Meeting the wastewater-treatment demands of an integrated manufacturing complex demands a design that can address a diverse array of contaminants and discharge requirements
Any large, integrated chemical-manufacturing complex will require the implementation of a comprehensive wastewater-treatment solution to address unique wastewater challenges and comply with all necessary effluent discharge requirements. This article outlines the process for designing and commissioning such a wastewater-treatment facility, using real-life examples from Sasol’s new chemical-production plant in Westlake, La., near Lake Charles. The facility produces liquid fuels from coal, and includes a 1.5-million-ton/yr ethane cracker and six downstream chemical plants that will produce chemicals for plastics and other consumer products. The downstream chemical-production facilities include two large polymers plants (low-density and linear low-density polyethylene); an ethylene oxide/ethylene glycol plant; and three smaller, higher-value derivative plants that produce specialty alcohols, ethoxylates and alumina products. For any project of this magnitude, efficient wastewater treatment is essential in supporting effective plant operation.

FIGURE 1. Membrane bioreactor (MBR) technology integrates membrane solids separation with a suspended-growth biological process in a bioreactor
Initial technology evaluation
Prior to building the Lake Charles complex, Sasol launched a technology evaluation program that spanned five years. The purpose of the program was to investigate a range of options for treating gas-to-liquid (GTL) wastewaters. After identifying membrane bioreactor (MBR) technology (Figure 1) as the most effective solution, Sasol invested heavily in MBR piloting, modeling and technology validation, which led the company to select a specific ultrafiltration (UF) hollow-fiber membrane (Figure 2) as the MBR technology of choice for addressing GTL wastewater treatment needs.

FIGURE 2. The MBR used in this project featured special hollow-fiber ultrafiltration (UF) membrane cassettes
Treatment train design
Drawing from a broad portfolio of technologies to use in conjunction with MBR, a fully integrated multi-train wastewater treatment system was selected (Figure 3), with the objective to achieve a consistently treated effluent that would meet all local, state and federal regulations in terms of discharge quality. Following an initial equalization stage, to equalize the incoming waste streams, a dissolved-nitrogen flotation (DNF) unit was selected as a pre-treatment solution for oil and solids separation.
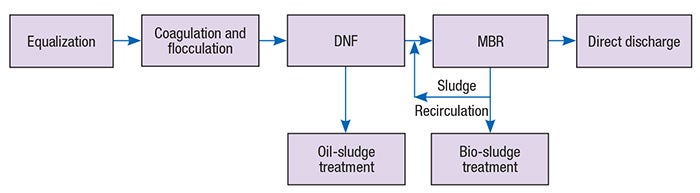
FIGURE 3. This illustration shows the overall wastewater-treatment scheme used for the Lake Charles chemicals complex
It is critical to guard against free oil in the incoming wastewater, and generally, free oil concentrations should not exceed 5 mg/L. For this reason, special attention should be given to the pre-treatment selection. This reasoning was the basis for choosing DNF technology — a highly efficient pre-treatment step commonly used in the hydrocarbon and chemical process industries (CPI) to remove suspended solids, grease and insoluble oil from wastewater prior to a biological treatment process. Composed of flotation units that use nitrogen gas, DNF treatment typically includes the following:
Following the DNF, the MBR was the adopted solution for addressing the type of wastewaters produced at the Lake Charles Complex. This solution was especially well-suited for meeting Sasol’s needs due to its capacity for robust removal of chemical oxygen demand (COD) and biological oxygen demand (BOD). At the core of the MBR system is the UF hollow-fiber membrane, which offers an absolute barrier to suspended solids, producing consistent high-quality effluent.
MBR technology integrates membrane solids separation with a suspended-growth biological process in a bioreactor. The membranes are immersed directly in the mixed-liquor suspended solids with permeate drawn into the fibers by a gentle suction mechanism. Contaminants in the wastewater are rejected by the membrane and retained in the process tank, providing solids-free treated water. The solids matrix on the membrane surface is non-pore-fouling and easily rejected. Additionally, the system can operate at low pressures with resulting low power costs compared to pressure-filtration processes.
Several design parameters must be considered to ensure a reliable MBR system. These are described in the following sections.
