Learn what causes caking and how testing methods can help identify critical parameters for controlling it
Caking occurs when an easy-flowing powder becomes cohesive after storage or transport, forming agglomerates comprised of individual particles that are bonded together. As a consequence, a powder that flowed freely during packaging may contain lumps when the package is opened by a customer; a silo that readily discharges a bulk material when in continuous operation may become plugged when its feeder is started after a shutdown; a bulk solid from one production lot may meet performance requirements, but one taken from another lot may be deficient.
In extreme cases, dealing with problems created by caked materials can subject personnel to dangerous situations. For example, the sudden collapse of the caked material has caused silos, themselves, to collapse. In rare occasions, lives have been lost during efforts to dislodge caked material inside silos.
Addressing problems with caking is particularly challenging because caking is usually not immediately evident. Certain control variables, such as temperature, relative humidity, purity or particle size, can be readily measured. However, quantifiable properties of caked powders may not be, and, therefore, most data merely tally the consequences of caking, such as the frequency of customer complaints or the number of instances where a bulk material does not discharge from a hopper.
When attacking a powder-caking problem, the key is to use a test method that measures a quantifiable property of the caked material. A fundamental property of any agglomerate is its strength. In the case of intentional agglomeration, this has been traditionally gauged by tensile strength, shear strength, compressive strength, or even using a drop test. In the case of unintentional agglomeration that occurs during bulk storage, a measurement of a material’s cohesive strength is the most useful tool in quantifying its caking potential. Cohesive strength can be measured under conditions that simulate actual storage conditions — such as temperature, consolidating pressure and time at rest — and is therefore useful in describing the change in flow behavior of the material. Trials can be conducted in which control variables, such as temperature, storage time, and moisture content are varied, producing samples for cohesive strength testing. Once the critical parameters are determined, set points or limits of the key control variables can be established in order to avoid caking problems.
In addition to identifying limits for key control variables, the handling system must be appropriate for the bulk material. If a material’s cohesive strength increases when kept at rest, for instance, then storing it in a vessel with stagnant regions or where inter-particle motion is minimal is likely to result in caking problems. For such powders, it is essential to have a flow pattern that enforces interparticle motion and where all material inside the vessel is in motion during discharge.
Mechanisms
There are numerous mechanisms that cause particles in a bulk material to bond, resulting in caking. In the most general terms, caking results when the forces between powder particles strengthen over time, either due to excessive consolidation of the powder in a vessel or container, an increase in the number of contacts between particles, an increase in contact area, or a decrease in distance between powder particles. Often exposure to moisture, temperature variation, or attrition of particles plays a major role in caking.
Viscosity and crystalline bonding. For many materials, moisture is often deleterious because it can form thin viscous films containing dissolved or suspended solids between particles that can lead to solid bridges when the moisture evaporates [ 1]. Water also acts as a plasticizer, softening the solids and allowing them to deform and come into closer proximity, increasing bonding strength.
Defining the moisture content of a bulk material is not always straightforward. Total moisture is made up of free moisture, bound moisture, and inherent moisture. Free moisture, which is sometimes called surface moisture, is readily removed by conventional drying. Bound moisture is that which is physically or chemically adsorbed onto the particle and is more difficult to remove. Inherent moisture consists of water molecules trapped inside crevices in crystals or micropores of amorphous powders and cannot be removed by drying. Water may also be present in individual molecules that make up the solid, such as in water of hydration or water of crystallization. Interstitial moisture is the water vapor present in the gas that fills the voids within the bulk material. Its contribution to the total moisture is negligible, but it plays an important role in caking mechanisms.
When free moisture evaporates, a syrupy film of soluble material and water may be left on the surface. As moisture is removed, due to a change in temperature or exposure to dry air, the coating becomes more viscous, potentially acting as a binding agent and increasing the cohesive strength of the bulk material. Because the water vapor pressure of the syrup is greater than the interstitial-moisture’s partial pressure, the thin film becomes supersaturated, and eventually, the soluble matter crystallizes, further increasing its viscosity and increasing the strength of the bulk material. Over time, crystalline bridges that form between particles when the moisture evaporates further strengthen the agglomerates.
Lower temperatures often lead to caking problems. When the temperature is lowered, the relative humidity of the interstitial air increases, and a driving force for adsorption onto the solid exists. The viscosity of the syrupy film that forms will be high, since viscosity increases with decreasing temperature.
Moisture migration can occur when there is a temperature gradient in a vessel or container of powder. Temperature gradients result when a powder is fed into a vessel or container at a temperature greater (or lower) than ambient. Moisture migrates from the warmer interior regions toward colder regions adjacent to the walls. At the cold wall, moisture is adsorbed onto the solids and a viscous film forms. In the warmer regions, the powder dries out, and crystalline bridges are formed. When a bulk material is stored or transported, it is often subject to daily swings in temperatures. Even when stored in containers that are impervious to moisture, caking can occur when moisture is drawn to the surface of the particles and evaporates when the material and surrounding atmosphere are warm and then condenses when the powder is cooled, particularly at or near the walls of the storage vessel.
Plasticization/sintering. For many materials, softening due to the presence of impurities, moisture migration, or a rise in temperature can result in increased inter-particle contact area, a greater number of contacts between neighboring particles, and a decrease in distance between adjacent particles.
For most materials, viscosity and elastic modulus are strong functions of temperature. The reduction in viscosity and modulus, which arises from an increase in temperature, allows deformation to proceed more quickly and to a greater degree, resulting in increased contact area between adjacent particles. Given adequate time and strong enough interactions, caking becomes more likely.
