New Products & Services
November 2018

Kett US
This company has developed an approach to moisture measurement that uses Near-Infrared (NIR) light, which can deliver immediate, laboratory-quality moisture readings. Traditional laboratory and online moisture-measurement techniques — while capable of providing comprehensive results — lack the simplicity and flexibility for frequent spot checks, so secondary testing methods are often needed. The new NIR-based method enables portable, instant moisture readings of chemical feedstock, product formulations or any end product. NIR moisture meters allow accurate measurement of solids, pastes, and liquids without contact or sample preparation, so there is no contamination in handheld and online models, says the company. Because no direct contact or sample alteration is required, particle size variation and unusual textures are not an issue. In addition, because the process is non-destructive, samples remain unaltered so they can be used for additional tests or put back into the product stream. Unlike complex laboratory equipment, portable NIR equipment, such as the KJT130 Handheld Portable Instant Moisture Meter, are designed for ease of use — the user simply points the instrument at the product and the moisture content is instantly shown on a digital display, with results accurate to .01% in a 0-100% measurement range.— Kett US, Anaheim, Calif.
www.kett.com

Emerson
The Rosemount Twisted Square thermowell (photo) is said to reduce dynamic stress, simplify process calculations and provide more accurate temperature measurements than other thermowells on the market. Twisted Square thermowells improve reliability and reduce risk of fatigue failure through their ability to dampen dynamic stresses caused by oscillating vortex pressures. These dynamic stresses can result in vortex-induced vibration (VIV), which is the primary source of thermowell stress failures. The new design is said to reduce VIV by over 90%. This helps to simplify process calculations by eliminating the need to size thermowells to reduce dynamic and frequency limits, thereby saving engineering time and lowering costs without requiring design changes. It is suitable for use where conventional thermowells fail to meet the ASME PTC 19.3 TW standard for safe and reliable thermowell design. — Emerson, St. Louis, Mo.

Rite-Hite
The new Direct Drive high-volume, low-speed (HVLS) fan (photo) produces no noise and uses no oil. The lack of gears reduces noise, while the absence of oil means the Direct Drive HVLS fan eliminates any opportunity for contamination. The fan comes standard with 24-ft dia. blades, but 20-, 16-, 12- and 8-ft dia. options are also available. A single Direct Drive HVLS fan can circulate a large volume of air up to 85 ft from the fan’s center in all directions for optimal heating or cooling of an area encompassing up to 22,000 ft 2. The unique design of the fan directs air outward from the center in a conical shape, eliminating dead-air holes directly beneath the fan and in corners, translating to more uniform airflow from floor to ceiling and from wall to wall. Without a gear motor, the Direct Drive HVLS fan can be installed in roughly half the time it takes to install a traditional HVLS gear-motored fan, says the company. — Rite-Hite Corp., Milwaukee, Wis.
Itris Automation
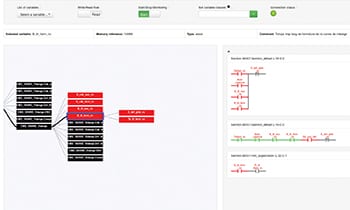
ICS Monitoring (photo) is a realtime diagnostics solution for programmable logic controllers (PLCs). The ICS platform supports the troubleshooting of PLC-based control systems by helping to find the origin of a problem more quickly and reduce downtime. ICS Monitoring simplifies the representation of a program’s data flow and logic while displaying the realtime values of the variables. This representation, featuring live values and dynamic navigation, makes troubleshooting a PLC program easier, with no need to access the development environments or to utilize a PLC code expert. Compared to other diagnostics solutions, ICS Monitoring is unique in its capacity to support a number of different PLC makes and models, says the manufacturer. The solution can connect directly to process data via Modbus TCP or OPC communication protocols, allowing data to be shared in realtime. It can also work with version-management tools to keep program information up to date. — Itris Automation, Grenoble, France