The organic loading rate, or F/M ratio. This is measured by the amount of food provided divided by the amount of biomass or reactor volume for a unit of time, and is a function of COD and the amount of volatile suspended solids (VSS). The value should typically range from 0.1 to 0.3 kg of COD per kg of VSS.
MBR hydraulic retention time (HRT). This is defined as the sum of all reactor volumes divided by influent flow. MBRs operate effectively at a shorter time compared to conventional aerobic systems. The typical HRT should range from 3 to 6 hours (2 to 4 hours in the aeration tanks, plus 1 to 2 hours in the membrane tank), compared to approximately 4 to 8 hours with conventional activated-sludge systems.
Solids retention time (SRT). This is the average time that the activated-sludge solids are in the system. The SRT should vary from 12 to 20 days, with consideration paid to the lower end due to the higher possibility of membrane fouling associated with lower SRT values. The average mixed-liquor suspended-solids (MLSS) concentration should typically be between 8,000 and 10,000 mg/L.
Oxygen uptake rate (OUR). This measures the oxygen consumption rate per mixed liquor volume. It should range from about 80 to 100 mg/L/h.
Water-treatment plant design
When completed, the full-scale 1,200-gal/min wastewater-treatment plant was engineered to handle a complex wastewater flow resulting from multiple combined waste streams generated at the Sasol Lake Charles complex.
To equalize and homogenize the varying concentrations of different wastewaters originating from the different chemical plants, an equalization tank is used at the beginning of the overall treatment process. After the equalization stage, two identical DNF treatment units (DNF Train A and DNF Train B) were designed to add redundancy to the wastewater treatment system and mitigate risks associated with equipment failure. Each unit is designed for an average flow of 600 gal/min, a maximum flow of 750 gal/min, and incorporates its own in-line coagulation, flocculation tank, flotation tank and pressurization system. Both pressurization systems include a pressurization vessel and two DNF recycle pumps (one duty and one spare) that recycle recovered sludge from each DNF unit to a respective sludge tank for storage.
Circular DNF units were adopted for the project to achieve better distribution through one single-inlet distribution chamber, which ensures even distribution of the floating material across the entire surface area. Use of a single mixing chamber allows gas bubbles to attach to the incoming flocs.
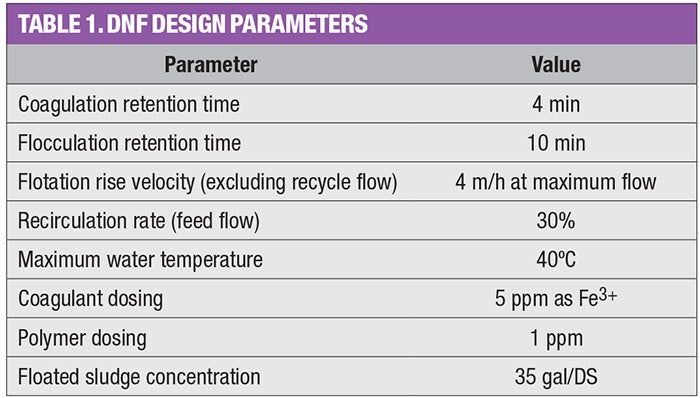
The DNF sludge tanks were equipped with a vertical mixer to ensure adequate sludge homogenization. From the sludge tank, the sludge is pumped to a three-phase vertical centrifuge, which separates water, oil and solids. The DNF design parameters are summarized in Table 1.
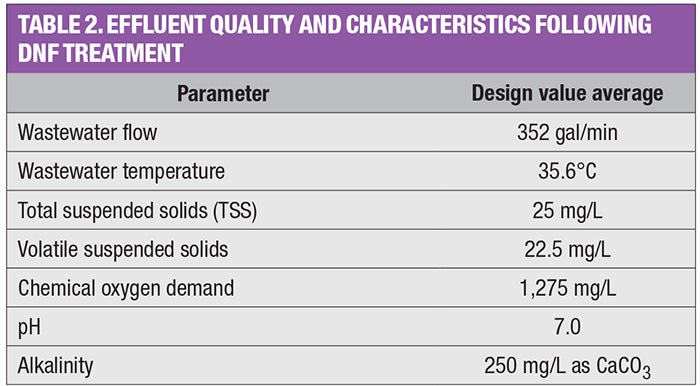
Following DNF treatment, the effluent is then conveyed onward to the MBR package for aerobic biological treatment of an average flow of 352 gal/min in a 2 x 100% configuration and a COD of 1,275 mg/L, as shown in Table 2.