Particle size. Compared to coarse powders, fine powders are more prone to caking due to their high specific surface area and high concentration of inter-particle contacts. However, coarser powders may also be prone to caking, particularly if they contain a broad particle-size distribution. Because of the non-uniformity of particle size, there may be more points of contact between large particles and surrounding smaller particles. With a greater number of sites for viscous bonding or crystalline bridging, the bulk solid is more prone to caking and the potential strength of the cake is higher.
Attrition. Attrition of a bulk material during transport can cause caking problems. Attrition results in an increase in fines, which due to their high surface area and the resulting increase in the number of contact points, can cause a powder to cake. In addition, attrition can expose more reactive surfaces or moisture that was previously trapped inside the interior of the particles, which can result in plasticization, viscous bonding, and crystalline bridging upon evaporation.
Characterization Methods
Quantifying the flowability of a powder and the changes that occur as a result of storing it in a consolidated state can be an effective means of evaluating a material’s potential for caking. This can be used as a predictive tool to determine whether a material will be prone to caking, or as a means of determining the conditions under which caking is likely to occur.
Several measurement techniques or instruments have been used to assess flowability and caking of powders. The simplest method is to determine the powder’s angle of repose by pouring the material onto a flat surface and measuring the surcharge angle that is formed. A bulk material that forms a steeper pile is believed to be less flowable than one that is shallow. However, as stated by Andrew Jenike [ 2], who pioneered the study of bulk solids handling, “The angle of repose is not a measure of the flowability of solids. In fact, it is useful only in the determination of the contour of a pile, and its popularity among engineers and investigators is due not to its usefulness but to the ease with which it is measured.”
Compressibility tests, such as those in which a bulk solid sample is vibrated or is compacted against a hard surface a specified number of times, are often used. A Hausner compressibility index is calculated by dividing the “tapped” density by the aerated or loose bulk density. A Carr index is determined by dividing the difference between the tapped and freely settled volumes of a given mass of material by the freely settled volume [ 3].
Hausner and Carr indices, which are based on changes in density, are commonly used in the pharmaceutical industry in an attempt to quantify flowability. This is of limited use since, at best, these ratios can be only loosely correlated to the flow behavior of various powders. For caking studies, these measures are even more deficient, as the stress applied to the specimen is unknown, the test does not simulate the degree of consolidation that takes place when a powder is stored in a vessel or container, and recording the gain in the material’s cohesive strength during rest is not possible.
Solids rheometers of different designs are sometimes used to measure the flowability of powders. The bulk solid is placed in a container equipped with an agitator, and the torque or energy required to rotate the stirrer is measured. In some devices, the vertical force on the agitator can also be measured. Flowability is believed to correlate with the torque or the power drawn by the agitator.
Unfortunately, the stresses acting in the shear zone during testing are not known, which makes it impossible to apply the results to a real-life process condition. In addition, due to the action of the agitator, both fluidization and agglomeration can occur, confounding the results [ 4]. High torque or energy consumption may be artifacts of high friction between the bulk material and the walls of the tester, rather than an indication of the material’s cohesion. Test methods based on stirred vessels are not recommended for assessing flowability or the caking potential of powders.
A test method with the greatest utility is one where the consolidation pressures used during the test simulate those expected when a powder is stored and quantifiably measures the strength of the resulting cake. Results can then be applied with confidence since tests conducted with small samples of powder will replicate conditions present in larger-scale systems. Because the solids-pressure profile inside a storage vessel or container can be readily determined, having a test method that measures the strength of a bulk material over the relevant range of pressure is advantageous.
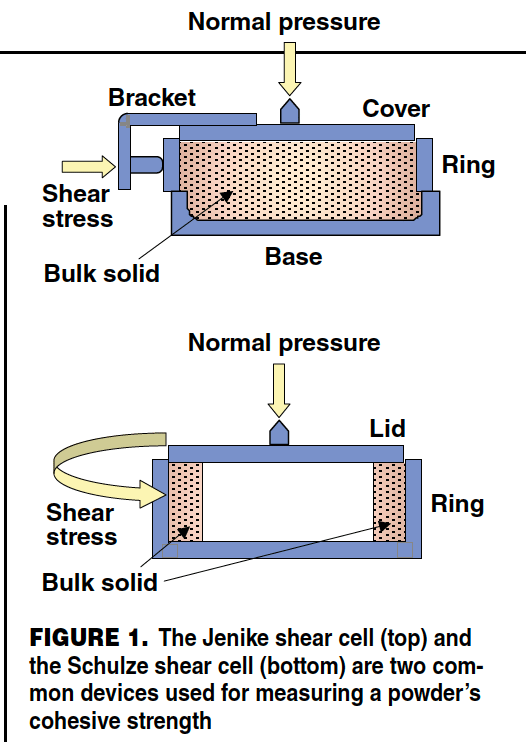
The cohesive strength that a bulk material gains when consolidated during storage or transport is best measured by shear testing [ 2]. Schematics of two common shear cell testers are shown in Figure 1. A sample of powder is placed in a cell and then pre-sheared, meaning that it is consolidated by exerting a normal stress and then shearing it until the measured shear stress is steady. This establishes a state of consolidation in the sample that duplicates the pressures that would be experienced at a particular position in a storage vessel or container. Next, the shear step is conducted, in which the vertical compacting load is replaced with a smaller load, and the sample is again sheared until it fails. The pre-shear and shear steps are repeated at the same consolidation level for a number of normal stresses, and the yield locus is then determined by plotting the failure shear stress against normal stress. From the yield locus, the major consolidation stress and unconfined yield strength are determined [ 2], providing a measurement of the cohesive strength of the material at a particular state of consolidation. The major consolidation stress describes the stress state that was used to consolidate the sample during the pre-shear step; this is a combined stress state that includes the normal and shear stresses present in the cell during pre-shear. The unconfined yield strength is a measure of the cohesive strength that the powder gained due to its consolidation during the pre-shear step. By conducting the test over a range of consolidation states, the relationship between consolidation pressure and the cohesive strength of the bulk material (as defined by its unconfined yield strength) can be established. This relationship is commonly called the material’s instantaneous flow function. The instantaneous flow function is a correlation that relates the cohesive strength that the material develops due to its consolidation in a vessel and consolidation pressure when handled continuously.
