Americas with PSG (Downers Grove, Ill.; psgdover.com). “Pumps must reliably withstand these conditions, so the plant maintains safety, uptime and long-term performance.”
However, several challenges stand in the way of pump reliability, according to David Olsson, chief scientific officer with CP Pumpen AG (Zofingen, Switzerland; cp-pumps.com). “In practice, many problems are caused by small mismatches, such as material selection, thermal behavior or operation away from the design point,” Olsson says. “At the same time, fewer experienced maintenance personnel are available, increasing the demand for robust, low-maintenance and predictable pump designs that perform reliably under real plant conditions.”
Innovation, says Olsson, is not about adding complexity, but about simplifying pump operation while increasing safety, reliability and long-term performance.
Robust designs
One of the ways pump manufacturers are boosting reliability is through innovative designs that support leak-free operation, ensure chemical compatibility and enable handling of varying viscosities and abrasive media. “In chemical processing, safety and reliability are not optional – they are absolutely fundamental,” says PSG’s Cox. “That’s why leak prevention and chemical compatibility are such a critical part of pump selection. Processors look for pumps with robust sealing systems, including sealless designs, to eliminate the risk of emissions, product loss or operator exposure. But equally important is matching the pump technology and materials of construction to the chemistry and physical properties of the fluid,” he says.
“They also expect equipment to meet industry standards, ensuring that both environmental protection and personnel safety stay front and center in every operation. When it comes to keeping uptime high, maintainability is a major priority for processors,” Cox continues. “They’re looking for pumps that are straightforward to service with accessible internal components that allow technicians to get in, make adjustments and get the system back online quickly. And just as important is having equipment designed for predictable wear, where replacement parts and service intervals are easy to plan for. That combination of easy access and predictable maintenance keeps operations running smoothly and minimizes costly downtime.”
There have been several design breakthroughs intended to increase the reliability and application of magnetic drive, eccentric disc and air-operated double diaphragm (AODD) pumps in chemical process applications. “Safety and leak prevention are non-negotiable in chemical processing, which is why Blackmer MAGNES sliding vane magnetic drive and E Series magnetic drive gear pumps are such important innovations,” says Cox. “Traditional mechanical seals are the number one source of pump leaks. MAGNES and E Series eliminate that risk with a fully sealless, magnetic-drive configuration, while still delivering the performance processors expect.”
MAGNES and E Series pumps provide zero-leak, sealless operation, making them suitable for toxic, hazardous or environmentally sensitive chemicals. They are available in a range of material options designed to withstand corrosive and high-temperature media.
Another key example of magnetic drive innovation is CP Pumpen’s MKP Series of sealless magnetic drive pumps made of high-alloy stainless steels and special alloys (Figure 1). “The MKP Series is based on CP’s unique inverse-drive principle with a single, centrally located bearing, lubricated and cooled by the pump fluid itself,” explains Olsson. “This inverse-drive concept allows the pump to be installed horizontally and vertically, offering greater flexibility in plant layout. The MKP is also available with a dedicated heating jacket for temperature-controlled or solidifying media.

FIGURE 1. CP Pumpen’s MKP Series of sealless magnetic drive pumps offer leak-free operation, high reliability and a wider application range than is typically expected from magnetic drive pumps
“This concept ensures stable hydraulics and low bearing loads, enabling the MKP to handle low-boiling and even solids-laden media under defined conditions,” he continues. “The result is leak-free operation, high reliability and a wider application range than typically expected from magnetic drive pumps.”
Regarding eccentric-disc and AODD pumps, Cox says: “For applications that are shear-sensitive and require sealless performance, technologies such as the Mouvex G-FLO eccentric disc pump (Figure 2) provide reliable, chemically compatible solutions, while for chemical applications involving abrasive slurries or fluids with suspended solids, Wilden AODD pumps with integral piston diaphragms (IPDs) are often selected for their ability to pass particles without compromising containment or sacrificing reliability and uptime.”

FIGURE 2. Mouvex G-FLO sealless eccentric disc pumps from PSG, a Dover company, provide superior containment, consistent non-pulsing flow and gentle handling for a wide range of viscosities
Metering and process pumps are also being designed to be more robust and reliable, according to Nina Sun, vice president, business strategy and product management, pump solutions with SPX Flow (Charlotte, N.C.; spxflow.com). “Our Bran + Luebbe brand offers a comprehensive portfolio of metering and process pumps engineered for high precision, reliability and zero-leakage operation across a range of chemical and petrochemical applications,” she says.