Kason
The model CAM 1300 air classifier mill (photo) combines impact grinding and air classification in one machine to produce fine powders with narrow particle-size distribution, at throughput rates up to 16.5 ton/hour. Intended for bulk foods, pharmaceuticals, chemicals, epoxy resins, powder coatings and mineral applications, the mill allows control of the air flowrate and grinding temperature to condition heat-sensitive or hygroscopic materials. Material enters the milling chamber where a spinning rotor impacts the particles against grinding segments inside of the chamber wall by centrifugal force. A rising column of air lifts the particles into the rotating classifier wheel, separating on-size material and directing it to the process air stream for collection or further processing. Over-size material returns by gravity into the path of the spinning rotor for further grinding. Particle size is readily controlled by varying the rotor speed, classifier speed, air flowrate and feedrate, eliminating the need for separate classification equipment. — Kason Corp., Millburn, N.J.

A.W. Chesterton
This company’s Viewin Technology greatly facilitates seal identification and maintenance by providing wireless record-keeping in a mobile app (photo). Users can access relevant seal information immediately, even when equipment is running. Each ViewIn-enabled seal is equipped with RFID tags that can be read using a Bluetooth-connected RFID reader to retrieve pertinent seal information, sealing device drawings, pressure test reports, materials of construction and other supplementary items. The new technology is initially available in the company’s S10 and S20 cassette seals. — A.W. Chesterton Co., Groveland, Mass.

AVT Reliability
Machine Sentry MSO1 (photo) is a low-cost, high-speed online condition-based-monitoring (CBM) system offering realtime management of safety- and business-critical assets ranging from standard rotating equipment to advanced turbomachinery, such as power generators. The device captures critical vibration data to be stored in the Machine Sentry database, where the data can be integrated with data from other CBM techniques. The detailed CBM data can be securely accessed from anywhere in the world via a standard web browser, allowing continuous monitoring, asset management, failure detection and troubleshooting for rotating machinery. Its small size, low power consumption, Ethernet/WiFi/4G optional web connectivity, email alarm notification and high storage capability make the system easy to install, operate and maintain. Machine Sentry MSO-1 can be integrated with the Machine Sentry platform or other digital control systems, or used as a standalone platform. — AVT Reliability Ltd., Warrington, U.K.

Aggreko North America
This company has released a new fleet of 100% oil-free air (OFA) compressors (photo) that are compliant with the most stringent emissions standards in North America, feature ISO class 0 air out and deliver 1,600 ft 3 /min at air pressures ranging from to 55 to 150 psig. Ensuring a clean, oil-free air supply minimizes risks associated with airborne oil and contaminants, which can damage processes and decrease productivity. These air compressors are provided with this company’s remote-monitoring capabilities. Performance data, alerts and service information are made available to users via the company’s ARM smartphone app. — Aggreko North America plc, Houston

Cole Parmer
The new Masterflex L/S variable-speed console drives (photo) sit neatly on a bench or in a fume hood in any laboratory, providing simple operation with single-turn speed control. These drives accept nine different Masterflex L/S peristaltic-pump-head types. With a flow range of 0.42 to 2,900 mL/min, it is suitable for general fluid-transfer applications. A separate power switch enables the user to maintain the speed setting when turning the drive on or off. A reversible motor makes it easy to prime or purge the tubing and pump in either direction. A remote-control feature starts and stops the unit via a connector on the back of the drive. — Cole Parmer, Vernon Hill, Ill.