If a material has caked during storage, its cohesive strength, as defined by its time flow function, will be greater than its instantaneous flow function. The cohesive strength of a material after it has been stored at rest is determined in a manner similar to that used to measure its instantaneous flow function. When conducting a time test, the sample is kept in a consolidated state after the pre-shear step for the time of interest and then sheared until failure. Conducting the time test over a range of normal loads at a particular consolidation state allows the determination of the unconfined yield strength at that consolidation stress. Repeating this test at several consolidation stress states provides the material’s time flow function, that is, the relationship between the cohesive strength of the material when stored at rest over a specified period of time and its consolidation pressure. A result where the measured cohesive strength of a powder is greater after storage at rest than during continuous flow indicates that caking is likely to occur under the test conditions.
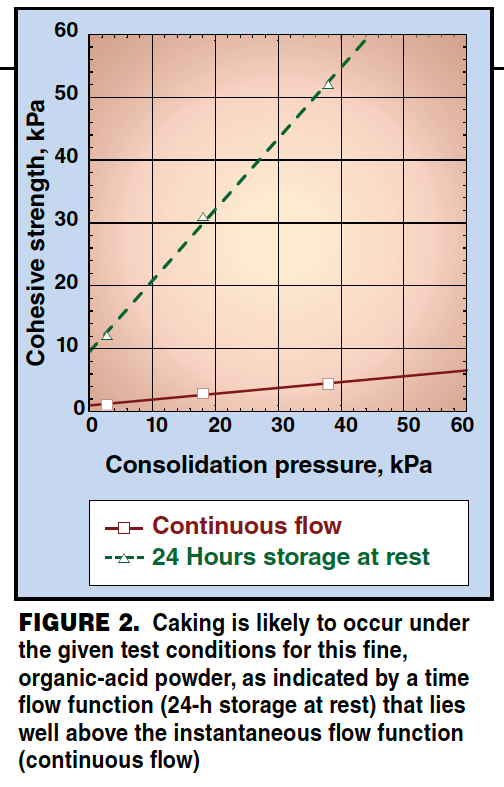
Figure 2 is an example of instantaneous and time flow functions for a fine organic-acid powder. Note that during continuous flow, this powder has low cohesive strength over a range of consolidation pressures. However, when this material is stored at rest for 24 hours, it becomes very cohesive, especially when subjected to high consolidation pressures as indicated by a time flow function that lies well above the instantaneous flow function.
If a material’s bulk density and its wall friction are known, the pressure profile in a storage vessel or container can be predicted. A material’s bulk density is its mass per unit volume, measured in its most fundamental form by determining the mass that will fit within a vessel of defined volume. However, the value of bulk density can be quite different, depending on how the vessel is filled, its state of aeration and the consolidation pressure to which it is subjected. Because the change in bulk density through a range of pressures is of interest for a variety of analytical and design purposes, we introduce the property called compressibility. Compressibility is easily measured by a placing a sample of the bulk material in a shallow, circular cell and measuring the volume reduction that takes place as increasing incremental loads are applied to the specimen.
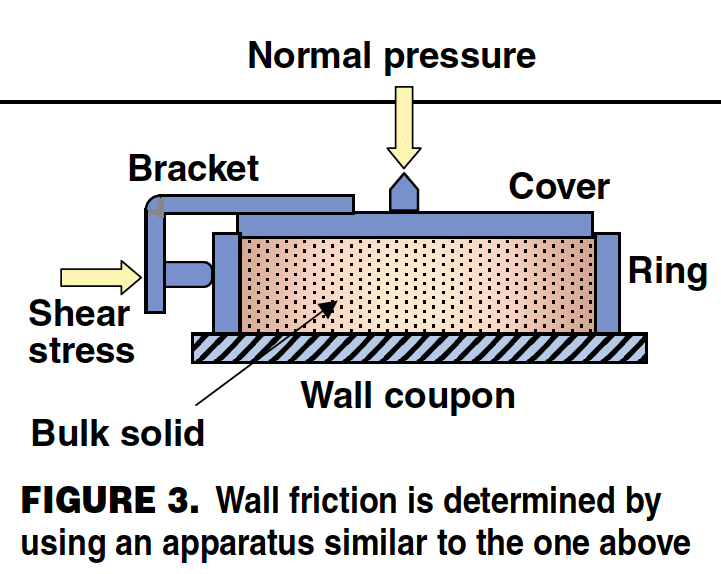
Wall friction is determined by using an apparatus similar to that shown in Figure 3. First, a sample of the bulk solid is placed inside a retaining ring on a coupon of wall material. Then, various normal loads are applied perpendicular to the wall coupon, and the shear stress required to slide the sample along the stationary wall surface material is measured. The wall-friction coefficient ( µ) is equal to the shear stress divided by the normal stress.