“The Novados metering pumps (Figure 3) and Novaplax process pumps are designed for the most demanding chemical applications, offering precise dosing from fractions of a gallon per hour up to high-capacity, high-pressure process duties,” says Sun.
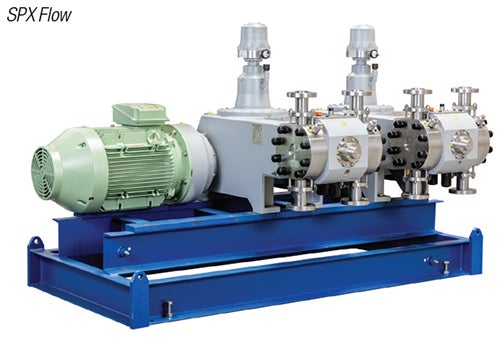
FIGURE 3. Novados metering pumps, from SPX Flow’s Bran + Luebbe brand, were designed for demanding chemical applications and offer precise dosing
Key advantages include high accuracy, repeatability and long-term reliability. Robust, sealless diaphragm options are available for hazardous, particle-laden or corrosive chemicals, while compact, high-capacity, double-acting pump technology reduces pulsation and wear.
“Together, these solutions provide superior operational efficiency, reduced maintenance and strong lifecycle economics for chemical processors,” explains Sun.
Automation and smart pumps
“Automation and smart technologies are increasingly being used to make pumps more transparent, predictable and efficient in operation,” says Alexander Hammer, managing director with Dickow Pumpen (Waldkraiburg, Germany; dickow.de). “By capturing vibration, temperature, power and pressure data, condition-monitoring systems can detect deviations from normal behavior early and enable predictive maintenance instead of reactive repair.
“Continuous monitoring also improves process safety because limit violations can trigger alarms or controlled shutdowns before damage or leaks occur, which is particularly relevant for sealless pumps handling hazardous media,” Hammer continues. “At Dickow Pumpen, such systems are primarily applied where processes are very costly, stations are unmanned or plant downtime is not acceptable, so the transparency and protection clearly pay off. Remote connectivity and integration into plant control systems allow operators to supervise and adjust pump operation centrally, while the combination of sensor data and variable-speed drives help keep pumps closer to their optimal operating point, cutting energy consumption and supporting sustainability targets.”
Dickow offers a Safe-Series, which combines several monitoring devices (Mag-Safe, Shell-Safe, Double-Safe), that supervise the containment area of magnetic drive pumps and prevent serious failures in demanding chemical service. Mag-Safe is a monitoring system for sealless pumps with metallic containment shells, while Shell-Safe and Double-Safe extend this concept to other shell materials, such as ceramic, PEEK and double-walled shells, enabling comprehensive containment monitoring for different pump designs (Figure 4).
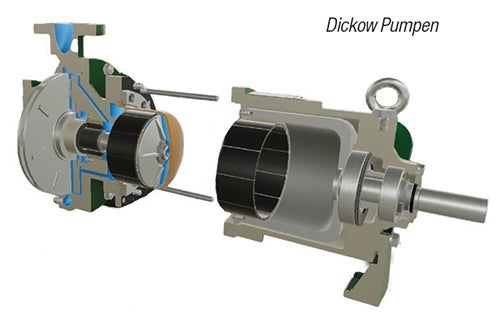
FIGURE 4. Dickow offers Safe-Series monitoring devices, which supervise the containment area of magnetic drive pumps, such as the one shown here
“Fast detection of temperature rises caused by dry-running, decoupled magnets, blocked flow or bearing damage allows the system to shut the pump down before the liquid flashes or the containment shell is overstressed, which greatly reduces the risk of leakage of hazardous media,” says Hammer.
“Because the temperature is measured directly at the real heat source (the containment shell), critical conditions are detected earlier than with conventional PT100 sensor monitoring of the temperature of the media, improving process protection, especially boiling, polymerizing or temperature-sensitive media,” he continues.