Dräger Safety
The Pac 6000, 6500, 8000 and 8500 personal single-gas monitors (photo) detect not only standard gases, such as carbon monoxide, hydrogen sulfide, sulfur dioxide and oxygen (Pac 6000 and 6500), but also special gases, such as ozone, phosgene and nitrogen dioxide (Pac 8000). In addition, the Pac 8500 is available with dual sensors for hydrogen sulfide/carbon monoxide or oxygen/carbon monoxide, and a hydrogen-compensated carbon monoxide sensor. This significantly reduces the influence of hydrogen on the indication of carbon monoxide. Because quick and reliable gas measurement is extremely important in an industrial environment, the Pac Series detectors provide precise results, and are easy to use. Users can choose between 18 long-life sensors for the detection of up to 33 gases. The industrial battery used in the monitors enables a service life of two years without a battery change. — Dräger Safety AG & Co. KGaA, Lubeck, Germany

ViscoTec Pumpen
This company’s new spray dispenser (photo) provides gentle and homogeneous material application, especially for dosing materials with fillers. It is based on the endless piston principle. The dispenser’s spray width and spray intensity are adjustable via air pressure. Speed-dependent dosing ensures flexibility, even during the dosing process. The dispenser enables uniform surface coating with low cleaning and maintenance costs. According to the manufacturer, the new dispenser is especially well-suited for low- to medium-viscosity materials. — ViscoTec Pumpen- u. Dosiertechnik GmbH, Töging a. Inn, Germany
MSA Safety
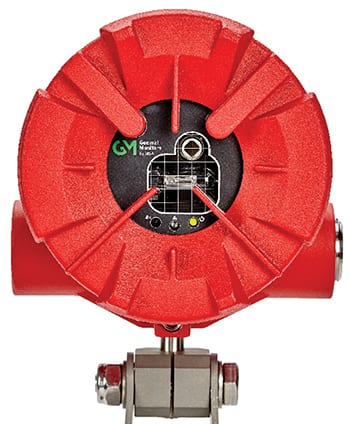
The new FL500 optical flame detector (photo) is performance-approved for six different fuel sources: butane, ethane, heptane, methane, methanol and propane. By combining a precision ultraviolet (UV) sensor for quick response with an infrared (IR) sensor that monitors flame-emitted radiation, the FL500 flame detector operates at faster speeds with false-alarm immunity. The FL500 detector offers a wide field of view up to 130 deg and features three external LED indicators for local verification of normal operation, fault conditions and alarms. Designed with continuous optical-path monitoring (COPM), the detector conducts a self-check every two minutes. These optical and electrical self-check diagnostic routines ensure the sensor’s optical path is clear and that the detector’s electronic circuitry is operational. The operating temperature range is –67 to 185°F with a relative humidity range of 0 to 95%, non-condensing. — MSA Safety, Cranberry Township, Pa.
Marsh Bellofram
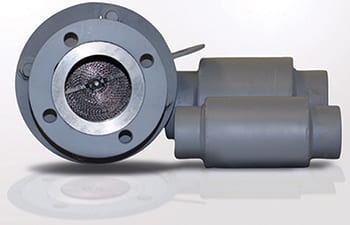
BelGAS FM flame arrestors (photo) stop ignited vapors from traveling backward into a vent line or tank, preventing explosions, burns and other hazards. The flame arrestor product line includes critical safety equipment, such as burner arrestors, inline arrestors, stack arrestors and vent arrestors. A key differentiator of these flame arrestors is a faceplate with a pressed and sealed sight glass, rather than one that is welded or held in place with a lock nut. This eliminates seams and gaps, reduces the chance of leaks and better withstands equipment vibration. — Marsh Bellofram Group of Companies, Newell, W. Va.

Dwyer Instruments
The Series 629C-RS wet/wet differential pressure (DP) transmitter with remote sensors (photo) is ideal for remotely monitoring differential pressure in chillers, heat exchangers and pumps. For hard-to-access applications, the RS option of the 629C differential pressure transmitters comes with remote-mountable sensors, allowing users to safely monitor data. The 629C-RS option provides shielded or armored cables and is available in 10- or 20-ft lengths. Labor and material costs are reduced by connecting the high- and low-side transducers at the point of measurement, which eliminates running piping back to the transducer. — Dwyer Instruments, Inc., Michigan City, Ind.