Like the DNF units, the MBR package also incorporates two treatment train lines. At the beginning of each treatment train, effluent from the DNF units enters a large concrete basin where air bubbles are introduced into the water from diffusers mounted on the bottom of the basin. The water flows via gravity to the membrane tank, which houses the membrane cassettes. A portion of the wastewater is sent back to the bioreactor by return activated sludge (RAS).
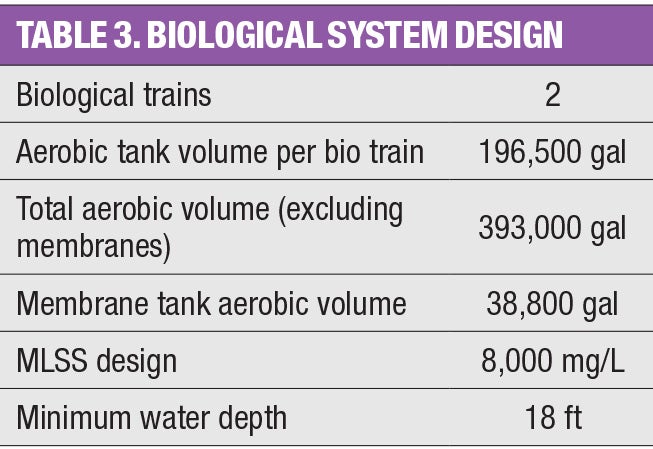
The biological system consists of two trains, each designed for a capacity of 196,500 gal and MLSS concentration of 8,000 mg/L, as shown in Table 3. The bioreactor is designed with a sludge retention time (SRT) of 31 days, an oxygen uptake rate (OUR) of 44 mg/L/h, and a food-to-mass ratio (F/M) of 0.2.
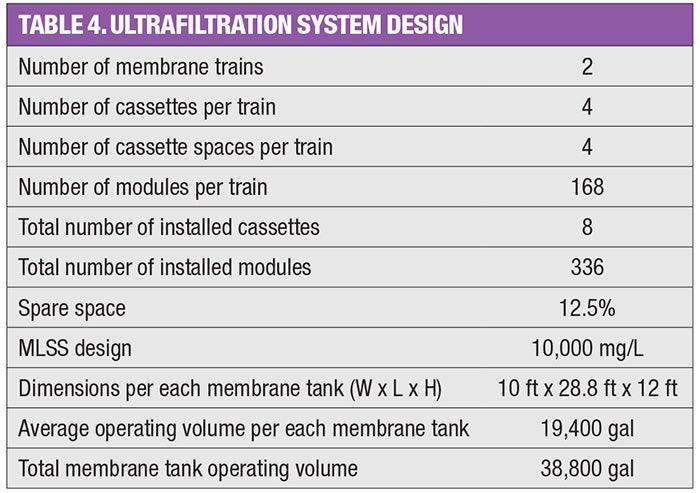
The two UF membrane trains contain four cassettes per train, which are installed in 316 L stainless-steel membrane tanks. Membrane filtration is designed to treat average and peak flows, including when one train is off-line (N-1 condition). The MLSS concentration within the membrane tank is 10,000 mg/L, as indicated in Table 4.
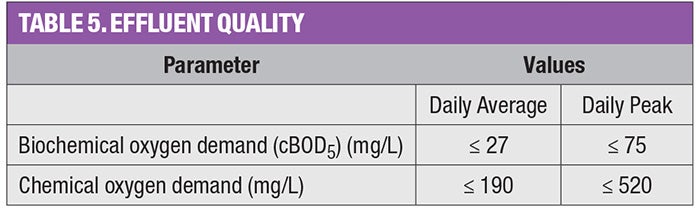
The MBR permeate quality parameters for COD and BOD, expressed in daily average and peak flows, are shown in Table 5.
