With the onset of new environmental regulations, turnaround teams must look to temporary vapor-control strategies to ensure compliance during non-routine operations
Turnarounds are one of the most anticipated and time-intensive events in a plant’s cycle, and are an essential part of continuous operations in the petroleum refining and petrochemical industries. A turnaround is a scheduled event wherein an entire process unit in a refinery or manufacturing site is taken offline for an extended period of time to perform maintenance, modifications, inspections, catalyst regeneration or changeouts, as well as any related projects (Figure 1). Turnarounds provide an important window of opportunity for essential maintenance tasks and allow for safe and efficient servicing or replacement of process equipment. If done correctly, turnarounds can potentially lead to huge gains in the facility’s productivity and output. However, turnarounds are also extremely costly events in terms of direct costs for labor, tools, heavy equipment and materials used to execute these projects. If the budget balloons or the timeline unexpectedly expands, it can have disastrous effects on a company’s bottom line.

FIGURE 1. Turnarounds are a challenging — but critical — part of any process unit’s lifecycle, because they provide a window of opportunity to perform maintenance and other important tasks
Petroleum refinery turnarounds are becoming more difficult and increasingly expensive. New environmental regulations present potential challenges in turnaround performance by adding complexity, extending completion times and incurring additional costs. While facilities may be fully in compliance with these regulations during normal operations, it may be difficult to meet these rigorous standards during non-routine activities, including turnarounds and the associated unit shutdown and startup. Operators and contractors are constantly challenged with how to complete turnaround tasks quickly, safely and more efficiently. Temporary vapor-control systems can provide solutions to meet some of these regulatory challenges during non-routine events like turnarounds.
Turnaround unit deinventory
One important part of the turnaround process is the unit deinventory phase. Unit deinventory begins when feed is cut to the unit. Liquids and vapors are removed from the unit using a variety of transfer methods, including liquid pumping, pressuring off, inert-gas purging, steaming and chemical circulation or injection.
After deinventory is complete, the unit either undergoes chemical cleaning or purging to bring the unit’s vapor concentration to the minimum level dictated by safety and environmental requirements. Once these activities are complete, the unit is safe to open to atmosphere and equipment, components and catalysts can be removed for further cleaning, inspection, repair and replacement as needed.
Numerous facility turnarounds are being impacted by environmental restrictions driven by the evolution of new federal standards from the U.S. Environmental Protection Agency (EPA; Washington D.C.; www.epa.gov) under the umbrella of Maintenance Startup and Shutdown (MSS) regulations and Refinery Sector Rules. These changes create the potential for bottlenecks and potential delays during the turnaround deinventory process.
In the past, refineries were granted much greater flexibility to vent emissions during turnarounds. A common approach for many states was to allow turnaround vapor deinventory activities to vent emissions to the atmosphere or flares. Venting could occur during depressurizing a unit, steaming or purging process equipment or chemical cleaning using steam or chemicals. The recent implementation of Refinery Sector Rules has made turnaround flaring an increasingly uphill battle.
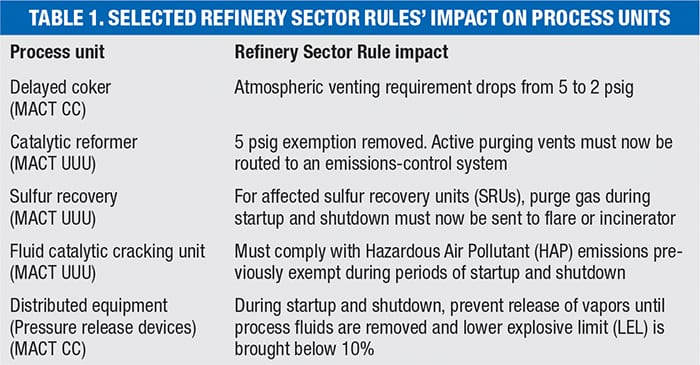
Changes to EPA regulations, such as New Source Performance Standards 40 CFR 60 Subparts J/JA and Refinery Sector Rules related to the National Emission Standards for Hazardous Air Pollutants (NESHAP MACT CC and MACT UU), have imposed emissions limits and necessitated monitoring and reporting tasks that make flaring a less desirable option (Figure 2). Several examples of the impact of Refinery Sector Rules on refinery units are described in Table 1. In response, operators of facilities have increasingly looked to recapture vapors during maintenance periods through the use of flare-gas recovery units (FGRUs).