To determine the pressure profile of a bulk material in a vessel or container with vertical, straight side-walls (such as a circular or rectangular cylinder), the Janssen equation is used:
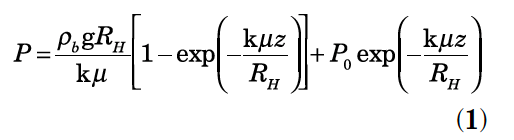
where P is the vertical solids pressure, ρ b is the average bulk density of the powder, g is equal to the acceleration due to gravity, k is the Janssen coefficient (approximately 0.4 for most materials during flow), µ is the wall friction coefficient, R H is the container’s hydraulic radius, z is the distance from the top surface of the bulk material, and P 0 is the pressure applied to the top surface. When no load is applied to the powder, the more familiar form of the Janssen equation results:
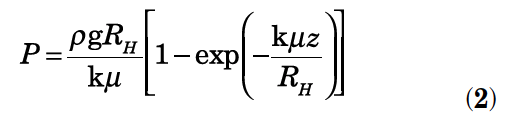
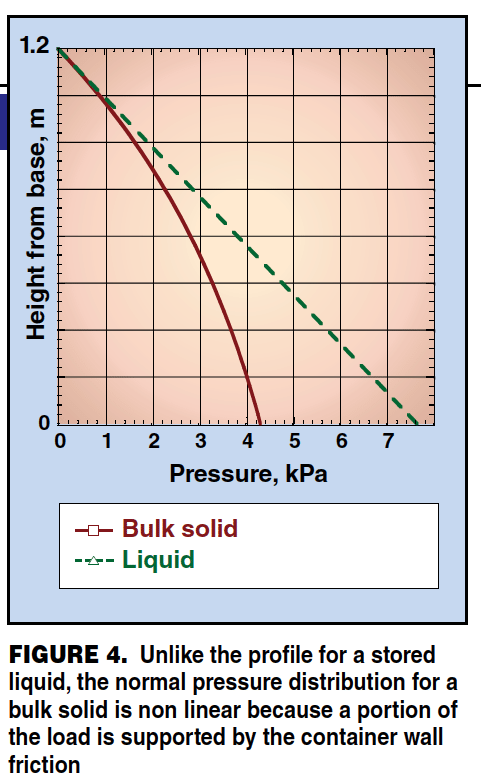
An example of the normal pressure profile inside a 30-in. (0.76-m) diameter, 48-in. (1.2-m) tall, 30-gal (110-L) drum completely filled with a powder having a bulk density of 40 lb/ft 3 (640 kg/m 3) is shown in Figure 4. A friction coefficient of 0.5 was assumed. For comparison, the pressure profile inside a container of the same dimensions filled with a liquid with the same density is also plotted. Note that the pressure is proportional to the depth of the liquid, whereas for bulk solids, a portion of the load is supported by wall friction and hence the pressure profile is nonlinear. Inspection of the Janssen equation shows that for bulk solids, the pressure is dependent on depth, hydraulic radius and wall friction.
Control Variables
Using a result from a shear cell test — such as the cohesive strength of a powder at a specified consolidation pressure after a designated period of time at rest — as a control variable is impractical. A better approach is to correlate readily measurable variables, such as temperature, relative humidity, particle size distribution, or purity, with cohesive strength results obtained by shear testing. Baseline studies in which control variables are varied and their effects on the bulk material’s cohesive strengths are quantified can uncover which parameters are critical. Examples of studies in which shear cell testing was used to reveal how control variables could be used to minimize caking are presented below.
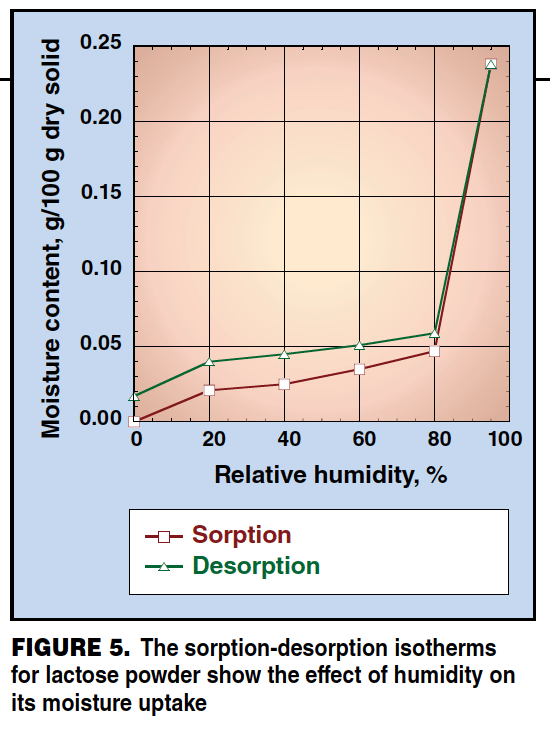
Moisture content. Lactose is a powder with caking tendencies that are greatly influenced by moisture. The glass-transition temperature ( T g) of dry lactose is 101°C; however, its glass-transition temperature falls to below room temperature at moisture contents greater than 0.05 g per 100 g dry solids [ 5]. Because solids at temperatures greater than T g readily soften and are more readily capable of plastic deformation, the caking tendency of lactose should be expected to greatly increase with exposure to moisture.
The effect of humidity on moisture uptake in a solid can be quantified by conducting sorption-desorption tests. In these tests, a small specimen of powder is placed on a micro-balance and then exposed to a range of relative humidities at constant temperature. Initially, the sample is pre-dried; next, the relative humidity is increased stepwise to near 100% and then decreased back to near 0% while the temperature is held constant, allowing the sample time to approach an equilibrium moisture content after each change. The weight of the sample is recorded throughout the test, which allows the calculation of the equilibrium moisture content of the sample at each relative humidity step. The sorption-desorption isotherm of a sample of lactose tested at room temperature (22°C) is shown in Figure 5.