The waste activated sludge (WAS) from the MBR package is sent to a bio-sludge treatment unit for settling and dewatering. Further settling is achieved by a thickener, wherein polymer is added to create large settled solids. This sludge is scraped off the bottom of the tank and pumped to a holding tank where an aeration grid prevents the solids from settling and becoming septic. From there, sludge is pumped to a continuous belt press for dewatering and hauled offsite for disposal.
Plant startup and commissioning
Once startup and commissioning of the wastewater treatment plant commenced in October 2018, stable operation was achieved around two months into the project. The initial “mechanical checkout” and hydraulic guarantees of the systems and equipment were performed for each unit. Internal inspections of the DNF units included the following steps:
After the coagulation and flocculation mixers were inspected, water was fed from the equalization tanks through DNF Train A to test the nitrogen pressurization tank and controls. The system is now running at 80 psi with a 150-gal/min recycle rate (25% recycle at a 600-gal/min flow design).
Jar tests were performed to test and optimize the chemicals needed for coagulation and flocculation in the de-oiling process. Subsequently, Train A went into service and the effluent tank control was changed to level control based on the flow coming from each DNF train, as well as the combined flowmeter from the DNF effluent pumps.
During the acclimation period, the MBR system was operated without permeation and the MBR aeration blowers were operated continuously in manual mode. The return activated-sludge (RAS) pumps were run continuously in manual mode while dosing with urea and phosphoric acid, as necessary. The COD loading was maintained using ethanol. Samples were taken daily to monitor COD loading, urea and phosphoric demand, as well as MLSS and mixed-liquor volatile suspended solids (MLVSS) concentrations. Once the minimum MLSS levels were reached, wasting was initiated via the WAS pump to maintain the desired sludge age. Once stability had been achieved, Train A was placed into automatic mode at 10-min cycles with back pulse. Once the waste COD loading was sufficient, the ethanol feed system was deactivated.
Operational data
Once the influent wastewater was relatively stable, the treatment plant began operating on a continuous basis, with an average flow of 398 gal/min for Train A and 365 gal/min for Train B for the first 45 days of operation. These results are shown in Figure 4.
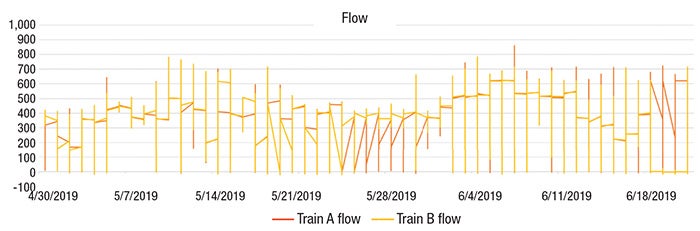
FIGURE 4. The MBR permeate flows (gal/min) for Train A (orange) and Train B (yellow) are shown
The trans-membrane pressure for Train A had an average of –1.35 psi with some peaks in the week of May 14, 2019 due to higher MLSS, as shown in Figure 5.
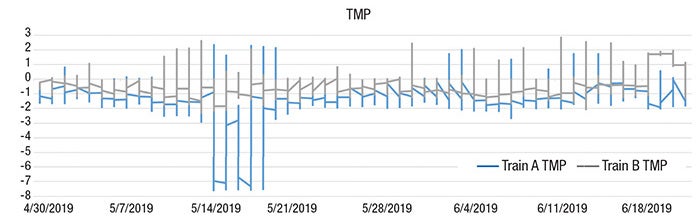
FIGURE 5. The trans-membrane pressure (TMP, in psi) for MBR Train A (blue) and Train B (gray) were
relatively stable
Ammonia discharge levels in the first 45 days of operation showed a permeate discharge average of 0.41 parts per million (ppm). After a slight peak of 2 ppm on May 6, the discharge levels quickly returned to average values, as shown in Figure 6.