FIGURE 2. New emissions regulations are causing operators to seek alternatives to flaring during turnarounds
In FGRUs, liquids and gases are recovered the majority of the time. After recovery, they are cleaned and utilized as fuel gas in facility heaters and various other facility process units. Under normal operating conditions, essentially all gases that are produced are routed to the refinery fuel-gas system, allowing them to be used for combustion in refinery heaters and boilers. Typical refinery fuel-gas systems are configured so that the fuel-gas header pressure is maintained by adding excess natural gas to meet the net fuel requirement. This provides a simple way to keep the system in balance, so long as fuel gas needs exceed the volume of gaseous products produced. Flaring often occurs during unit startups and shutdowns or when pieces of equipment associated with a unit are taken out of service.
For safety and environmental reasons, equipment maintenance results in the need to remove source hydrocarbons from process equipment and associated piping before opening. Typical decommissioning procedures include multiple steps of depressuring, nitrogen, gas, or steam purging or chemical injection. During these steps, the quality of the fuel gas is degraded and at times cannot be recovered.
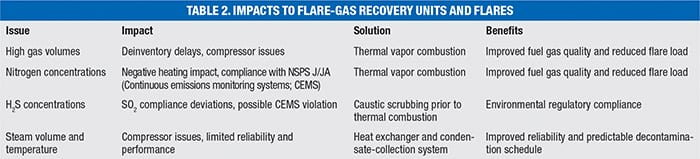
FGRUs are also limited due to their inability to accept or process certain vapor streams in a timely fashion. For example, nitrogen, steam and hydrogen sulfide (H 2 S) all present unique obstacles to the FGRU that can slow down or overwhelm its capabilities. A summary of these impacts on FGRUs and flares is given in Table 2.
As a result, refineries have begun identifying and addressing turnaround maintenance activities that may lead to problematic process streams being sent to the FGRU. Addressing these activities through the use of alternative vapor-control devices has allowed many facilities to recover lost time and return the team to its “pre-regulatory” turnaround schedules.
The curtailing of flare emissions by the EPA will have a broad range of practical implications on industry, but of particular concern will be the use of vapor-control equipment (FGRU and flares) during these periods of startup and shutdown. Some restrictions placed on flares, such as requiring minimum operating temperatures, specific component concentration or mass limitations and removal efficiencies, will often be difficult or impossible to achieve during these interim periods. Avoiding penalties during these spans may require facilities to utilize temporary vapor-control equipment designed specifically for periods of startup and shutdown.
Effective vapor-control strategies employed during shutdowns include flare-less shutdown capability, hydrocarbon pre-treatment or eliminating the flare systems as primary destruction sources. Additional benefits include continuous environmental compliance involving monitoring, data recording and final compliance reporting documentation.
These vapor-control strategies are being successfully integrated into turnaround planning and serve as best practices for facilities recently challenged with meeting new environmental regulations associated with turnaround activities.
Temporary vapor-control processes
Newly emerging regulatory requirements brought about a need for a comprehensive approach to develop environmental vapor-control strategies. Processes for vapor and liquids removal and chemical cleaning are being integrated into the operational shutdown procedures to mitigate safety risks, eliminate environmental bottlenecks, shorten the shutdown sequence and increase schedule reliability, all while meeting environmental regulatory requirements.
Facilities must strive for vapor-control processes that mitigate problematic process variables and compounds that exist during the shutdown and cleaning processes prior to introduction into a facility’s FGRU or flare system.
Temporary unit deinventory vapor-control processes include: thermal vapor destruction, liquid scrubbing, carbon adsorption, heat exchanger cooling and condensing, condensate removal, as well as pressure and temperature control. These temporary vapor-control processes are described in the following sections.
