To avoid problems with solids flow in bins and hoppers, the friction between the equipment walls and the flowing solids is an important factor to understand. Provided here is a review of flow patterns in bins and hoppers, and practical design considerations for overcoming challenges related to wall friction.
In the past, bins and hoppers were typically designed primarily from an architectural or fabrication standpoint (for instance, hopper walls were sloped 30 deg from vertical to reduce the waste of wall materials, or 45 deg to minimize headroom requirements and simplify design calculations). However, experience has shown that designing equipment without regard to the actual bulk materials being handled often leads to flow problems, such as arching, ratholing, erratic flow and even no flow. By measuring the flow properties of a bulk solid, including wall friction, the flow behavior of the material can be predicted, and more reliable hoppers and bins can then be designed.
Flow patterns
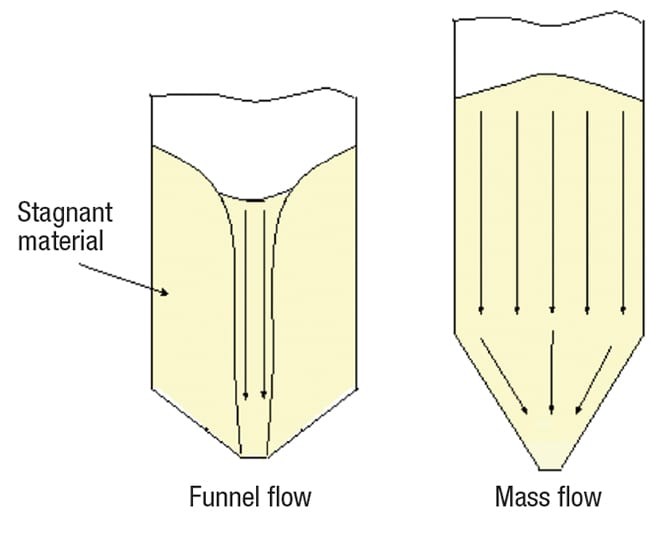
Two types of bin flow patterns are possible when solid material is discharged from a hopper, bin or silo (Figure). A mass-flow bin has a relatively long, tapered discharge section. In mass flow, all of the material is in motion during discharge, so no stagnant regions form. Conversely, a funnel-flow bin has a relatively short converging section. While storage capacity for a given height is greater in a funnel-flow bin, this geometry allows material in the center to move while material at the walls is stationary. The resultant stagnant regions may interrupt flow.
Frictional properties
Both internal and external friction values are important when characterizing the flow properties of a bulk solid. Internal friction is caused by solid particles flowing against each other, and can be determined using a direct shear tester. External friction is expressed as the wall-friction angle or coefficient of sliding friction. The lower the coefficient of sliding friction, the less steep the hopper walls need to be to achieve mass flow.
Wall-friction test
The test method for wall friction measures interfacial friction between the powder sample and hopper wall material at increasing consolidation stresses. The test is performed using an instrument that involves placing a sample of powder inside a retaining ring on a flat coupon of wall material. Various normal loads are then applied to the powder, and the powder inside the ring is forced to slide along the stationary wall material. The resulting shear stress is measured as a function of the applied normal stress.
The materials of construction used to simulate the surface are based on actual hopper design — instrument vendors provide a range of different grades of steel and plastic routinely used in hopper construction.
The coefficient of sliding friction is the ratio of the shear force required to cause sliding, to the load applied perpendicular to the plate surface. The arctangent of this value is the wall-friction angle.
Wall-friction angles above 30 deg are considered high, and may lead to flow difficulty in powders. Wall-friction results can help determine the recommended hopper angle to ensure mass flow.
Factors affecting friction
The following variables can affect the internal and external friction values of a bulk solid and are similar to those affecting cohesiveness:
Pressure. Typically, as consolidation pressure increases, the effective angle of internal friction decreases. Similarly, the coefficient of sliding friction often decreases as pressure acting normal to the plate increases. However, the internal angle of friction is an intrinsic characteristic of the material, which may increase, decrease, or remain the same as pressure acting on the material increases.
Moisture content.As moisture increases, many bulk solids become more frictional.
Particle size and shape. Typically, fine materials are somewhat more frictional than coarse materials, so their flow is often more troublesome. Particle shape plays a role also, in that angular particles tend to interlock with each other and also dig into a wall surface, thereby creating more friction.
Design considerations
In cases where powder frictional properties dictate hopper designs that are impractical, alternative options for finding solutions to flow problems could include changes in hopper wall material or an increase in cleaning frequency for the hopper surface. Another approach for improving flowability is to incorporate additives into the powder formulation. Similarly, mechanical-assist devices, such as vibration and aeration, are other possible considerations. Trade-offs must be evaluated between the cost of these interventions versus the consequences of the lost processing time due to flow stoppages related to equipment downtime or poor product that requires rework.
Editor’s note: The information found in this column was obtained from the following articles:
1. McGregor, R.G., Preventing Flow Stoppages in Powder-Handling Processes, Chem. Eng., April 2018, pp. 48–52.
2. Carson, J., Pittenger, B. and Marinelli, J., Characterize Bulk Solids to Ensure Smooth Flow, Chem. Eng., April 2016, pp. 50–59.
3. Mehos, G. and Morgan, D., Hopper Design Principles, Chem. Eng., January 2016, pp. 58–63.