The cohesive strength of two samples of lactose was measured by shear testing. The first sample contained 0.03% moisture. The second sample was conditioned at 95% relative humidity and contained 0.24% moisture before cohesive strength tests were conducted. All tests were conducted at room temperature (22°C). Flow functions representing continuous flow and flow after 24-h storage at rest are shown in Figure 6.
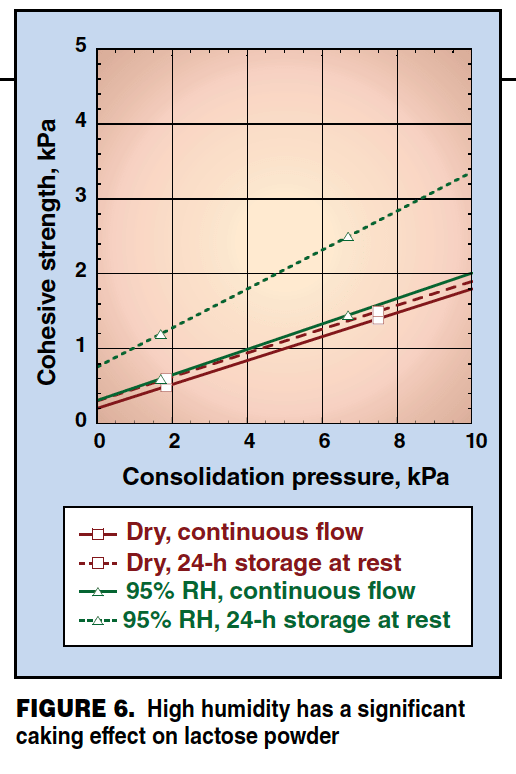
The tests reveal that sufficiently dry lactose does not gain cohesive strength when stored at rest for 24 h at room temperature. However, when exposed to high humidity, lactose gains significant cohesive strength when stored at rest. Sufficiently high moisture levels cause lactose to soften and deform when stored in a consolidated state. In this case, relative humidity can be used as a control variable to guard against caking, as indicated by the gain in cohesive strength after 24-h storage at rest. To prevent caking of lactose, care must be taken to ensure that the material is handled and stored in low-humidity environments.
Temperature. An example of a bulk material where temperature is a control variable for reducing caking is plastic powders or pellets. Polypropylene is a thermoplastic polymer with a melting point of approximately 165°C. An increase in temperature will greatly decrease its viscosity and modulus. Hence, temperature is expected to greatly influence the material’s cohesive strength.
Shear tests were conducted on samples of polypropylene at room temperature (22°C) and at an elevated temperature (70°C). Figure 7 presents flow functions for continuous flow and for 3-h storage at rest.
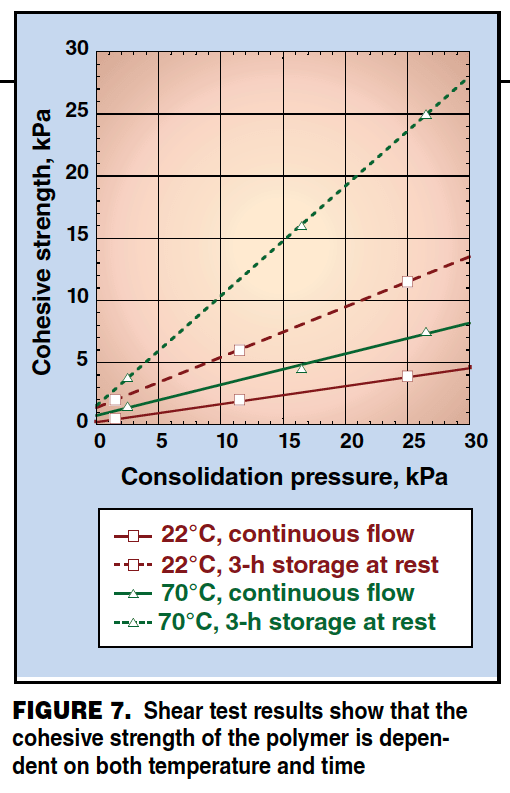
Shear test results show that the cohesive strength of the polymer is dependent on both temperature and time. The polypropylene is easy-flowing when handled continuously at room temperature but becomes cohesive when allowed to remain at rest for three hours, even more so when handled and stored at higher temperatures.
For some polymers, temperature can be used as a control variable for preventing caking problems. By conducting shear tests for a range of temperatures, the maximum allowable temperature for handling such materials can be determined.
Particle size. The cohesive strength of two samples of salt was measured by shear testing. One sample had a median particle size of 100 µm; the other salt sample had a mean particle size of 10 µm. The flow functions representing continuous flow and flow after 8-h storage at rest are given in Figure 8.
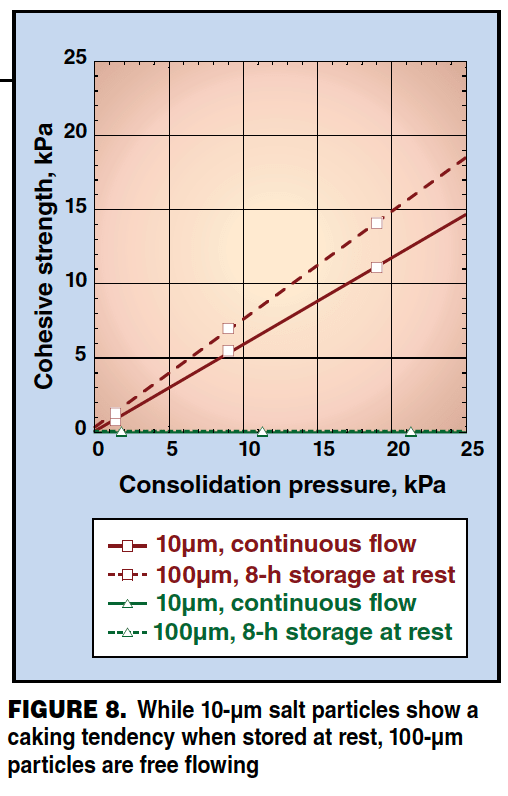
Shear tests show that the 10-µm salt is cohesive, and its cohesive strength increases when stored at rest for 24 h. The 100-µm version, however, is non-cohesive and remains free-flowing after one day at rest. For many materials, particle size can be used as a control variable to prevent caking problems. In fact, granulation of fine powders is often used as a means to prevent caking.