Thermal vapor combustion.This method involves processing hydrocarbon vapors or volatile organic compounds (VOCs) using an enclosed vapor combustion unit (VCU), which produces exhaust gases that are primarily carbon dioxide and water (Figure 3). The VCU is equipped with various automated safety devices, flow and combustion temperature transmitters and monitoring systems designed to handle a wide range of vapor concentrations and flowrates. Due to the transient nature of unit vapor deinventory, manned operation of the VCUs is required. In many cases, the vapor destruction in such units is greater than 99.9% and provides regulatory compliance with refinery emission standards.

FIGURE 3. Portable vapor combustion systems can provide an effective solution for environmental compliance during turnarounds
Liquid scrubbing. This process can be used to remove toxic acid gases, such as H 2 S, hydrofluoric acid (HF) and ammonia (NH 3), which would present safety and air-emissions compliance issues if released directly to the atmosphere or thermally combusted, producing acid gases such as SOx, HF or NOx. Liquid scrubbing provides a mechanism wherein vapor contacts a liquid caustic or other chemical solution and undergoes a chemical reaction in which the acid gases are removed from the vapor stream and converted into less toxic salts or other compounds that remain. Post-scrubbing acid-gas vapor concentrations of less than 10 parts per million (ppm) are achievable under proper operating conditions. Figure 4 shows portable liquid H 2 S scrubbing equipment. Liquid scrubbing can also remove hydrocarbons or VOCs from vapors using liquid solvents or chemistry in certain applications.

FIGURE 4. Portable liquid H2S scrubbers can be employed during turnarounds to remove toxic acid gases that pose environmental issues
Heat exchanger cooling and condensation. Cooling and condensation in heat exchangers are also important processes during unit vapor deinventory. In some cases, elevated temperatures or steam may exist in the vapor stream, usually during the unit hydrocarbon clearing and chemical cleaning phases. Vapor temperatures as high as 400°F can be encountered during reactor purging. These conditions can cause problems for FGRUs and vapor processing systems. To mitigate these issues, the vapor is cooled to temperatures below 150°F using shell-and-tube heat exchangers, and any resultant condensable hydrocarbon or steam is collected and removed to storage.
Controlling pressure.Pressure control of the vapor stream during the deinventory phase is of critical importance when variable unit pressures need to be managed to ensure proper vapor-control system pressures, which are typically less than 10 psi. With unit pressures as high as 300 psi, pressure reduction using regulators and control valves becomes an essential part of the overall vapor-control system operation and process design.
A typical process flow diagram and refinery site layout for these equipment and components is shown in Figure 5. Figures 6 and 7 illustrate temporary vapor-control systems installed into units undergoing turnarounds. These vapor-control processes can be integrated into the facility shutdown plan and regulatory compliance program.
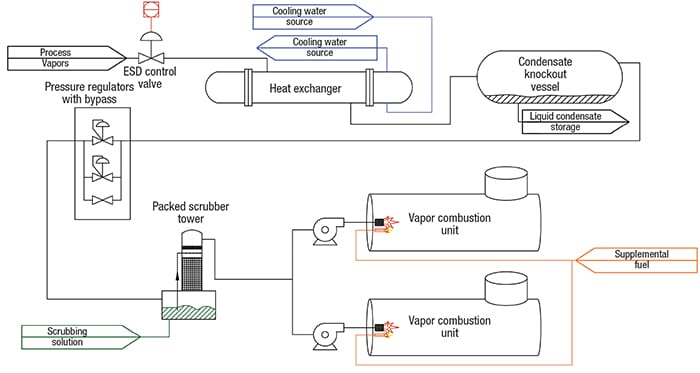
FIGURE 5. This process flow diagram shows a typical layout of several vapor-control systems in a refinery turnaround

FIGURE 6. Even if facilities are in full compliance during normal operations, non-regular tasks like turnarounds may necessitate additional, temporary vapor-control schemes to meet new emissions-control regulations

FIGURE 7. Mobile vapor-control systems are an effective way to ensure environmental compliance during non-routine operations, including shutdowns
and startups
Chemical cleaning
Another critical challenge of the turnaround deinventory process is posed by process-unit liquids deinventory and chemical cleaning. Chemical cleaning is a critical part of unit decontamination — it is required in order for the unit to be opened to the atmosphere and components to be removed for further cleaning and repair. It accelerates the unit vapor-control completion timeline by removing sources of hydrocarbons inside the unit, allowing vapor concentrations to be reduced to safe levels more rapidly.