“In hazardous areas, the system helps keep shell surface temperatures within admissible limits and supports compliance with explosion-protection requirements. The monitoring concept is designed to meet defined safety integrity levels,” says Hammer. “Dickow pumps with Safe-Line monitoring are therefore particularly suited for high-value, hazardous or unmanned applications where unplanned downtime or leakage is not acceptable.”
Automation, connectivity and predictive tools are also being integrated into chemical vacuum systems to enhance reliability and reduce maintenance efforts, says Dr. Simon Janody, who oversees the market management for chemical, health and plastics globally at the Busch Group (Maulburg, Germany; buschgroup.com).
For predictive maintenance and monitoring, with OTTO – Digital Services from Busch, the Busch Group is offering a solution to use onboard or system-integrated sensors to detect anomalies early, track operating hours and trends and support data-driven maintenance planning.
The Busch Group touts their use of advanced simulation and calculation tools as one of their advantages. “One of our key differentiators, particularly for liquid-ring vacuum pump applications, is our sophisticated simulation capability,” says Karel Dupuis, market manager for chemical, health and plastics at the Busch Group. “We can perform detailed simulations very close to the actual process conditions, often working directly with customers using their process simulation data. This allows us to precisely size equipment, predict performance and optimize system configuration before installation. This simulation support is especially valuable for complex liquid-ring vacuum pump systems and provides chemical processors with confidence in system performance before making significant investments.”
Pumps support sustainability
The trends toward sustainability and carbon-capture applications are also changing how pumps are designed, developed and applied, says Dickow’s Hammer. He says design considerations now include energy efficiency requirements; modular, recyclable designs; and PFAS-free sealing solutions.
“Higher efficiency requirements and lifecycle thinking mean that flow-optimized hydraulics, correct sizing and low-loss internal recirculation are no longer ‘nice to have,’ but a design constraint, especially for large drive powers and long operating hours,” explains Hammer. “And, as we see increasing expectations for recyclability and responsible material use, modular pump concepts and material choices are made with future disassembly, recycling rates and CO2 footprint in mind.
“Further, with regulatory pressure on PFAS (per- and polyfluoroalkyl substances), the development of PFAS-free seals and gaskets that still deliver the required chemical resistance and service life is becoming a key innovation field for pump and component manufacturers,” Hammer says.
The sustainability trend is also impacting how pumps are applied. Janody says: “Sustainability considerations strongly influence the selection and configuration of vacuum systems. The focus is on reducing energy consumption, minimizing utility usage and lowering the volume of contaminated waste streams.”
“A typical example is the transition from once-through liquid ring systems, which may consume several cubic meters of fresh water per hour, to closed-loop systems with drastically reduced water demand or to dry vacuum solutions with minimal solvent usage,” explains Dr. Janody. “These changes significantly reduce both environmental impact and operating costs.”
And, decarbonization and energy-transition applications are directly shaping pump innovation. “Carbon-capture applications require pumps that can withstand higher pressures, more aggressive media and continuous-duty operation,” says SPX Flow’s Sun. “Liquefied CO2 presents unique challenges due to its temperature and pressure requirements. Pumps in these applications must handle dense-phase conditions, often with jacketing or high-pressure hydraulics.
“In response, we are advancing diaphragm materials, high-efficiency hydraulics, sealing technologies and systems optimized for energy reduction,” continues Sun. “Our pumps are already being deployed in supercritical-CO2 reinjection and other emerging carbon-capture, utilization and storage (CCUS) processes, helping operators minimize leakage, maximize reliability and reduce carbon footprint.”
Hammer agrees. “New applications, such as power-to-X, H2 and CO2 handling require pumps capable of much higher pressures and, often, low-viscosity, near-critical media, which directly influences hydraulic layout, bearing concepts and sealing technology,” he says. “And green-transition media, such as light hydrocarbons, CO2, ammonia and new e-fuels, are low-viscosity or in another way critical, which is challenging for bearings, clearances and leak-tightness, so pump internals and sealing concepts must be adapted accordingly to maintain safety and reliability.
“All these points flow into a modular design toolbox, from hydraulics and bearing arrangements to seal materials and monitoring options, so that sustainable, future-proof pump solutions can be configured specifically for the new processes emerging in the energy transition,” notes Hammer.
Joy LePree