Impurity levels. The cohesive strength of a powder that was isolated by precipitation, followed by filtration, centrifugation and drying, was measured by shear testing. Two samples of powder were obtained from the process. One sample was obtained when the cake was washed during the filtration step. The second sample was acquired when the wash stream had been turned off. Tests were performed on the two samples to simulate continuous flow and flow after seven days storage at rest. Continuous and time flow functions are presented in Figure 9.
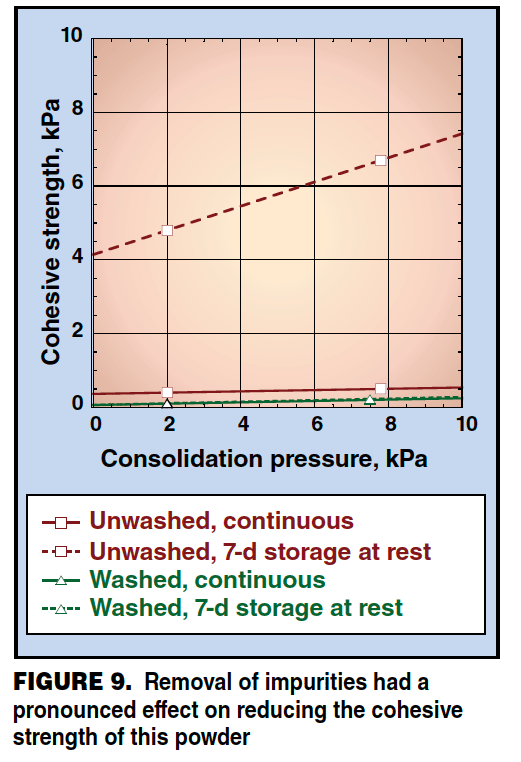
Removal of impurities during manufacture of the bulk material had a pronounced effect on its cohesive strength. Without the washing step, the product gained appreciable cohesive strength when stored at rest for seven days. However, when washed the powder remained free-flowing, even after a similar period of storage at rest. In this case, impurities level was shown to be a key control variable. Further cohesive strength measurements could be performed to determine allowable impurity levels.
Solving Caking Problems
When assessing the caking potential of a bulk solid, the material, its environment, and how it is handled must all be considered. Product moisture content, purity, particle size, and temperature have been demonstrated as powder properties that can influence caking. For some powders, swings in temperature, relative humidity or both during storage and transport affect the likelihood of agglomeration of powders. The design of the hopper or silo used to store a bulk solid can also have an effect on how readily the material will flow and whether stagnant regions exist that would permit caking to occur.
Bin or silo design. Caking can be avoided by keeping the contents of a silo or bin in motion, as inter-particle motion will prevent bonds from forming in most cases. Obstructions to flow, such as cohesive arches or stable ratholes, must be avoided. To prevent obstructions from developing, the outlet must be sized such that the stresses imparted onto the bulk solid at the outlet are greater than the strength that the bulk material gains due to its consolidation. If the material handled is one that gains additional cohesive strength when stored at rest, the bin or silo must be designed to prevent stagnant regions during discharge.
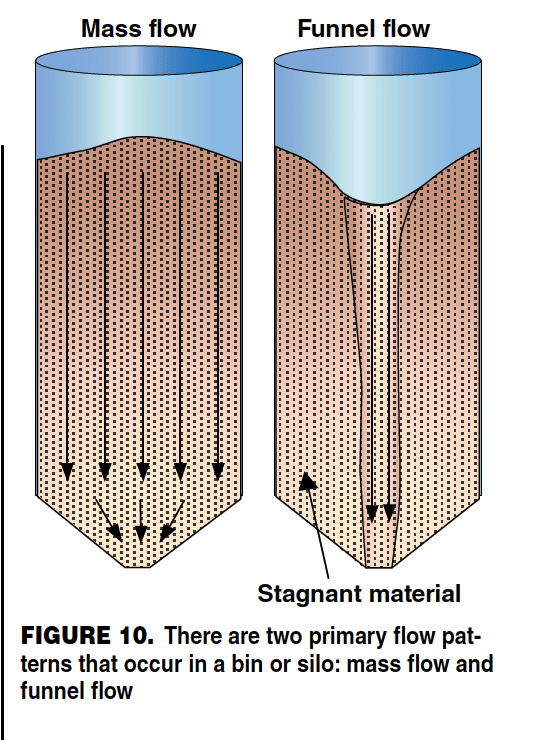
There are two primary flow patterns that can occur in a bin or silo: mass flow and funnel flow (see Figure 10). In funnel flow, an active channel forms above the outlet with stagnant material along the periphery of the vessel. As the channel empties, the non-flowing material may not slide into the falling channel. Stable ratholes may form if the stagnant material remains when the vessel empties. For materials that gain cohesive strength when kept at rest, a funnel flow pattern, which results in regions of stagnant material, will exacerbate caking.