These processes also pose vapor-control challenges due to the potential to emit hydrocarbons, and therefore must be included into the vapor-control strategy. This involves coordinated vapor-control planning and execution with the facility, as well as the chemical cleaning contractor.
Planning, design and compliance
A collaborative vapor-control approach used to develop the best strategy may include the following activities:
- Proper engagement of refinery operations, environmental and maintenance teams with relevant third-party vapor-control and chemical-cleaning providers
- Evaluation of the turnaround unit-deinventory project scope
- Development of a detailed schedule and timeline
- Preparation of written procedures, process flow diagrams (PFDs), piping and instrumentation diagrams (P&IDs) and contingency plans
- Involvement in the management of change (MOC) and process hazard analysis (PHA) processes
- Assessment of regulatory compliance permitting, monitoring and reporting
The engagement of multiple facility departments and contractors under one emissions-management process allows for streamlined communication and compliance execution during multiple phases of the turnaround. This enhances safety and operational performance, schedule reliability, cost accountability and regulatory compliance for the vapor-control activities.
In summary, many refineries are being faced with challenges in performing unit shutdowns and startups under newly enacted regulatory requirements. In many cases, the unit shutdown is being performed for the first time under new regulations and no historical process or procedures are available to follow. Updated timelines and budgets incorporating these new requirements must be prepared.
Early engagement of refinery operations, environmental, maintenance and planning personnel, along with experienced refinery turnaround vapor-control contractors, is of critical importance in establishing a predictable deinventory timeframe and budget. The unit deinventory phase sets the pace for the maintenance portion of the turnaround, and incremental time and cost savings on the front-end can help with the overall turnaround performance. ■
Edited by Mary Page Bailey
Authors
 Paul Anderson is group president of GEM Mobile Treatment Services, Inc., an Evergreen North America Industrial Services company (1196 E. Willow Street, Signal Hill, CA 90755; Phone: 562-436-2999; Email: paul.anderson@gem-mobile.com). Anderson founded GEM Mobile Treatment Services in 1994, and the company was integrated into Evergreen North America Industrial Services in 2015. Anderson has over 25 years of experience in mobile vapor control and wastewater treatment, and has designed and operated turnaround vapor-control and wastewater-treatment processes for numerous turnarounds. He has been involved with numerous refinery planning, MOC, PHA and other relevant engineering and safety process sessions related to process unit deinventory. Anderson holds a B.S.Ch.E. from Oregon State University.
Paul Anderson is group president of GEM Mobile Treatment Services, Inc., an Evergreen North America Industrial Services company (1196 E. Willow Street, Signal Hill, CA 90755; Phone: 562-436-2999; Email: paul.anderson@gem-mobile.com). Anderson founded GEM Mobile Treatment Services in 1994, and the company was integrated into Evergreen North America Industrial Services in 2015. Anderson has over 25 years of experience in mobile vapor control and wastewater treatment, and has designed and operated turnaround vapor-control and wastewater-treatment processes for numerous turnarounds. He has been involved with numerous refinery planning, MOC, PHA and other relevant engineering and safety process sessions related to process unit deinventory. Anderson holds a B.S.Ch.E. from Oregon State University.
 Chris Longo is a corporate regulatory compliance manager at GEM Mobile Treatment Services Inc., an Evergreen North America Industrial Services company (Same address as above; chris.longo@gem-mobile.com). Longo has over 10 years of experience in corporate environmental regulatory compliance, including federal, state and local air-permit management, federal and state regulatory rules oversight and interpretation and regulatory agency and customer compliance interface. He holds a B.A. in geography and environmental studies from California State University Long Beach.
Chris Longo is a corporate regulatory compliance manager at GEM Mobile Treatment Services Inc., an Evergreen North America Industrial Services company (Same address as above; chris.longo@gem-mobile.com). Longo has over 10 years of experience in corporate environmental regulatory compliance, including federal, state and local air-permit management, federal and state regulatory rules oversight and interpretation and regulatory agency and customer compliance interface. He holds a B.A. in geography and environmental studies from California State University Long Beach.