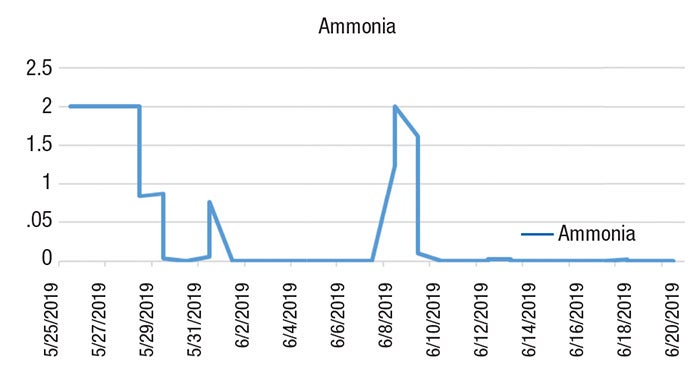
FIGURE 6. The MBR ammonia permeate readings, in ppm, are shown here. Note that a reading of 0 ppm corresponds to a value < 0.015 and a reading of 2 ppm corresponds to values > 2.0
Average COD levels in the MBR permeate were slightly above 30 ppm and stable during the first 45 days of operation, except for June 18 when COD levels spiked to almost 200 ppm correlating with the startup of the ethylene oxide-ethylene glycol plant. When the startup occurred, 300,000 gal of ethylene glycol waste from the purification beds with 120,000 ppm of COD surged into the bioreactor, overwhelming the bacteria and significantly decreasing biodegradation. But once normalized, COD returned to normal values.
Wastewater COD values entering the DNF units have an average of 1,275 ppm. At the end of the entire treatment train process, MBR permeate had a COD average of 190 ppm, representing more than 86% removal.
These data demonstrate that, at the core of the Lake Charles Complex wastewater treatment solution, MBR technology utilizing UF hollow-fiber membranes provides high levels of COD and BOD removal, combining secondary and tertiary treatment in a compact footprint. In addition to the design parameters listed previously, facility owners evaluating MBR for wastewater treatment should bear in mind the following considerations:
- MBR systems are designed at lower F/M ratios than conventional activated-sludge systems to avoid high membrane fouling rates and low oxygen transfer efficiencies [1]
- MBR technology should be considered where stringent effluent discharge levels are required, with regards to BOD and TSS, as well as total nitrogen (TN) and total phosphorus (TP)
- UF membrane separation performance is independent of the quality or condition of the biological process fluid, and the entire treatment process is simplified
- MBR is an adequate biological wastewater treatment technology for GTL plants, as proven with pilot testing and proof of concept at Sasol
- At Sasol, COD removal of 86% with and average below 30 ppm has been achieved during the first months of operation
Edited by Mary Page Bailey
Reference
1. Yoon, S.H., “Membrane Bioreactor Processes — Principles and Applications,” CRC Press, Boca Raton, Fla., 2016.
Author
 Brian Arntsen (brian.arntsen@suez.com) is the global domain sales leader with SUEZ Water Technologies & Solutions. Previous to his work at SUEZ, Arntsen was CEO of Lockwood & Co. from 1996 to 2000 and also held roles at Zenon Environmental Inc. and GE. Arntsen is active in many industry groups in the water-treatment sector, including the Water Environmental Federation (WEF) and the Food & Beverage Environmental Conference (FBEC). In 2017, he was appointed Food & Beverage subcommittee chair of the Industrial Wastewater Committee at WEF. He holds an agricultural engineering degree from the Catholic University in Buenos Aires, Argentina, and a postgraduate degree in business management from the I.A.E Business School in Buenos Aires.
Brian Arntsen (brian.arntsen@suez.com) is the global domain sales leader with SUEZ Water Technologies & Solutions. Previous to his work at SUEZ, Arntsen was CEO of Lockwood & Co. from 1996 to 2000 and also held roles at Zenon Environmental Inc. and GE. Arntsen is active in many industry groups in the water-treatment sector, including the Water Environmental Federation (WEF) and the Food & Beverage Environmental Conference (FBEC). In 2017, he was appointed Food & Beverage subcommittee chair of the Industrial Wastewater Committee at WEF. He holds an agricultural engineering degree from the Catholic University in Buenos Aires, Argentina, and a postgraduate degree in business management from the I.A.E Business School in Buenos Aires.