In mass flow, all the material is in motion when any material is withdrawn from a vessel. When mass flow is the flow pattern, material will move from both the center of the vessel and the periphery toward the outlet. A first-in, first-out sequence results, with the elimination of stationary material. Hence, mass flow is essential when handling materials that are susceptible to caking.
Mass flow will occur if the walls of the converging section of the hopper section are steep enough and have friction low enough to allow flow of material along them. Design methods based on wall friction test results are used to determine hopper angles and wall materials that allow mass flow [ 2].
The minimum outlet size that will prevent the formation of a cohesive arch in a mass flow hopper or silo can be determined from cohesive strength measurements. Cohesive arching results whenever the cohesive strength of the bulk material that develops as a result of its consolidation in a vessel is greater than the stresses acting to cause flow. Design methods that can be used to determine permissible outlet dimensions are described by Jenike [ 2]. Unless the contents of the hopper or silo are to be continuously discharged or if the vessel will be emptied prior to any shutdown, time-test results from shear measurements should be used to size the outlet to prevent arching at worst-case representative handling conditions.
Conditioning. Conditioning of a powder to minimize caking can take many forms, including pre-blending reactive components to complete reactions prior to storage, curing by allowing the material to develop cake strength and then breaking it prior to storage, drying, adding parting agents or surfactants, or granulating the material.
In many processes, the final step prior to storage or packaging involves drying. For most solids, the removal of trace levels of a liquid is diffusion-limited. While analysis might reveal that the powder is sufficiently dry, concentration gradients may exist within a particle when it is introduced into a silo or container. The moisture level at the surface of the solid particle may be much less than that of its interior, depending on the residence time of the drying step and the rate of diffusion of the solvent within the particle.
When a powder with a low moisture content is stored in a container, even one that is impervious to moisture, caking can still occur. If a concentration gradient exists within the solid particle, moisture in the solid will continue to diffuse toward the surface until equilibrium with the surrounding vapor is reached. Migration of moisture to the surface can cause the solid to deform due to plasticization. Viscous bonding can occur if a liquid layer forms on the solid particles.
When the bulk material is stored, it may be subject to changes in temperature: consider, for instance, the cyclic temperature profile as day turns to night and back to day. If the temperature cools below the dew point temperature of the surrounding or interstitial gas, moisture may condense, and during the next temperature swing, evaporation may result in deposition of soluble matter at particle contact points, resulting in strong, crystalline bridges. If material leaving a dryer is transferred to a hopper or silo, relative humidity and temperature in the headspace of the vessel may change due to variability in outside conditions, with similar caking phenomena resulting.
Likewise, since the solubility of some materials, salts, for example, is a function of temperature, changes in temperature may cause localized dissolution of the powder, particularly at contact points, where pressures are higher. As temperatures return, solid bridging may occur at the contact points, causing caking.
To reduce occurrences of caking caused by temperature cycling, powders are sometimes conditioned by exposing the bulk material to a sufficiently tempered and dry environment for an adequately long period of time. The temperature and relative humidity of the environment and the duration of the conditioning step are chosen such that target moisture content of the discharge product is met to minimize the potential for caking.
Conditioning is often accomplished using modified silos in which air (or another gas) is passed countercurrent to a moving bed of silos [ 6]. Mass flow is essential, since in a funnel flow vessel, stagnant material with a much lower gas permeability than material in the flow channel will result in non-uniform gas exposure. Funnel flow also results in an uncontrolled residence time since a large percentage of the stored material may not move until the silo is emptied. In addition, the gas must be distributed evenly throughout the cylinder section of the hopper or silo. Gas is introduced via a plenum made up of an annular ring and crossbeams, at a sufficiently low velocity to avoid localized fluidization.
The target moisture content must be chosen carefully. In some cases, the target may be a relatively high moisture level. This ensures the presence of free moisture, which may prevent viscous bonds and crystalline bridges from forming. In other cases, the objective of the conditioning step may be to reduce the moisture level to such a degree that only bound moisture remains. As a result, the rate of moisture migration will be lowered.
Shear cell testing is an effective means of measuring caking potential and measuring the strength of multiple cake samples for comparison. This approach can be used to economically establish target or threshold moisture contents for minimizing the potential for caking without adding unnecessary process steps.
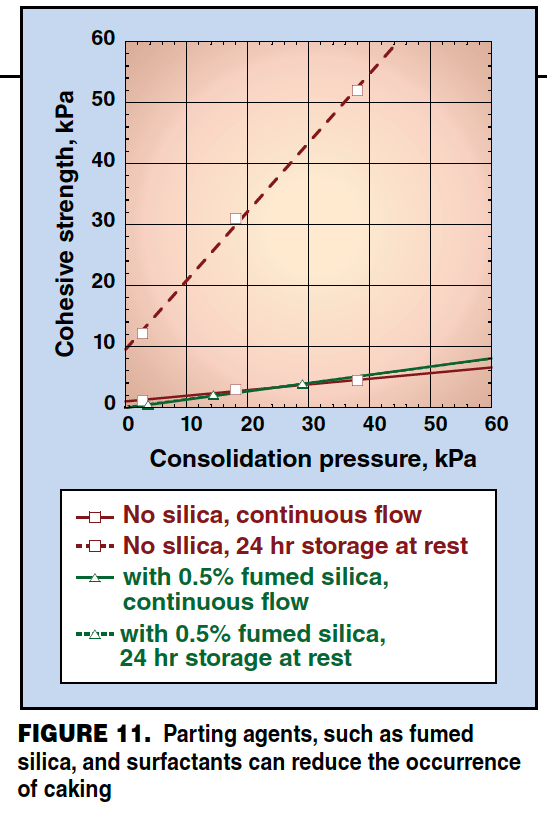
Flow aids. When permissible, addition of a flow aid, such as a parting agent or surfactant can reduce the occurrence of caking. Parting agents are generally submicron in size and reduce the cohesive strength of a bulk material by increasing the distance between adjacent powder particles. These include fumed silica, calcium stearate, diatomaceous earth, and kaolin clay, and can reduce caking tendencies by 1) separating the particles to prevent inter-particle crystalline growth during drying, 2) containing the “hulls” or crystalline shells that form during drying or curing beneath the parting agents coating, and 3) distributing any moisture present over the large surface area of the fine parting agent particles [ 7]. In most cases, only a small amount of flow aid (typically less than 1%) needs to be added to be effective.
A small amount of fumed silica was added to the same powder tested to provide the results shown in Figure 2. The instantaneous and time flow functions for the raw powder and powder containing 0.5% fumed silica are given in Figure 11. Addition of fumed silica prevented the powder from gaining additional strength after storage at rest for 24 h. Parting agents are effective for many materials, provided that they are intimately mixed.
Surfactants, or surface activating agents are typically organic chemicals with hydrophilic and hydrophobic groups, and can help prevent caking in some instances by preventing hygroscopic materials from attracting moisture.
Granulation. Although this may seem contradictory, intentional agglomeration, or granulation, is commonly used in certain industries to prevent unintentional agglomeration (caking). As an example, many fertilizers and laundry detergents are granulated for specifically this reason. The reasoning behind this approach is that cake strength is a function of the number and strength of contact (or coordination) points per unit volume. Granulation decreases the number of contact points, thereby decreasing the potential strength of a cake that may form and reducing the tendency for this to occur. Another potential advantage of a granulated material is reduced surface reactivity and solubility, depending on the process used to form the granulation. These properties can also contribute toward reduced potential for caking.
Fines removal. Since cake strength is a function of the number of contact points per unit volume, it follows that reducing the number of contact points in any way will reduce caking tendency. As previously discussed, increasing the mean particle size by granulation is one means of accomplishing this. But, in addition, the number of contact points can be reduced by narrowing the particle size distribution since the presence of a broad spectrum of coarse and fine particles has the potential to produce a stronger cake.
One approach to this is to remove fines from the process as early as possible. This may only be economically feasible if the fines can be returned to the process rather than scrapped.
Packaging. The degree to which a powder may gain cohesive strength during storage will depend on the consolidation pressure it experiences during storage. This pressure will depend on the dimensions and geometry of the container, the bulk density of the powder, the wall friction between the bulk material and the container surface, and any external loads on the powder.
If the powder is prone to caking, external loads should be avoided. Unlike rigid containers such as bins or drums, bags are flexible and if stacked, additional consolidation of the powder can take place. Reducing the number of bags that are stacked on top of each other or arranging the bags upright can potentially reduce the solids pressure and hence the cohesive strength of the powder.
Conclusions
Caking is a complex phenomenon that may be caused by several mechanisms, including the formation of liquid or solid bridges during storage or transport, deformation of solid particles due to plasticizing, attraction forces such as Van der Waals forces and ionic bonds, and attrition while handling. Shear testing is an effective means of quantifying the cohesive strength that a bulk material will gain when stored at rest over time in a consolidated state, and is therefore an effective predictor of caking behavior in a bulk solid. While it may be difficult to determine the particular mechanism or mechanisms at work when a caking problem is encountered, shear testing can be used to determine critical control variables and to determine threshold values to eliminate caking. Correlating process control variables to shear test results can be an effective, efficient method to establish methods, processes and procedures that will greatly reduce flow problems caused by caking.
The way a bulk material interacts with its surroundings has a great influence on its tendency to cake. Swings in temperature or relative humidity can often cause a powder to cake during storage or shipping. The frequency of caking can be reduced by conditioning the bulk material prior to storage. Caking during processing is more likely when a powder is handled in a vessel that enforces a funnel flow discharge pattern, which results in regions of stagnant powder. For bulk solids that are prone to caking, mass-flow silos and hoppers should be used. Anti-caking additives such as fumed silica are also effective for many materials, provided that they are properly blended in the right proportion.
Edited by Rebekkah Marshall
References
|
AuthorsGreg Mehos is a project engineer at Jenike & Johanson, Inc. (400 Business Park Drive, Tyngsboro, MA 01879; Phone: 978-649-3300; Email: gregmehos@jenike.com). His solids handling projects have included designing new hoppers and feeders, modifications of existing silos, and the design of gravity reclaim systems. Previously he worked as a process development engineer at Cabot Corp. and Rohm and Haas and as director of the MIT Practice School Albany Station at General Electric. Mehos holds a B.S.Ch.E. and Ph.D.Ch.E. from the University of Colorado and an M.Ch.E. from the University of Delaware, and is a registered professional engineer. Scott Clement is a senior project engineer at Jenike & Johanson, Inc. (3485 Empresa Dr., San Luis Obispo, CA 93401; Phone: 805-541-0901; Fax: 805-541-4680; Email: saclement@slo.jenike.com). He joined the firm in 1997, serving as a consultant to a wide range of industries where reliably processing, storing, or handling bulk solids is important. He handles troubleshooting, recommends corrective action for avoiding solid-flow-related problems in new installations, and handles the design and supply of customized handling and test equipment related to this field. Scott holds a B.S.M.E from California Polytechnic State University, and is a licensed mechanical engineer in the State of California. He has published papers and lectured on solids flow issues and holds three U.S. patents related to the field. He is a member of the American Society of Mechanical Engineers and a professional member of the Institute of Food Technologists. |